
木屑炭水蒸气气化制备合成气
2017-10-24 05:13孙云娟宁思云
生物质化学工程 2017年5期
贾 爽, 应 浩, 孙云娟, 孙 宁, 徐 卫, 许 玉, 宁思云
(中国林业科学研究院 林产化学工业研究所;生物质化学利用国家工程实验室;国家林业局 林产化学工程重点开放性实验室;江苏省 生物质能源与材料重点实验室, 江苏 南京 210042)
·研究报告——生物质能源·
木屑炭水蒸气气化制备合成气
贾 爽, 应 浩*, 孙云娟, 孙 宁, 徐 卫, 许 玉, 宁思云
(中国林业科学研究院 林产化学工业研究所;生物质化学利用国家工程实验室;国家林业局 林产化学工程重点开放性实验室;江苏省 生物质能源与材料重点实验室, 江苏 南京 210042)
以木屑炭为原料,在上吸式固定床气化炉中进行水蒸气气化制备合成气,考察了温度和水蒸气流量对木屑炭水蒸气气化的产物分布、炭转化率、产气率、组成含量和H2/CO值的影响。结果表明:升高温度有助于木屑炭气化,炭转化率和产气率分别在950 ℃下达到最大值99.2 %和4.16 L/g,但温度升高会导致H2从65.8 %降至61.2 %,同时H2/CO也呈下降趋势,从10.3降至3.35;水蒸气流量的增加可提升H2,从59.8 %升至62 %,但流量升至0.6 g/min时气化结果趋于稳定。水蒸气气化的最佳操作条件为900 ℃,水蒸气流量0.6 g/min,此条件下炭转化率、产气率和热值分别达到93.3 %、4.06 L/g和9.04 MJ/m3,H2/CO值为4.11,适合于合成甲烷。
木屑炭;气化;合成气;炭转化率;H2/CO
天然气是一种洁净环保的优质能源,但我国的能源特点是少油、贫气、多煤,利用丰富的煤资源制备合成天然气,能够提高能量利用率,并且是解决我国天然气缺乏的重要途径[1-3]。然而,煤作为不可再生的化石资源终将枯竭,而煤制备合成天然气的过程会加大煤耗和温室气体排放[4-5]。因此,利用清洁的可再生生物质资源制备合成天然气备受青昧,它不仅能实现CO2零排放,还能减轻温室效应的影响,并且我国有着丰富的农林生物质资源[6]。生物质热化学转化制备合成天然气的过程主要包括[7]:气化、调整与净化、甲烷化、气态燃料的品质提升。其中气化和甲烷化为核心技术,气化过程主要转化为含H2、CO2、CO、CH4等气体的粗合成气,合成气中H2/CO比值可通过水气转换反应调整,甲烷化反应需要H2/CO比值达到3以上。而生物质气化过程往往伴随着大量焦油、硫化物、氮化物等杂质的产生,焦油的存在还会降低燃气利用率,堵塞管路,增大运行和维护困难[8-9],并且会造成甲烷化催化剂中毒失活[10]。尽管有很多的研究通过加入催化剂促进焦油裂解[11-12],但焦油并不能完全除去,未裂解的焦油和硫化物等杂质则需增添燃气净化装置。此外,在高温气化过程中,催化剂的活性和稳定性会因积炭和烧结而降低。因此,为避免各类杂质对研究结果的影响,本研究选取木屑炭作为气化原料,选用木屑炭有以下好处:1)木屑炭中挥发分含量低,气化产物没有焦油、硫化物、氮化物等污染物质[13-14]; 2)合成气甲烷化过程前不需要过多的净化装置,大大缩减了操作成本,简化了工艺流程; 3)通常固体炭主要用于制备活性炭、燃烧产热、回收金属离子及生产砌砖等,水蒸气气化制备合成气拓宽了固体炭的应用范围[15]。本研究围绕上吸式固定床木屑炭水蒸气气化制备合成气,探讨了温度和水蒸气流量对合成气的影响,以期得到木屑炭气化率高且H2/CO比例又能满足下一步甲烷化要求的最佳工艺条件。
1 实 验
1.1材料
木屑炭,江苏溧阳某流化床气化松木屑后所得,经105 ℃烘干后,粉碎、筛分,取粒径小于0.56 mm的部分备用。对原料进行工业分析和元素分析,工业分析参照国家标准GB/T 17664—1999,元素分析采用德国Elemental Vario MICRO仪器进行分析。元素分析结果为:C 87.12 %、H 1.05 %、O 11.58 %、N 0.24 %。工业分析结果为:挥发分 9.66 %、灰分6.24 %、固定碳84.1 %(干燥基)。
1.2实验装置
采用上吸式固定床气化管式炉,实验装置如图1。

1.氮气瓶nitrogen rylinder; 2.流量计rotameter; 3.水箱water container; 4.恒流蠕动泵peristaltic pump; 5.水蒸气发生器steam generator; 6.石英篮quartz basket; 7.管式炉tubular furnace; 8.冷凝管condensing tube; 9.气袋gas bag; 10.气相色谱gas chromatography; 11.湿式流量计wet-type gas flowmeter; 12.冷水浴ice bath; 13.过滤器filter; 14.集水瓶water collection bottle
图1木屑炭水蒸气气化装置
Fig.1Theexperimentalsetupforsteamgasificationofsawdust-char
实验装置主要分为4个部分:水蒸气发生器、气化管式炉、产品气冷凝干燥、产品收集和分析。水蒸气主要由恒流蠕动泵注入加热器中气化,水蒸气流量可由恒流泵读出;管式炉由南京博蕴通仪器科技有限公司生产,温度控制范围为0~1 200 ℃,中间由长840 mm,内径55 mm的石英管组成,其中加热区长400 mm,加热区中部有热电偶,炉温可通过程序升温从室温升至设定温度;冷凝干燥装置包括球型冷凝管、集水瓶和盛有干燥剂的U型管,干燥剂使用变色硅胶粒;最后通过气袋收集合成气,气体产量由湿式气体流量计计量,气体成分通过岛津GC-2014气相色谱仪分析,检测器包括热岛(TCD)检测器和氢火焰(FID)检测器,采用标准气对照法对气体组分和含量进行分析。
1.3实验方法
1.3.1木屑炭水蒸气气化反应原理 木屑炭水蒸气气化主要反应见表1[16-17],反应分为两步:首先木屑炭热解并伴随着炭和水蒸气反应生成CO和H2;其次发生水气转换反应(R3)、甲烷重整反应(R7)、二氧化碳还原反应(R5)。其中R2、R5和R7属于吸热反应,伴随温度的升高会促进反应向右进行。
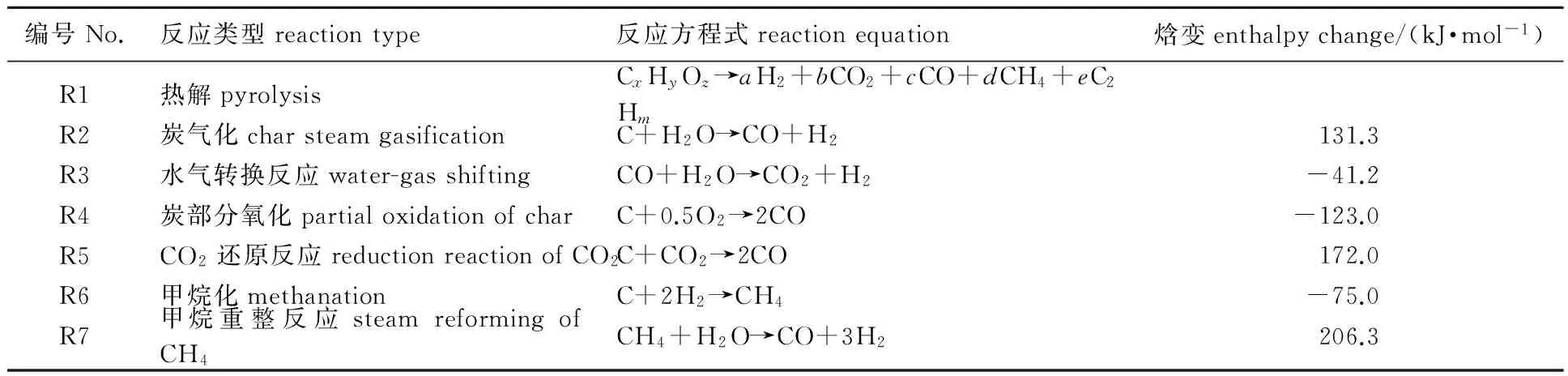
表1 木屑炭水蒸气气化主要化学反应
1.3.2实验操作 将管式炉程序升温至指定温度并用氮气吹扫管路,做气化反应保护气。再关闭氮源,打开水蒸气发生器,使管路中水蒸气流量稳定。达到反应温度后将盛有2 g木屑炭的石英篮放入石英管,反应时间60 min,反应结束后用1 L/min氮气吹扫3 min,取出石英篮于炉口冷却15 min,再置于空气中冷却至室温,称剩余固体质量,产生气体通入冷凝系统,冷凝收集、分析。
1.4分析方法
合成气成分由GC-2014气相色谱仪得出,并可由此计算H2/CO比值,产气率计算见式(1):
φ=L/m
(1)
式中:φ——产气率,%;L—气体产量,L;m—原料质量,g。
炭转化率[18]计算见式(2):
(2)
式中:y——炭转化率,%;m—原料质量,g;m0—剩余固体质量,g;A—灰分质量分数,%。
合成气热值计算见式(3):
QLHV=(xCO×126.36+xH2×107.98+xCH4×358.18)/1 000
(3)
式中:QLHV—合成气低位热值,MJ/m3;xCO、xH2、xCH4—CO、H2、CH4的体积分数, %。
2 结果和讨论
2.1工艺条件对气化结果的影响
2.1.1温度 木屑炭水蒸气气化的主要反应为吸热反应,因此温度是主要影响因素。实验在上吸式固定床中进行,反应时间60 min,水蒸气流量0.6 g/min时,考察了不同温度对气化过程的影响,结果如图2所示。图2(a)为不同温度下产物分布图,从中可明显看出温度对木屑炭水蒸气气化有很大促进作用,温度的持续升高加快了木屑炭气化,固体产率下降,从61 %下降到7 %,气体产率上升,从39 %升至93 %,而原料中灰分为6.24 %,950 ℃下木屑炭已接近完全气化。同时,随着温度升高炭转化率和产气率都有明显的提升。由图2(a)和(b)可知,750 ℃时炭转化率仅为41.6 %,而产气率也仅为1.73 L/g;当温度升至950 ℃时,炭转化率达到99.2 %,近乎完全气化,产气率也升至4.16 L/g,较750 ℃时提升了1倍多。相比于木屑水蒸气气化,木屑炭气化能得到较高的产气率。Franco等[19]通过流化床研究了生物质水蒸气气化,炭转化率能达到70 %左右,但产气率仅1.6 L/g,而本实验炭转化率达到70 %时,产气率能到3 L/g左右,远远大于生物质气化产气率。相似的结果在吕鹏梅等研究中也能得到[20]。
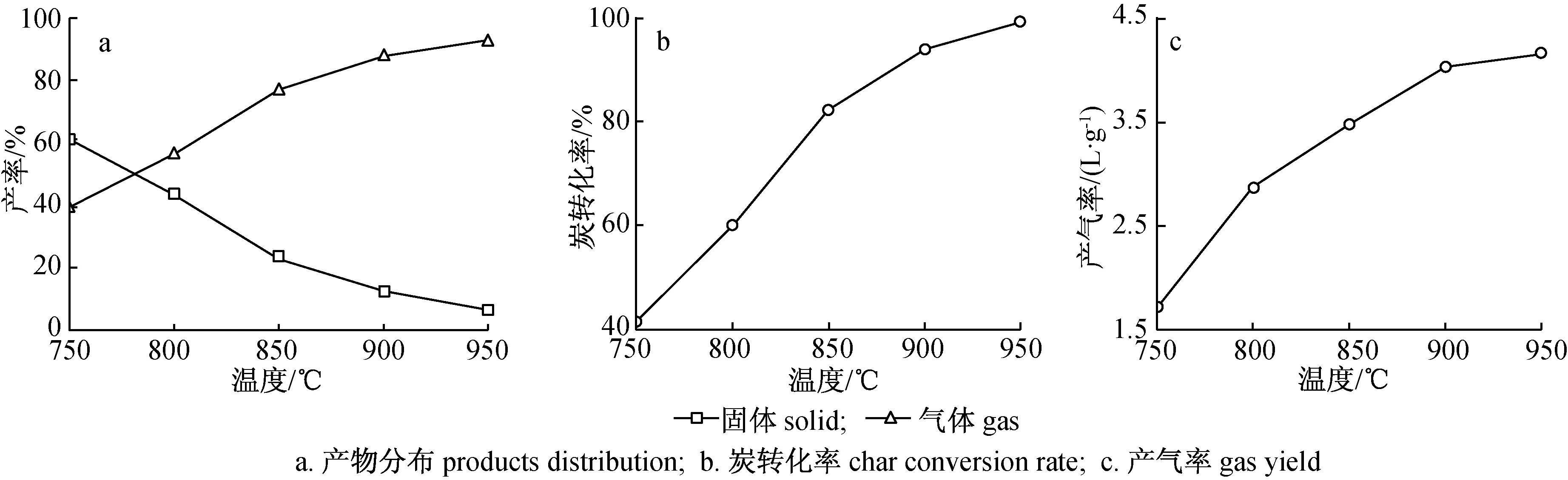
图2 不同温度下的气化结果
2.1.2水蒸气流量 水蒸气是氢的主要来源,因此也是木屑炭气化的关键影响因素。实验中水蒸气流量在0.2~1 g/min范围内,反应温度900 ℃、反应时间60 min时,不同水蒸气流量下木屑炭的气化结果见图3。从图可明显看出,水蒸气的加入对木屑炭的气化有一定促进作用,固体产率从33 %降至10.5 %,相应的气体产率从67 %提升至89.5 %,炭转化率和产气率也分别从71.5 %和2.76 L/g增加至95.5 %和4.37 L/g。而水蒸气从0.6 g/min提升至1 g/min时,气化结果提升不明显。因此,从转化率和用水量考虑,水蒸气流量以0.6 g/min最合适。

图3 不同水蒸气流量下的气化结果
2.2工艺条件对H2/CO的影响
木屑炭水蒸气气化产气率高,气体组分固定为H2、CO、CO2、CH4,无二烃、焦油产生,是理想的制备甲烷化合成气的原料,而合成气的H2/CO值对甲烷化至关重要。
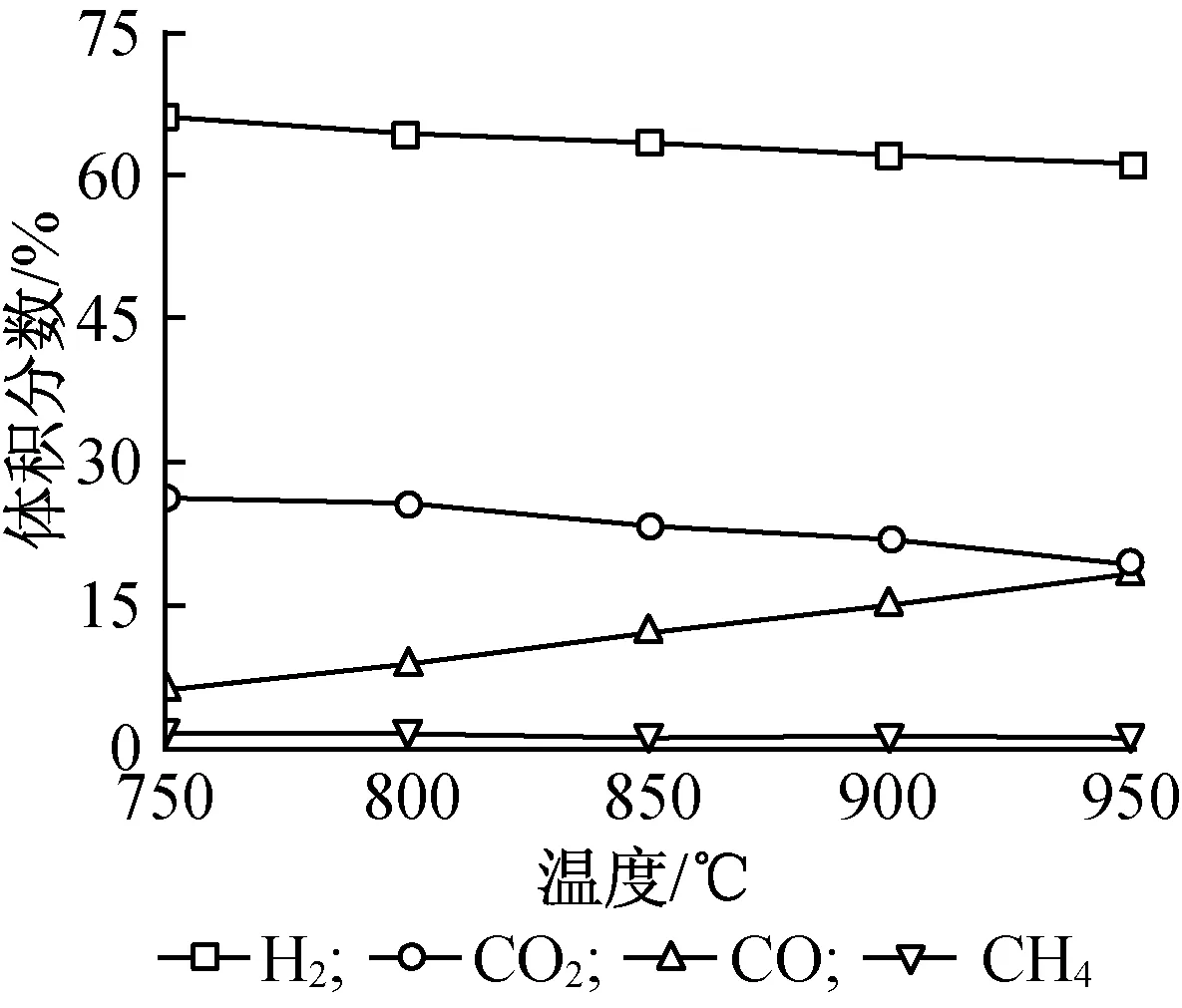
图4 温度对气体成分的影响(除氮基)Fig. 4 Effect of temperature on gas composition(N2 free)
2.2.1温度 木屑炭作为低挥发分原料,产品中可凝气体组分接近零,因此气体产物量会大幅度提升,且气体成分变化趋势也不同于生物质气化结果。由图4可见,随着温度升高H2和CO2体积分数呈下降趋势,但H2降幅较小;CO体积分数随温度升高有较大的提升,从6.83 %增至19.4 %;CH4体积分数基本保持稳定。而生物质水蒸气气化研究结果显示,H2含量随温度升高呈上升趋势[21-23]。导致这种差异的主要原因在于木屑炭气化过程主反应为炭气化(R2),炭气化产生CO和H2,再发生水气转化反应(R3)和CO2还原反应(R5)。低温下主要反应为R2和R3,随着温度升高,对吸热反应R5促进作用明显。相比于生物质气化过程,选木屑炭做原料能为R5反应提供丰富的炭,且R5反应为体积增大反应,因此升高温度CO增量明显,H2含量呈现小幅下降。尽管H2含量降低,但产量并没有减少,表2为不同温度下气体产量和热值。从表中可看出,升高温度H2产量持续增加,因为温度升高R2反应程度加深,产生更多H2和CO,增加的CO再通过R3反应产生H2和CO2。而R5反应随温度加快更显著,反应消耗1体积CO2,产生2体积CO,因此CO2产量增加不明显,CO产量能大幅度增加。特别是当温度升至950 ℃时,CO2消耗量更大,产量呈下降趋势,从38.87 mmol/g降至36.03 mmol/g,同时CO增加量为CO2消耗量2倍,从27.03 mmol/g增至33.84 mmol/g。合成气热值能达到8.5~9.5 MJ/m3,且随着温度升高呈增加趋势。
不同温度和水蒸气下H2/CO比例也见表2。源于CO产量随温度增幅明显,因此H2/CO比例呈下降趋势,750 ℃时可达10.3,950 ℃最低为3.55。理论上H2/CO比例越高越有利于气体甲烷化,但低温(750 ℃)产气率低,假设甲烷化过程CO转化率为100 %,甲烷理论产量才4.92 mmol/g。因此,综合炭转化率、产气率和H2/CO值的结果,900和950 ℃均满足条件,但从能耗角度考虑,900 ℃更为适合,此温度下炭转化率能达到93.39 %,炭利用率高,产气率能达到4.04 L/g,并且H2/CO值为4.11,满足甲烷化要求。
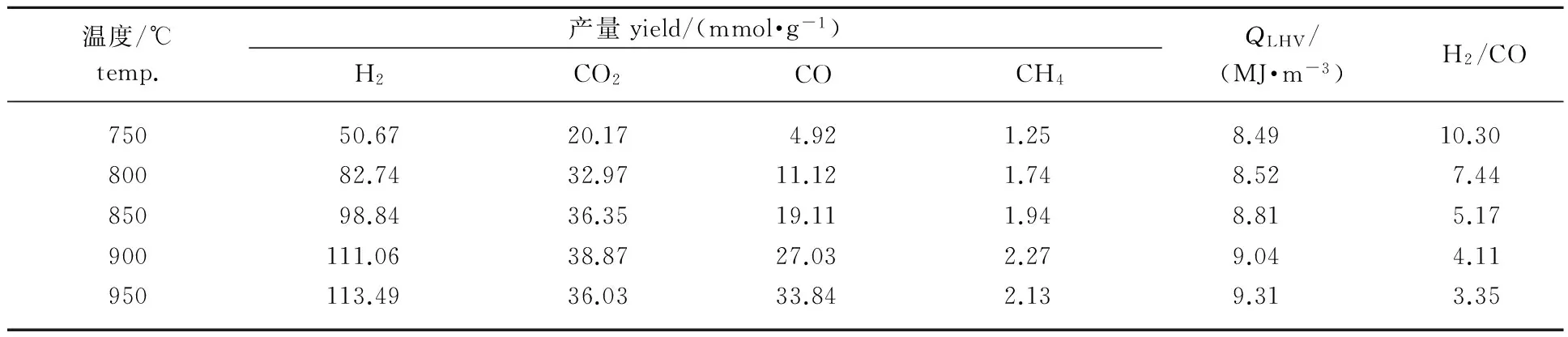
表2 不同温度下气体产量和热值
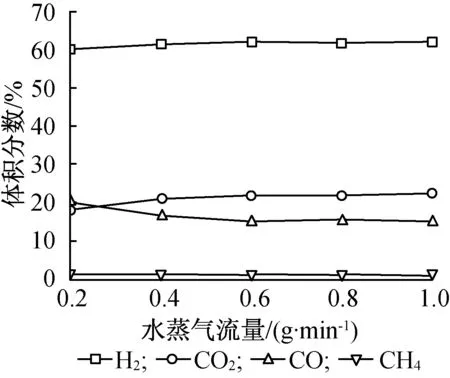
图5 水蒸气流量对气体成分的影响(除氮基)Fig. 5 Effect of steam flow rate on gas composition(N2 free)
2.2.2水蒸气流量 水蒸气的加入能促进R2和R3反应,因此,H2的含量会随水蒸气加入量的增加而增加。图5为不同水蒸气流量下气体成分变化情况。从图中可以看出水蒸气流量由0.2 g/min增加至1 g/min时,H2从59.8 %提升至61.9 %。而气体成分的变化并不随水蒸气的增加呈同一个趋势变化,当水蒸气的加入量到达一定值后,气体成分趋于稳定。图中,当水蒸气的量到达0.6 g/min时,气体组成基本不变。
相同的变化趋势从气体产量也可以得出,表3为不同水蒸气流量下气体产量。水蒸气流量由0.2 g/min增加至1 g/min时,H2产量可从73.53 mmol/g升高至113.25 mmol/g。但当水蒸气流量提高至0.6 g/min时,各气体的产量基本保持不变。
水蒸气流量对H2/CO影响不同于温度,水蒸气的加入能促进H2含量的增加,所以,H2/CO的值随蒸气量增加而增加,从2.95增至4.15。从前面分析可知水蒸气的过多加入对气化结果影响不大,因此,水蒸气的适合加入量为0.4和0.6 g/min,但0.6 g/min时炭转化率更高,H2/CO值可达到4.11。
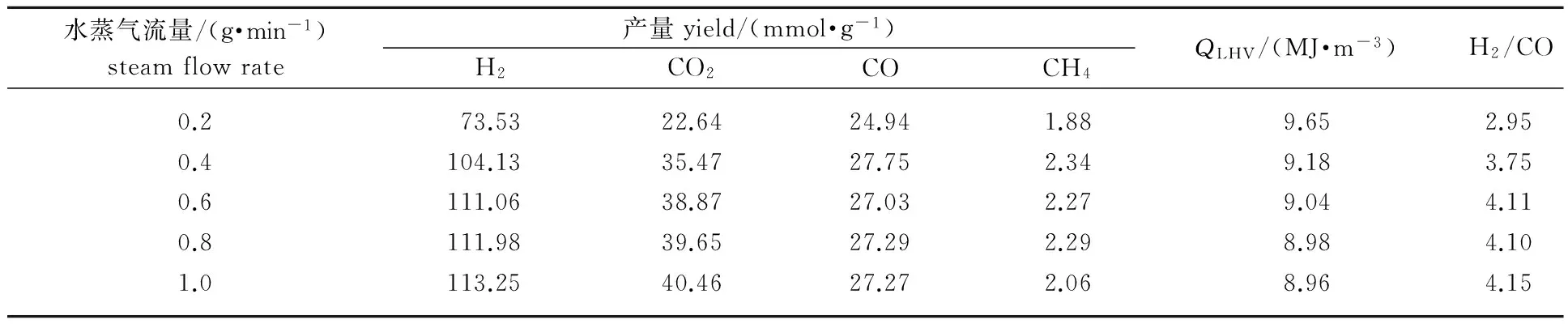
表3 不同水蒸气流量下气体产量和热值
3 结 论
3.1反应温度是气化过程的主要影响因素,温度的提升能有效促进木屑炭的气化,在950 ℃时能达到99.2 %炭转化率,产气率为4.16 L/g,远远大于木屑做原料时的产气率,但温度过高增加能耗,因此,900 ℃更适合。
3.2水蒸气的加入对H2的含量起促进作用,但在0.6 g/min时,炭转化率和H2含量达到稳定值,在此基础上增加水蒸气流量促进作用不明显。因此,900 ℃、水蒸气流量0.6 g/min为制备可用于甲烷化的合成气理想条件,此时炭转化率为93.3 %,产气率为4.04 L/g,H2/CO可达到4.11。
3.3实验结果表明,木屑炭气化所得合成气是合成甲烷的理想原料。
[1]KOPYSCINSKI J,SCHILDHAUER T J,BIOLLAZ S M A. Production of synthetic natural gas(SNG) from coal and dry biomass: A technology review from 1950 to 2009[J]. Fuel,2010,89(8):1763>-1783.
[2]李茂华,杨博,鹿毅,等. 煤制天然气甲烷化催化剂及机理的研究进展[J]. 工业催化,2014,22(1):10>-24.
[3]蔺华林,李克健,赵利军. 煤制合成天然气现状及发展[J]. 上海化工,2012,35(9):25>-28.
[4]DING Y,HAN W,CHAI Q,et al. Coal-based synthetic natural gas(SNG):A solution to China’s energy security and CO2reduction?[J]. Energy Policy,2013(55):445>-453.
[5]LI H,YANG S,ZHANG J,et al. Coal-based synthetic natural gas(SNG) for municipal heating in China: Analysis of haze pollutants and greenhouse gases(GHGs) emissions[J]. Journal of Cleaner Production,2016,112(2):1350>-1359.
[6]杨伯伦,李星星,伊春梅,等. 合成天然气技术进展[J]. 化工进展,2011,30(1):110>-116.
[7]武宏香,赵增立,王小波,等. 生物质气化制备合成天然气技术的研究进展[J]. 化工进展,2013,32(1):83>-90.
[8]CHIANG K Y,LU C H,LIN M H,et al. Reducing tar yield in gasification of paper-reject sludge by using a hot-gas cleaning system[J]. Energy,2013(50):47>-53.
[9]HERNANDEZ J J,BALLESTEROS R,ARANDA G. Characterisation of tars from biomass gasification: Effect of the operating conditions[J]. Energy,2013(50):333>-342.
[10]封志伟,周帅林. 煤制天然气甲烷化催化剂及机理的研究进展[J]. 中国化工贸易,2015(8):15>-17.
[11]WAHEED Q M K,WU C,WILLIAMS P T. Hydrogen production from high temperature steam catalytic gasification of bio-char[J]. Journal of the Energy Institute,2016,89(2):222>-230.
[12]AZHARUDDIN M,TSUDA H,WU S,et al. Catalytic decomposition of biomass tars with iron oxide catalysts[J]. Fuel,2008,87(45):451>- 459.
[13]JIA S,YING H,SUN Y J,et al. Co-processing methanol and ethanol in bio-char steam gasification for hydrogen-rich gas production[J]. International Journal of Hydrogen Energy,2017,42(30):18844>-18852.
[14]王燕杰,应浩,余维金,等. 温度和催化剂等对木屑炭二氧化碳气化的影响[J]. 生物质化学工程,2014,48(3):11>-18.
[15]涂军令. 木屑木屑炭高温水蒸气气化制备合成气研究[D]. 南京:中国林业科学研究院林产化学工业研究所硕士学位论文,2012.
[16]CHEN Z H,LAI D G,BAI L Q,et al. Methane-rich syngas production in an integrated fluidized bed by coupling pyrolysis and gasification of low-rank coal[J]. Fuel Processing Technology,2015,140:88>-95.
[17]DUMAN G,UDDIN M A,YANIK J. Hydrogen production from algal biomass via steam gasification[J]. Bioresource Technology,2014(166):24>-30.
[18]ZHAI M,ZHANG Y,DONG P,et al. Characteristics of rice husk char gasification with steam[J]. Fuel,2015,158:42>-49.
[19]FRANCO C,PINTO F,GULYURTLU I,et al. The study of reactions influencing the biomass steam gasification process[J]. Fuel,2003,82(7):835>-842.
[20]吕鹏梅,袁振宏,吴创之,等. 生物质下吸式气化炉气化制备富氢燃气实验研究[J]. 化学工程,2007,35(5):59>-62.
[21]LUO S,ZHOU Y,YI C. Syngas production by catalytic steam gasification of municipal solid waste in fixed-bed reactor[J]. Energy,2012,44(1):391>-395.
[22]WANG J,CHENG G,YOU Y,et al. Hydrogen-rich gas production by steam gasification of municipal solid waste(MSW) using NiO supported on modified dolomite[J]. International Journal of Hydrogen Energy,2012,37(8):6503>-6510.
[23]SMOLINSKI A,STANCZYK K,HOWANIEC N. Steam gasification of selected energy crops in a fixed bed reactor[J]. Renewable Energy,2010,35(2):397>-404.
Steam Gasification of Sawdust-char for Syngas
JIA Shuang, YING Hao, SUN Yunjuan, SUN Ning, XU Wei, XU Yu, NING Siyun
Steam gasification of sawdust-char was studied in updraft fixed bed reactor to prepare syngas. The effects of temperature and steam flow rate on products distribution, char conversion rate, gas yield, gas composition and the ratio of H2/CO were investigated. The results showed that temperature had a positive effect on sawdust-char steam gasification, the maximum char conversion rate and gas yield of 99.2 % and 4.16 L/g were obtained at 950 ℃. However, the increase of temperature would cause the decrease of H2concentration from 65.8 % to 61.2 %. In the meantime, the ratio of H2/CO decreased from 10.3 to 3.35. Increasing steam flow rate could improve H2concentration from 59.8 % to 62 %, but there was no change in gasification consequences with the steam flow rate higher than 0.6 g/min. In addition, the temperature of 900 ℃and the steam flow rate of 0.6 g/min were the optimum operating conditions, and the char conversion rate of 93.3 % and gas yield of 4.06 L/g could be obtained. Furthermore, the ratio of H2/CO could arrive to 4.11, meeting the requirement of methanation.
sawdust-char;gasification;syngas;carbon conversion rate;H2/CO
TQ35;TK6
A
1673-5854(2017)05-0023-06
(Institute of Chemical Industry of Forest Products,CAF;National Engineering Lab.for Biomass Chemical Utilization;Key and Open Lab.of Forest Chemical Engineering,SFA;Key Lab.of Biomass Energy and Material,Jiangsu Province, Nanjing 210042, China)
10.3969/j.issn.1673-5854.2017.05.004
2016- 07- 20
林业科学技术推广项目([2015]31);“十二五”国家科技支撑计划资助(2015BAD15B06);江苏省生物质能源与材料重点实验室项目(JSBEM-201606)
贾 爽(1992— ),男,四川资阳人,硕士生,研究方向:生物质热化学转化技术
*通讯作者:应 浩(1963— ),男,研究员,硕士生导师,研究领域:生物质能转化技术开发与工业应用;E-mail:hy2478@163.com。
猜你喜欢
科学大众(2022年23期)2023-01-30
分子催化(2022年1期)2022-11-02
飞天(2020年4期)2020-04-17
中国特种设备安全(2019年5期)2019-07-16
红蜻蜓·低年级(2017年10期)2017-11-21
东北电力大学学报(2015年4期)2015-11-13
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
新型炭材料(2015年2期)2015-01-01
化工生产与技术(2014年4期)2014-02-27
智慧与创想(2013年2期)2013-03-25
