AC/DC电源线自动绕扎系统的设计与实现①
2017-11-01 07:17毛行标
化工自动化及仪表 2017年6期
毛行标
(顺德职业技术学院电子与信息工程学院)
AC/DC电源线自动绕扎系统的设计与实现①
毛行标
(顺德职业技术学院电子与信息工程学院)
针对原AC/DC电源线绕扎设备存在的问题,设计了一个AC/DC电源线自动绕扎系统。介绍系统的工艺流程与结构组成,给出系统的硬件电路设计和软件程序流程。该系统在实际生产环节中可代替4~5人的人工操作岗位,使AC/DC电源线的生产效率提高5~7倍。
自动绕扎系统 AC/DC电源线 硬件电路 程序流程
目前,大部分AC/DC电源线的绕扎加工还停留在手工加工阶段,即由人工将AC/DC电源线旋绕好之后,再用扎带扭紧,这种方式存在生产效率低且产品合格率不高等缺陷,因此一直制约着AC/DC电源线绕扎技术的发展。近年来,随着社会的发展,出现了用工紧缺且成本不断上升的现象,这就使得开发一种性能好、生产效率高的AC/DC电源线自动绕扎设备显得尤为迫切。经过初步的市场调查,目前有少量的非标设备厂商开始开发一些自动绕线机,但是仅限于半自动化产品,存在操作故障率高、定位精度低等问题,导致产品合格率极低。为此,笔者设计了一套代替手工操作的AC/DC电源线自动绕扎系统。该系统以PLC[1,2]为主要中央控制单元,通过气、电结合的控制方式进行优化设计,以解决目前设备存在的自动化程度低、定位精度低、生产效率低及产品质量差等问题。
1 系统总体方案
1.1 工艺流程
AC/DC电源线自动绕扎系统的工艺设计流程如图1所示。系统按既定流程开始运行后,下一个工序工作期间上一个工序可与之同步进行,即在执行“按标准自动绕扎排序”工序时,系统可以继续执行“AC/DC电源线原料输入”工序,以实现连续流水化作业,提高生产效率。

图1 系统工艺设计流程
1.2 系统的结构组成
AC/DC电源线自动绕扎系统(图2)由机械传动系统、电控气动系统、显示系统和电源系统组成。机械传动系统由AC/DC电源线送料系统、自动绕线系统、捆扎带送料系统、捆扎带自动裁切系统及自动捆扎系统等组成。电控气动系统主要由PLC和执行单元构成,用于控制气动元件、绕线扭紧及步进电机等[3]。显示系统的主要作用是:手动输入,监测AC/DC电源线送料系统、自动绕线系统、捆扎带送料系统、捆扎带自动裁切系统及自动捆扎系统等是否正常;设置参数,自动控制AC/DC电源线绕匝圈数和捆扎长度。电源系统主要为PLC系统、气缸及步进电机等提供5V、24V和220V(AC)电源。

图2 系统结构框图
2 硬件部分
AC/DC电源线自动绕扎系统的硬件部分(图3)主要由PLC主控单元、外设步进驱动模块、绕线测距传感模块、外设气缸执行模块、参数显示设置模块和电源模块(输出5、24、220V(AC))组成。

图3 硬件结构框图
2.1 PLC主控电路
PLC主控电路如图4所示,PLC选择S7-200 CPU226,内置24个输入、16个输出数字量,两个通信接口,主要用于连接参数显示设置模块[3]。SW1用于控制PLC系统启动,按下SW1系统自动进行自检,自动恢复到初始状态。SW2用于系统紧急停止,当故障产生或者生产过程中需要紧急停车时,按下SW2。中间继电器KA1~KA9分别用于控制对应的气缸电磁阀(图5),从而控制对应的气动元件(表1)[4]。

图4 PLC主控电路
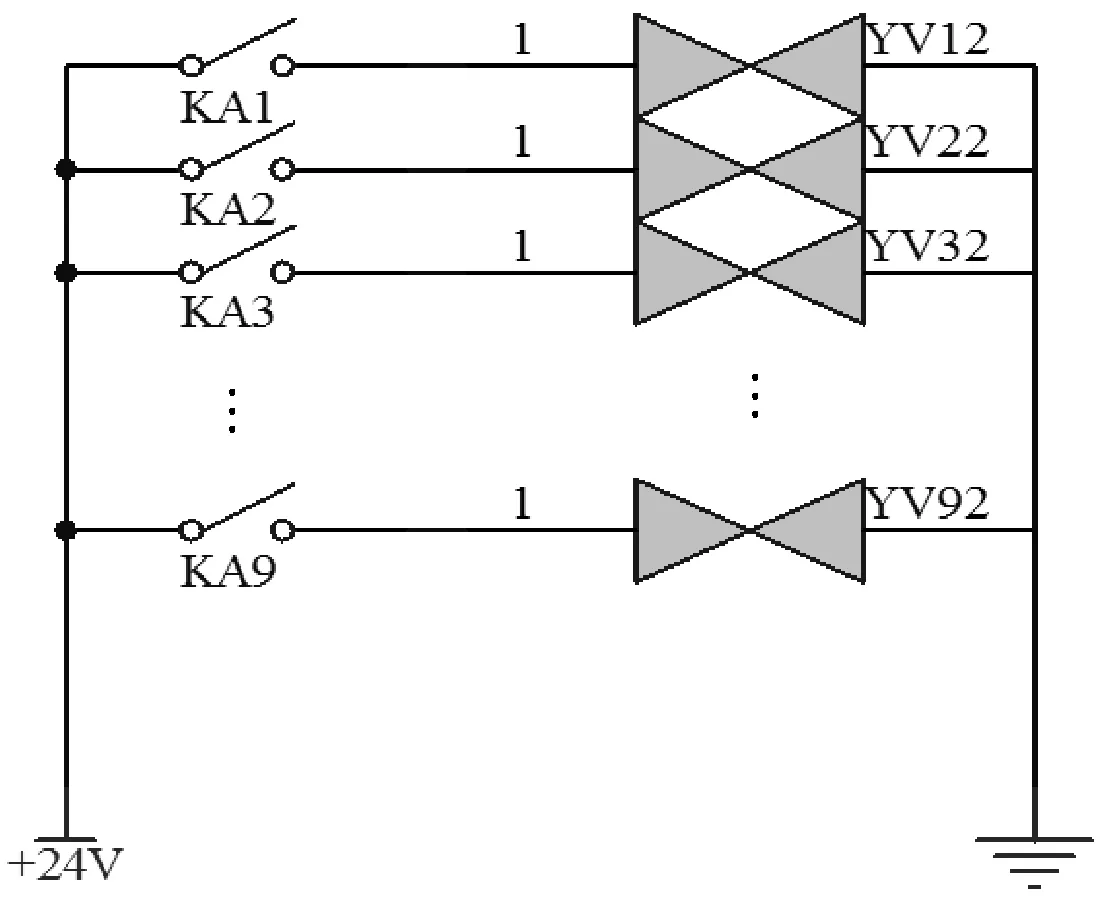
图5 气缸电磁阀控制电路

序号中间继电器编号电磁阀编号被控对象1KA1YV12送扎带位移气缸2KA2YV22扎带夹紧气缸3KA3YV32切扎带气缸4KA4YV42下降抓线气缸5KA5YV52抓取线纵移气缸6KA6YV62抓线气缸7KA7YV72夹线移动气缸8KA8YV82送线排线气缸9KA9YV92下降扭扎带气缸
2.2 步进电机驱动电路
步进电机驱动电路如图6所示,系统采用YKA2609MA驱动器作为步进电机驱动器,分别控制步进电机M1~M3,达到精确控制送线排线、输送扎带和扎带扭紧的目的。

图6 步进电机驱动电路
3 系统程序
系统程序流程如图7所示。AC/DC电源线原料输入系统、自动绕扎系统、自动捆扎带系统和自动上扎带系统开机时,先进行自检并恢复到各工位初始状态,等待来料加工。根据绕线成品间距和系统实际运行情况来计算完成一个工位所需要的时间,并以最长工位时间作为基础参考时间,分别计算另外3个系统同时运行时所需要的最短时间,并进行预设。第1次系统运行时,按照自动上扎带、AC/DC电源线原料输入、自动绕扎、自动捆扎带4个步骤运行。系统第2次开始运行时,即转入正常生产后,按照预设时间4个系统同步运行,相当于4个工人同时生产,提高了生产效率[5]。根据实际测量,该系统1min产能为50条AC/DC电源线。

图7 程序流程
4 结束语
在当前不断攀升的劳动力成本的压力下,既要保证产品品质又要代替人工操作提高生产效率、降低成本已成为企业生存面临的严峻问题。为此,笔者设计了一个AC/DC电源线自动绕扎系统,该系统具有结构简单、控制精度高、响应速度快、生产成本低及维护成本低等优点。该系统在消费类电子生产企业AC/DC电源线生产流水工艺环节中有效地代替了4~5人的人工操作岗位,使生产效率提高了5~7倍,获得了良好的经济效益。
[1] 温百东,郑萍,王军,等.基于Q系列PLC的三维伺服自动分拣系统设计[J].化工自动化及仪表,2012,39(5):643~646.
[2] 蔡军,王虎威,闵学思,等.PLC在定量装车控制仪中的应用[J].石油化工自动化,2016,52(4):37~39.
[3] 常斗南,李全利,张学武.可编程序控制器(原理、应用、实验)[M].北京:机械工业出版社,2011.
[4] 孟凡芹,朱焕勤,耿光辉.PLC控制油封供油装置的研制[J].化工机械,2011,38(2):220~221.
[5] 李晓宁.现代电气控制综合实验系统设计[J].实验技术与管理,2007,24(2):64~66.
DesignandImplementationofAutomaticWindingSystemforAC/DCPowerLines
MAO Xing-biao
(SchoolofElectronicsandInformationEngineering,ShundePolytechnic)
Considering the problems existed in winding device for AC/DC power lines, an auto-winding system for AC/DC power lines was designed and the winding system’s technological process and structure were described, including the system’s hardware circuit design and program,flow. In the production, this system can replace the operation of four to five workers and can improve the production efficiency 5~7 times.
auto-winding system, AC/DC power line, hardware circuit,program,flow
毛行标(1977-),讲师,从事电子科学技术的教学与研究,jwmaoxb@126.com。
TH862
B
1000-3932(2017)06-0572-03
2016-12-19,
2017-01-14)
猜你喜欢
家庭影院技术(2020年11期)2020-12-28
防爆电机(2020年6期)2020-12-14
轻兵器(2020年7期)2020-07-23
电子技术与软件工程(2020年10期)2020-02-01
制造技术与机床(2019年11期)2019-12-04
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
家庭影院技术(2018年9期)2018-11-02
电子制作(2017年20期)2017-04-26
科技创新导报(2016年9期)2016-05-14