激光焊接过程中元素光谱信息与焊缝质量的关系
2017-10-18 05:19江武志范嘉炜梁梓鹏贺贵腾
测试技术学报 2017年5期
江武志, 范嘉炜, 梁梓鹏, 贺贵腾
(1. 中山职业技术学院 信息工程学院, 广东 中山 528404; 2. 广东工业大学 机电工程学院, 广东 广州 510000)
激光焊接过程中元素光谱信息与焊缝质量的关系
江武志1, 范嘉炜2, 梁梓鹏2, 贺贵腾1
(1. 中山职业技术学院 信息工程学院, 广东 中山 528404; 2. 广东工业大学 机电工程学院, 广东 广州 510000)
在高质量精密加工过程中, 影响激光焊接质量的因素较多, 如: 激光入射功率、 激光焊接速度、 离焦量、 保护气流量等. 为实现焊接质量的检测, 本文研究激光焊接过程中不同光谱区信息与焊接质量的关系. 对不同焊接工艺参数进行激光焊接实验, 通过光谱仪采集激光焊接过程中光谱辐射信息. 根据波长强度图分析焊接过程中不同光谱波段的辐射强度, 研究不同元素对激光焊接质量的影响, 寻找能够准确表征焊接质量(缺陷)的光谱辐射信息. 研究结果表明: 在700-800nm的光谱区中, Cr和Si元素与焊接缺陷存在一定相关性. 在800-900nm光谱区, Fe和Cr元素是确保焊接质量稳定的关键. 在900~1 000 nm光谱区中, Fe, Cr, S, C元素与焊接质量变差存在一定相关性.
激光焊接; 光谱分析; 光谱仪; 焊接缺陷识别; 焊接状态检测
Abstract: During laser welding, there are many factors that affect the quality of laser welling such as laser incident power, laser welding speed, defocusing amount and protection gas flow. This paper investigates the interrelation between different spectral range information and welding quality during laser welding process in order to realize effective detection of weld quality. Laser welding experiment is conducted by using different technical parameters. Spectral radiation information is collected by the spectrometer during welding process. Radiation intensity of different spectral ranges is analyzed based on the wavelength and intensity diagrams. The paper researches on the variation pattern of different elements as laser welding quality changes and aims at obtaining the spectral radiation information that can accurately characterize welding quality (defects).The results show that the Cr and Si elements are related to the welding defects in the spectral region of 700~800 nm. In the 800~900 nm spectral region, the elements of Fe and Cr are the key to ensure the stability of welding quality. In the 900~1 000 nm spectral region, the elements of Fe, Cr, S and C are related to the variation of welding quality.
Keywords: laser welding; spectrum analysis; spectrometer; welding defect identification; welding state detection
20世纪60年代,美国成功研制出世界上第一台红宝石激光器, 激光加工技术开始应用于工业制造领域. 随着大功率固态激光器的飞速发展, 激光焊接逐渐取代传统焊接工艺, 成为主要焊接技术. 与传统焊接相比, 激光焊接能量密度高、 焊接速度快、 焊接热输入小, 因而广泛应用于汽车、 造船、 电子、 航空航天、 冶金、 机械制造等工业领域[1].
激光焊接是用特定方式激励激光活性介质, 如: CO2、 氦气混合气体、 YAG钇铝石榴石晶体、 二极管等, 令活性介质在谐振腔往复振荡形成激光束. 激光束辐射到工件, 致使工件温度不断升高, 当工件金属熔化、 汽化时进行焊接[2].
现我国许多工业领域应用激光焊接, 虽技术落后于大部分欧美国家, 但我国已在部分领域取得突破, 接近国际水平[3]. 激光焊接相比传统焊接工艺有明显优势, 但激光焊接缺点也相当突出. 本文主要介绍激光焊接过程中等离子体行为、 光辐射信号与等离子体关系, 不同光谱区元素种类、 含量与焊接质量的关系.
1 实验原理
1.1 等离子体行为
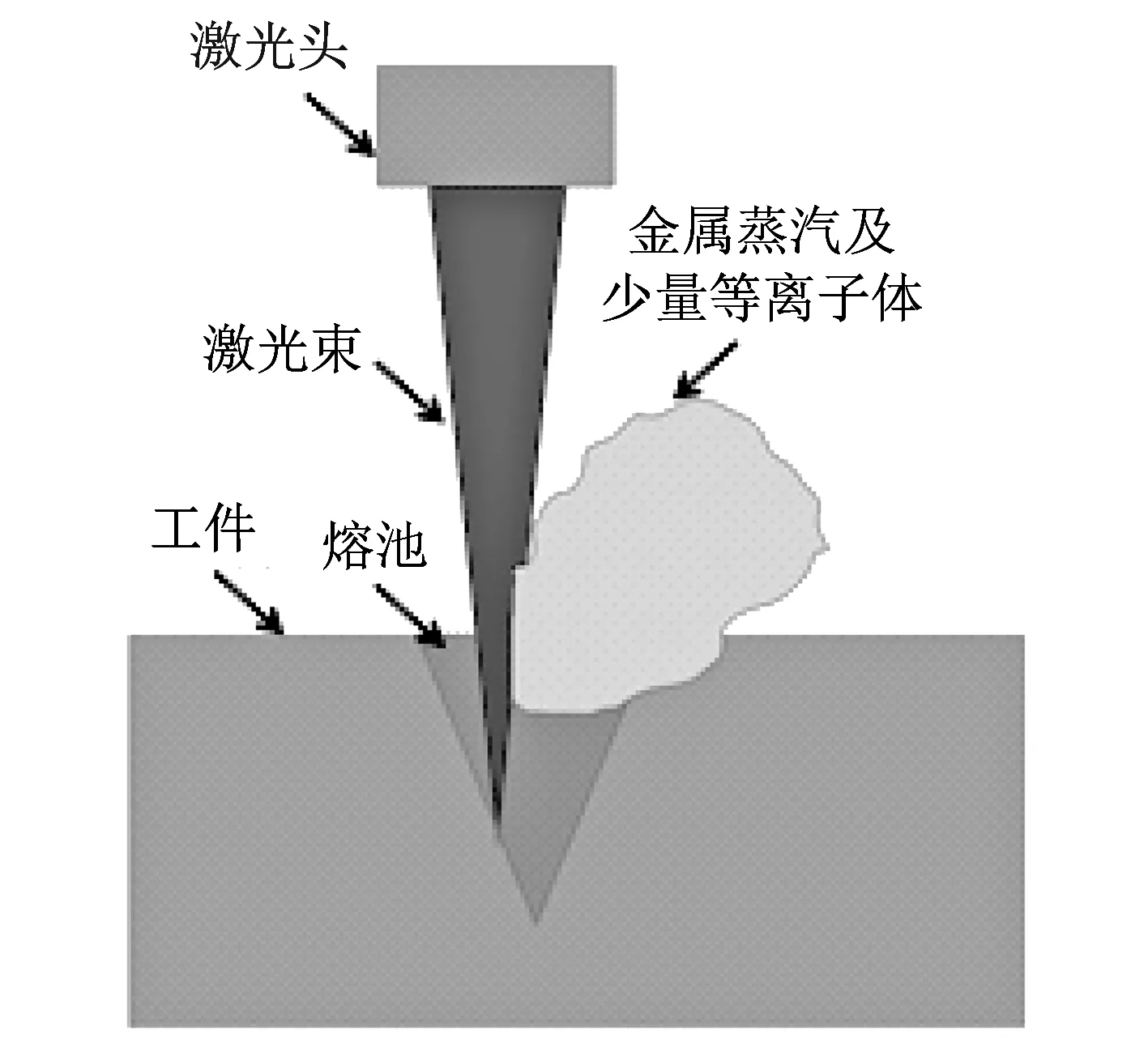
图 1 检测原理图Fig.1 Test schematic
激光焊接深熔焊时, 由于激光能量大, 工件熔化和汽化, 温度不断升高, 出现升华, 汽化和升华后出现等离子体. 等离子体对激光进行吸收、 反射和折射, 且等离子体覆盖在熔池上方, 影响(减弱)激光辐射到工件表面上的能量, 降低工件表面质量. 且等离子体数量越多, 工件的焊接质量越差[4-6].
1.2 光辐射信号
激光焊接深熔焊时产生熔池, 如图 1, 熔池中金属汽化电离出等离子体. 此现象有强烈的可见光和紫外光辐射; 根据等离子体与焊接质量的关系, 可用这两种信号检测焊接质量. 另外, 熔池反射、 辐射、 折射激光束形成红外光辐射. 根据研究分析, 熔池的温度分布和表面积决定红外光辐射信号强度, 熔池的温度分布和表面积决定焊缝的面积和形状, 因此可通过检测红外光辐射信号, 间接掌握焊缝宽度和质量、 熔池状态和工件表面缺陷等[7].
2 实验平台
2.1 激光加工设备基本使用原理
如图 2, 本实验中激光从盘形激光器中产生, 通过光纤传输到激光头. 激光头将发散的激光束集中发射到焊接对象表面, 通过准直仪采集激光加工过程中的热辐射光信号, 并输送至光谱仪中, 最终在电脑上通过软件分析激光加工过程的缺陷.
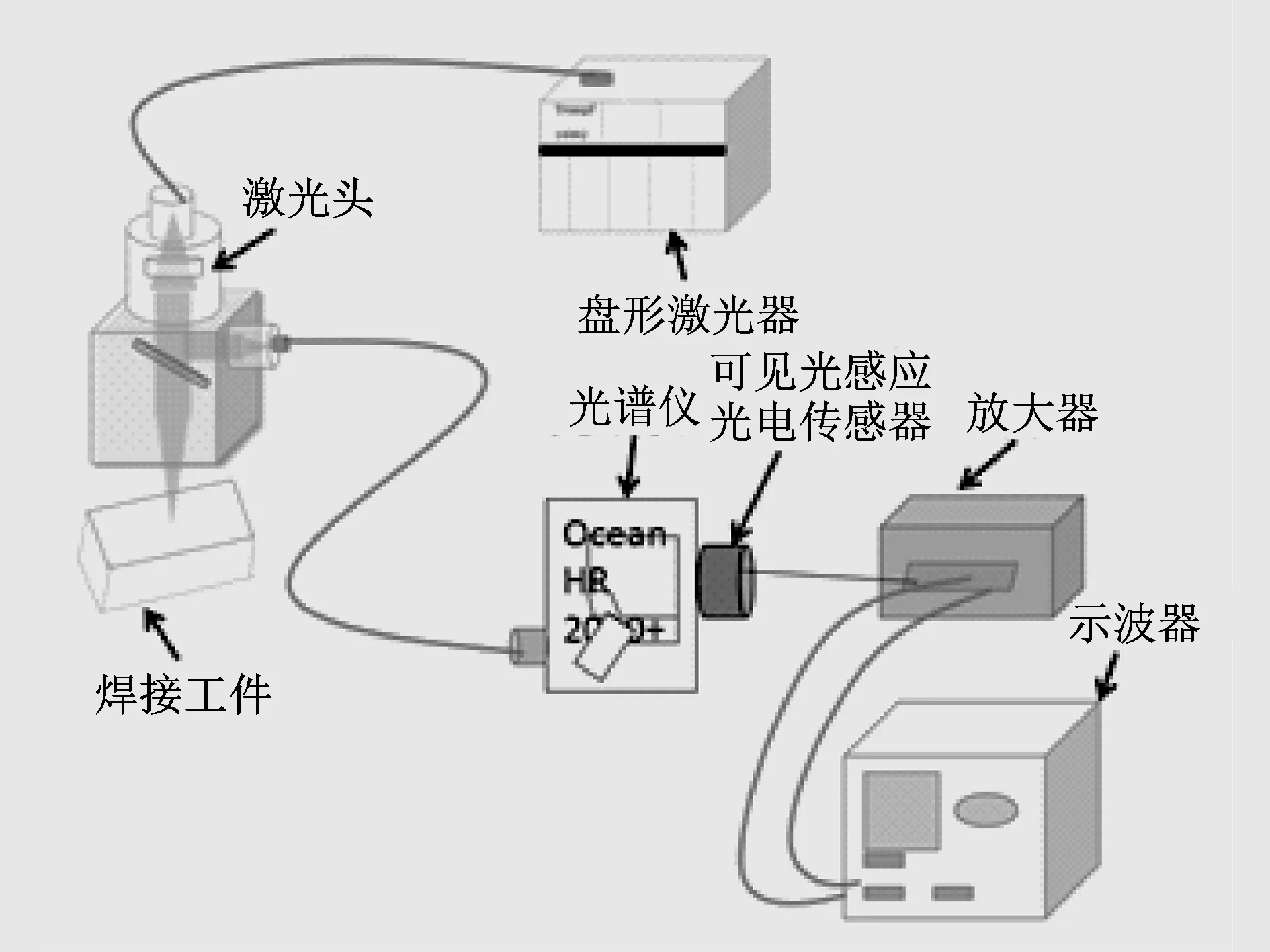
图 2 实验装置Fig.2 Experimental device
2.2 实验系统概述
本实验的焊接装置主要有大功率盘形激光器TruDisk16002、 智能传感摄像机、 焊接工作台(激光头、 保护气)、 光谱仪Ocean HR2000+.
主要实验装置的参数:
TruDisk16002盘形激光器[8]主要参数: 功率为16 kW, 在额定功率输出下, 功率波动范围为前后1%, 波长1 030 mm, 光束质量8 mm-mrad.
Ocean HR 2000+光谱仪[9]主要参数如表 1 所示.
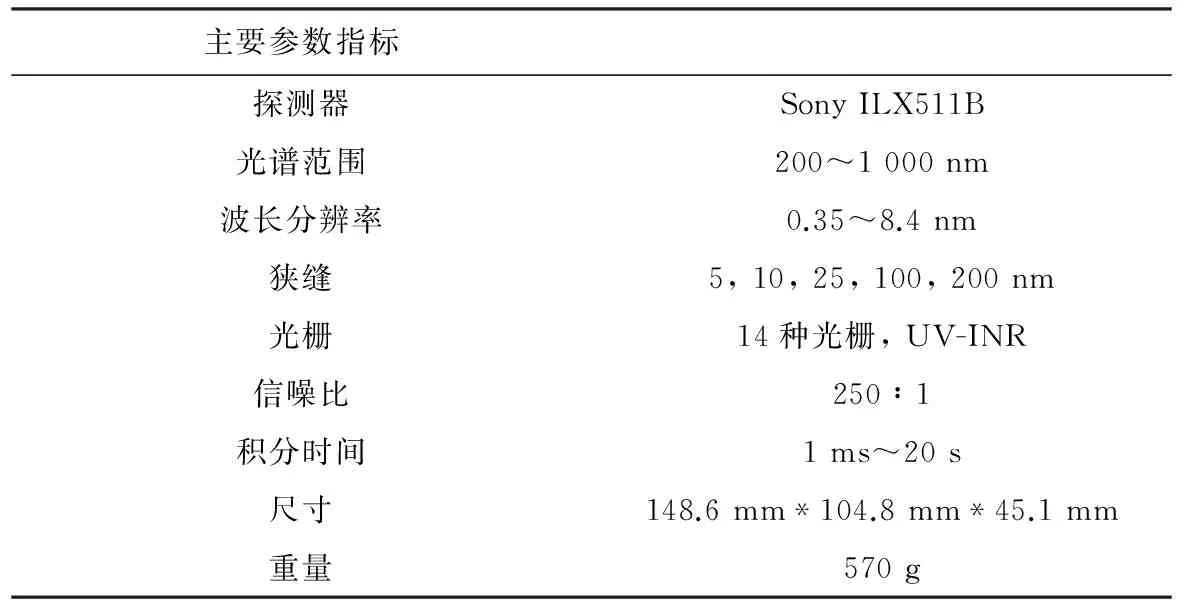
表 1 光谱仪参数表
3 实验数据及分析
本文共进行3次实验, 实验变量为激光入射功率、 离焦量. 使用MATLAB[10]将实验数据进行处理, 根据时间波长强度图, 结合焊接实物图, 分析其中不同光谱区内元素种类和含量与焊接质量的关系. 具体的实验参数如表 2 所示.

表 2 实验参数
3.1 第一次实验及分析
以下为焊接实物图(见图3、图4)、 时间波长强度三维图(见图5)和波长强度图(见图6).
本实验变量: 激光入射功率5 kW、 焊接速度2 m/min、 离焦量0 mm. 分析图 3、 图 4 可得到焊接过程熔池变化较小. 分析图 5 可得到焊接过程激光强度适中且较稳定.

图 3 第1次实验焊接板正面Fig.3 The first test of the welding plate

图 4 第1次实验焊接板背面Fig.4 The first test of the back plate
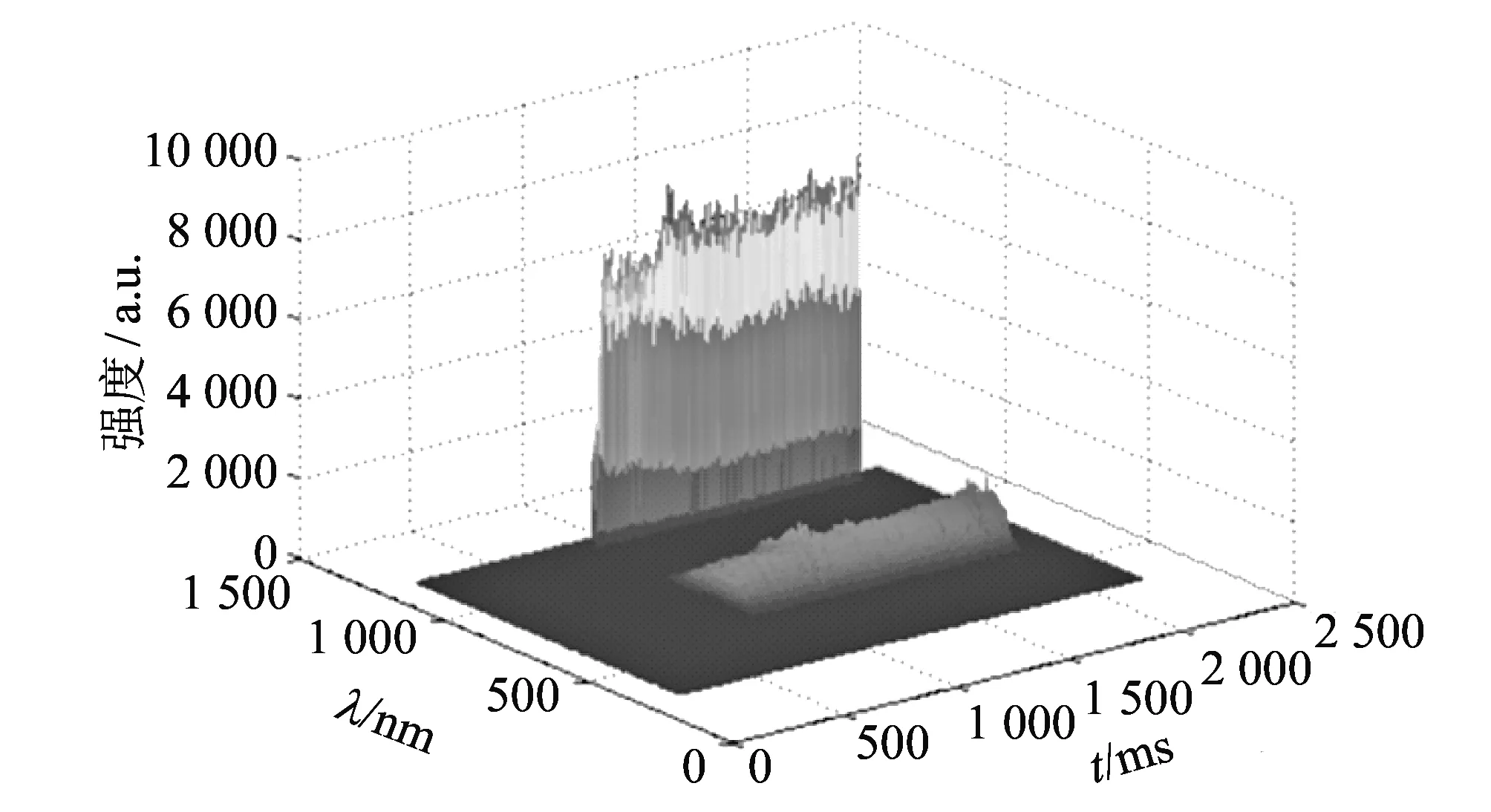
图 5 第1次实验波长强度时间图(a)Fig.5 The time intensity of the first experiment
从时间角度分析, 焊接过程总体比较平稳, 前期熔池保持稳定, 后期出现稍微变化, 有少量体积细小的熔渣飞溅. 观察图6可得在整个焊接过程中, 光辐射强度相对较弱, 但在3个时间点(1 042ms, 1 250 ms, 1 790 ms)存在一定的波动, 此时熔渣飞溅数量增多, 因此可推断熔渣飞溅与强度波动存在一定的相关性. 分析图6可得在700~800 nm波长段的光谱区主要存在Cr, Fe元素, 热辐射强度增大, 说明元素Cr和Fe强度增大与飞溅增多有关; 在800~900 nm波长段光谱区主要存在Cr, Fe和Mn元素(其中Fe最多, 其次是Mn和Cr, 及少量Si), 热辐射强度总体较高且较稳定, 推测Mn元素与飞溅保持稳定有关; 在900~1 000 nm 波长段光谱区主要存在Fe元素, 热辐射强度下降, 推测Fe元素与飞溅减少有关.

图 6 实验1不同时刻光谱辐射强度分布Fig.6 Distribution of spectral radiant intensity at different time
3.2 第二次实验及分析
以下为焊接实物图(见图7, 图8)、 时间波长强度三维图(见图9)和波长强度图(见图10).

图 7 第2次实验焊接板正面Fig.7 The second experimental welding plate

图 8 第2次实验焊接板背面Fig.8 The back plate of the second experiment
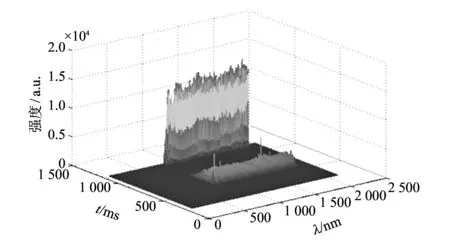
图 9 第2次实验波长强度时间图Fig.9 The intensity time of the second experiment
本实验变量为: 激光入射功率13 kW、 焊接速度2 m/min、 离焦量0 mm. 分析图 7 和图 8 可得焊接过程熔池变化虽较小但频繁, 总体不稳定, 工件表面焊接质量差; 工件背面焊缝前部分有两处明显凹陷, 中后部分没有凹陷, 但有体积较大的熔渣, 表明该段焊缝焊接时功率密度增大, 熔池吸收能量增多, 说明入射功率增大与该实验焊接质量变差存在一定相关性. 分析图10(a), 在时间点741 ms(焊接前部分时间点)工件背面出现第一个凹陷; 分析图10(b)和图10(c)可得在时间点1 392 ms 和1 815 ms(焊接中后部分时间点), 工件背面状态比较平稳; 分析图10(a)~图10(c) 可得在700~800 nm波长段光谱区主要存在Cr, Si, S, Fe元素, 热辐射强度最不稳定, 说明Cr, S, Fe元素与热辐射强度频繁增大有关; 在800~900 nm波长段光谱区元素含量普遍较低, 在900~1 000 nm波长段光谱区主要存在Cr, Fe和S元素, 结合上述工件焊接质量差, 推测Cr, Fe和S元素在900~1 000nm光谱区与焊接质量变差有关; 推测元素种类多但含量少与热辐射整体强度较低有关.
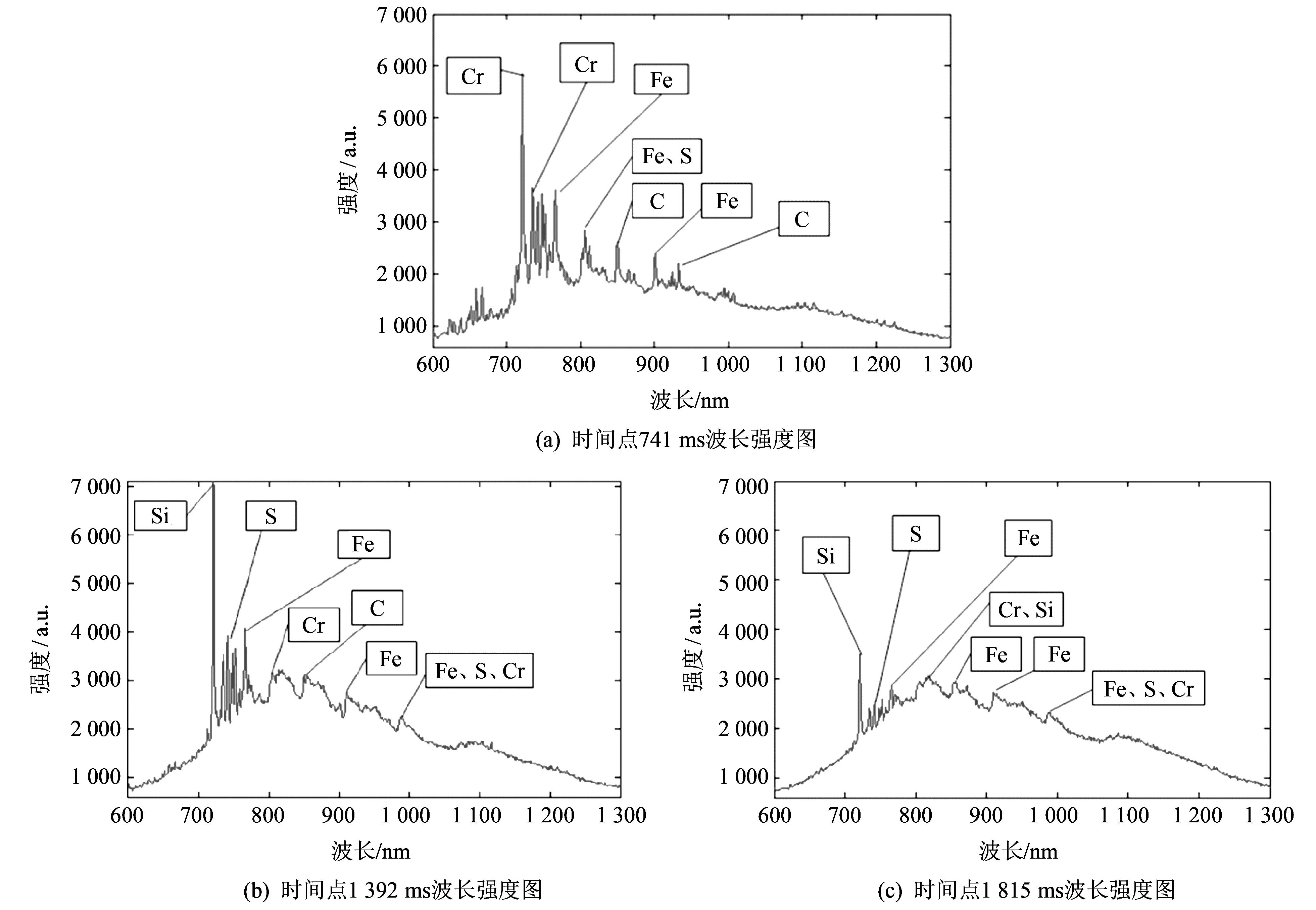
图 10 实验2不同时刻光谱辐射强度分布Fig.10 Distribution of spectral radiant intensity at different time in experiment two
3.3 第三次实验及分析
以下为焊接实物图(见图11,图12)、 时间波长强度三维图(见图13)和波长强度图(见图14).

图 11 第3次实验焊接板正面Fig.11 The third experimental welding plate

图 12 第3次实验焊接板背面Fig.12 The back plate of the third experiment
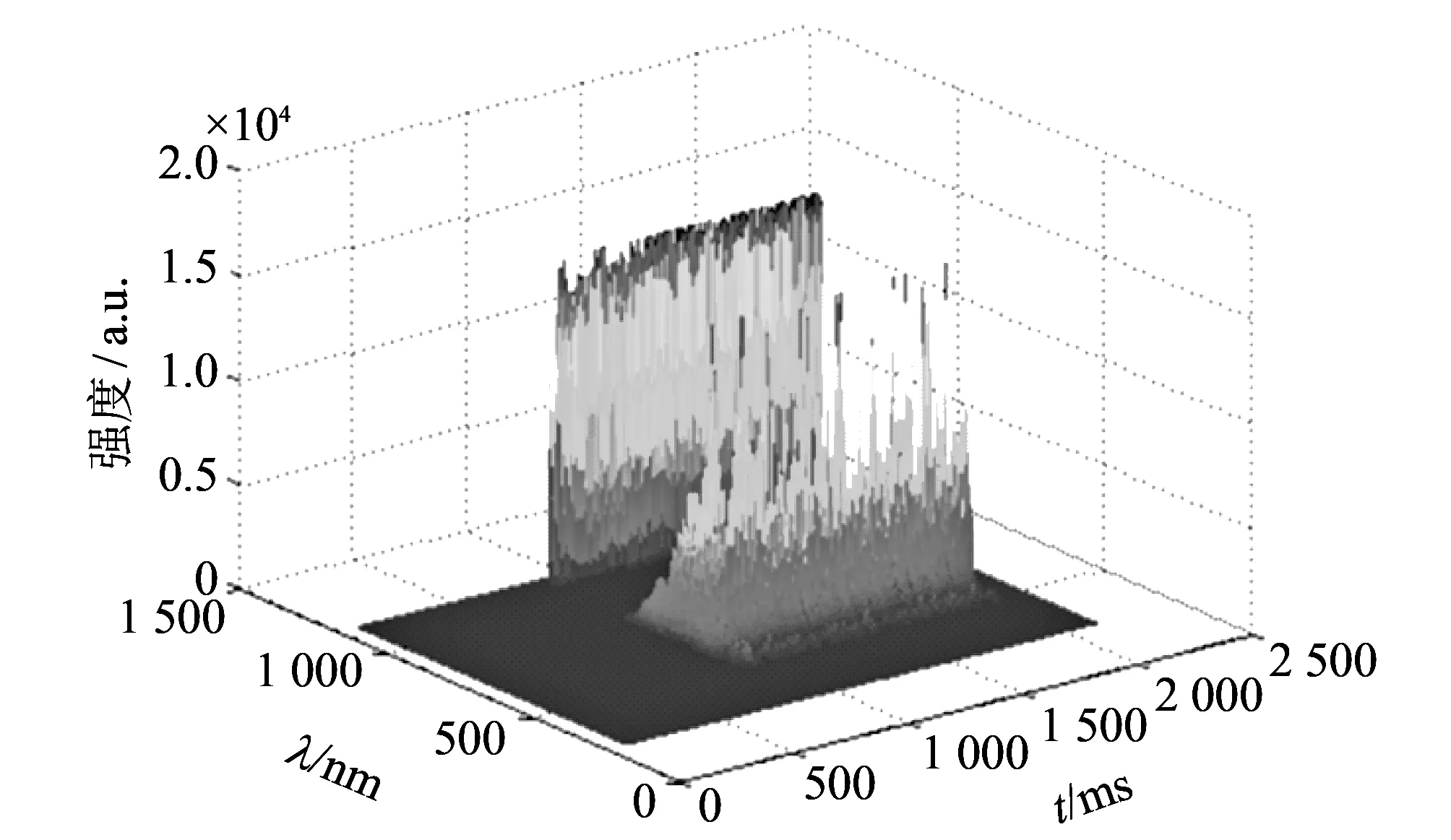
图 13 第3次实验波长强度时间图Fig.13 The intensity time of the third experiment
本实验变量: 激光入射功率15 kW、 焊接速度2 m/min、 离焦量-3 mm. 相比第2次实验, 功率不变, 离焦量变为-3 mm. 观察图 11 和图 12 可得焊接过程熔池变化较大, 但整体稳定, 没有熔渣飞溅, 工件表面焊接质量变好; 工件背面焊缝前部分凹陷而且被完全焊透, 后部分焊缝宽度变小, 背面焊接质量变差. 工件整体质量变差, 表明离焦量下移影响焊接质量. 分析图 14 可得在700~800 nm波长段光谱区中主要存在Cr, S, Fe元素, 元素强度频繁大幅度波动; 在800~900 nm波长段光谱区主要存在Mn, Fe, S, Cr元素, 元素强度较稳定; 在900~1 000nm波长段光谱区主要存在Cr, Fe, Mn, C, S元素, 结合上述工件焊接质量变差, 推测Cr, Fe, Mn, C, S元素在900~1 000 nm光谱区与焊接质量变差有关.
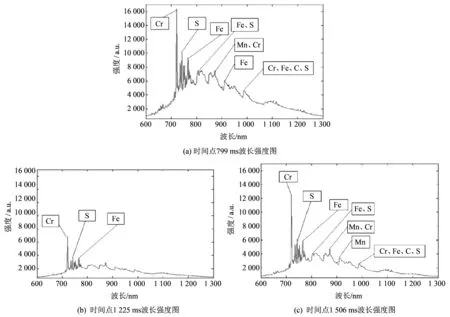
图 14 实验3不同时刻光谱辐射强度分布Fig.14 Distribution of spectral radiant intensity at different time in experiment three
4 结 论
本文根据波长强度图研究各种元素在不同光谱区中的含量与焊接质量的关系. 研究结果表明: 在700~800 nm的光谱区中热辐射强度波动最频繁且波动幅度较大, 基本同时出现Cr, S和Fe元素(偶尔出现Si, Cr元素或出现Cr, Fe元素), 且Cr或Si元素强度最大, 说明Cr和Si元素在700~800 nm光谱区中与热辐射强度频繁波动有关; 结合激光焊接质量变差, 说明Cr和Si元素与降低焊接质量存在一定相关性; 在800~900 nm光谱区中, 热辐射强度较稳定且整体处于较大值, 出现最多Fe和Cr元素, 推测Fe和Cr在800~900 nm光谱区与热辐射强度稳定有关, 结合焊接质量保持稳定, 说明Fe和Cr元素与保持焊接质量存在一定相关性; 在900~1 000 nm光谱区中, 热辐射强度整体降低, Fe含量最多但与S, Cr, C元素差距小, 推测在900~1 000 nm光谱区中Fe与热辐射强度增大有关, S, Cr, C元素与热辐射强度降低有关, 结合实验3焊接质量变差, 说明在900~1 000 nm光谱区中, Fe, Cr, S, C元素与焊接质量变差存在一定相关性.
[1] 王旭友, 王威, 雷振. 激光焊接技术现状[J]. 机械制造文摘-焊接分册, 2010(4): 1-5. Wang Xuyou, Wang Wei, Lei Zhen. Progress in laser welding technology[J]. Jixie Zhizao Wenzhai (Hanjie Fence), 2010(4): 1-5.(in Chinese)
[2] 游德勇, 高向东. 激光焊接技术的研究现状与展望[J]. 焊接技术, 2008, 37(4): 5-9. You Deyong, GaoXiangdong. Studies and prospects of laser welding technology[J]. Welding Technology, 2008, 37(4): 5-9. (in Chinese)
[3] 王家淳. 激光焊接技术的发展与展望[J]. 激光技术, 2001, 25(1): 48-54. Wang Jiachun. Development and expectation of laser welding technology[J]. Laser Technology, 2001, 25(1): 48-54.(in Chinese)
[4] 霍厚志. 激光深熔焊过程仿真技术研究[D]. 太原: 太原科技大学, 2012.
[5] 高世一, 吴瑞珉, 陈卫东, 等. 激光焊接过程监测及焊缝质量检测技术研究现状[J]. 世界钢铁, 2010, 10(3): 55-58+67. Gao Shiyi, Wu Ruimin, Chen Weidong, et al. Development status of laser welding process monitor and seam quality detection[J]. World Iron & Steel, 2010,10(3): 55-58+67.(in Chinese)
[6] Li Zhiyong, Wang Wei, Wang Xuyou, et al. A study of the radiation of a Nd: YAG laser-MIG hybrid plasma[J]. Optics & Laser Technology, 2010, 42: 132-140.
[7] 王春明, 胡伦骥, 胡席远. 激光焊接质量实时检测技术的研究现状[J], 电焊机, 2005, 35(7): 18-22. Wang Chunming, Hu Lunji, Hu Xiyuan. Research of real-time monitoring technology on laser welding quality[J], Electric Welding Machine, 2005, 35(7): 18-22.(in Chinese)
[8] 刘英英. 大功率盘形激光焊多传感器信息融合方法研究[D]. 广州: 广东工业大学, 2014.
[9] 张晓萍, 陈金忠, 郭庆林, 等. 激光等离子体光谱分析技术的发展现状[J]. 光谱学与光谱分析, 2008, 28(3): 656-662. Zhang Xiaoping, Chen Jinzhong, Guo Qinglin. The current development of laser-induced plasma spectral analysis technique[J]. Spectroscopy and Spectral Analysis, 2008, 28(3): 656-662. (in Chinese)
[10] 吴晓光, 徐精彩, 李树刚, 等. 基于MATLAB实验数据的几种处理方法[J]. 自动化技术与应用, 2005, 24(1): 25-27. Wu Xiaoguang, Xu Jingcai, Li Shugang. Matlab-based processing methods of experimental data[J]. Techniques of Automation and Application and Applications, 2005, 24(1): 25-27.(in Chinese)
RelationshipBetweenElementSpectrumInformationandWeldQualityinLaserWeldingProcess
JIANG Wuzhi1, FAN Jiawei2, LIANG Zipeng2, HE Guiteng1
(1. School Of Information Engineering, Zhongshan Polytechnic, Zhongshan 528404, China; 2. School of Electromechanical Engineering, Guangdong University of Technology, Guangzhou 510000, China)
1671-7449(2017)05-0448-07
TG409;TP274+.2
A
10.3969/j.issn.1671-7449.2017.05.014
2017-01-20
中山市科技局公益基金资助项目(2015SYF0202); 广东省自然科学基金资助项目(2016A030310347); 广州市科技计划资助项目(201707010197)
江武志(1984-), 男, 讲师, 硕士, 主要从事信号与信息处理、 物联网技术应用、 检测与控制技术、 单片机及嵌入等研究.
猜你喜欢
农业工程学报(2022年1期)2022-03-25
水上消防(2020年5期)2020-12-14
中国人民警察大学学报(2017年2期)2017-04-08
中国照明(2016年4期)2016-05-17
焊接(2016年10期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
中国当代医药(2015年26期)2015-03-01
物理实验(2015年9期)2015-02-28
地震研究(2014年3期)2014-02-27