选矿尾水处理中自动化仪表控制系统的设计与应用①
2017-11-01 07:17叶雪云
化工自动化及仪表 2017年6期
叶雪云
(湖南柿竹园有色金属有限责任公司)
选矿尾水处理中自动化仪表控制系统的设计与应用①
叶雪云
(湖南柿竹园有色金属有限责任公司)
介绍了选矿尾水处理工艺与流程,针对尾水排水现状,设计了一个自动化仪表控制系统。系统应用后,尾水排放质量达标,尾水处理效率得到了提高。
自动化仪表控制系统 选矿尾水 处理流程
随着我国经济的快速发展,环境保护日益受到重视[1]。某矿山企业依靠科技进步,立足采选主业,着力发展精深加工,使矿产资源综合利用水平、选矿回收率得到了大幅提高[2~5],使企业获得了良好的经济效益。然而这些选矿尾水含有有机物和重金属污染物(COD、SS等),给当地居民用水和江河流域造成严重污染[6~8]。原选矿尾水处理工艺简单,基本由人工操作控制,导致尾水很难达到排放标准。因此,通过重建尾水处理站、引进自动化仪表控制技术实现实时监测、反馈与调节给药配药,来解决排污问题势在必行。为此,笔者以金属矿山选厂尾水处理工艺新建的选矿尾水处理站为研究对象,设计尾水处理工艺自动化仪表控制系统,实现尾水处理实时监测、实时控制和自动加料给药的目的。
1 尾水排水现状
某尾矿库区西侧翻过高祖岭为东河,因此目前库区的排洪系统布置在库区西侧垭口附近,排水系统为排水井-隧洞式。尾矿库工业废水处理量约15 000m3/d。尾矿库尾水排放量大、沉降距离短,加之萤石选矿废水、外排废水成分复杂,导致废水处理难度极大,尾水经尾矿库沉淀后易出现酸碱度、COD、SS、Pb、Zn及As等排放超标的现象[6~8]。如果这些污染物排放指标得不到有效治理,必然给周围水体带来严重污染。
2 选矿尾水处理工艺与流程
选矿尾水处理过程为:尾矿库尾水经管道送至废水处理站的废水调节池,经废水调节池的均量均质作用后,通过提升泵房中的水泵提升至1#反应池;在1#反应池中投加石灰和铁盐与废水中的污染物进行混凝反应,去除废水中的部分重金属和悬浮物质,出水进入2#反应池;在2#反应池中投加药剂对废水中的有机物和重金属进行处理,出水进入3#反应池;出水从3#反应池经过沉淀后经过清水池监测合格后排入河流(图1)。
根据COD的特性,常见的COD去除法有物理法、物理化学法、生物处理法及新型药剂絮凝法等。考虑到选矿尾水中重金属浓度较低、有机物浓度较高,因而采用图1所示的处理工艺流程。
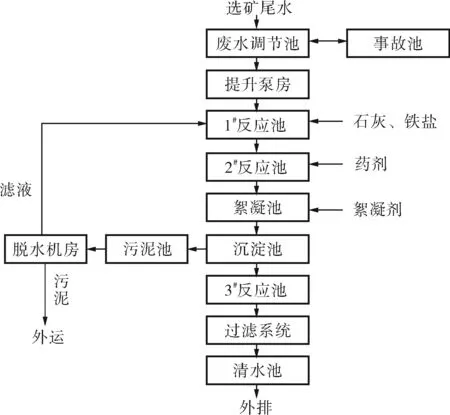
图1 选矿尾水处理工艺流程
现有的尾水处理工艺,由于采用人工方式添加石灰难以控制剂量,且尾水在尾矿库沉淀停留时间短,溢流尾水中的悬浮物、残留的选矿药剂和重金属污染物无法充分沉降,导致尾水(pH值为10.71)水质超标,监测数据见表1。

表1 选矿尾水水质指标 mg/L
根据监测得到的水质指标,设计的进水水质指标见表2,其中pH值小于11。

表2 设计进水水质指标 mg/L
根据环保部门要求,尾水经过处理站处理后需达到《污水综合排放标准》一级标准后方可外排至东河,具体出水水质指标见表3。

表3 出水水质指标
3 自动化仪表控制系统设计
选矿尾水处理自动化仪表控制系统采用DCS系统,分三级递阶结构:底层是由PLC与仪器仪表组成的现场控制系统,对污水处理工程各工艺过程进行分散控制;中间层由现场控制系统与控制站组成;顶层是由通信系统和监控计算机组成的中央控制系统-中央控制室,对整个工程实行集中管理[9]。现场控制系统采用现场总线和Profibus通信方式,各分站与中央控制室采用工业以太环网进行通信。控制方式设计为就地手动控制、远程遥控和PLC程序自动控制。
系统配置包括:
a. 根据工艺生产流程和测控要求配置的pH值、液位、流量及过程控制等监控仪表;
b. 根据工艺和设备运行要求设置自动控制、自动调节、自动报警和安全保护装置;
c. 仪表信号的传送和显示,设备状态信号和控制命令的传送;
d. 污水处理工程计算机监控管理系统;
e. 采集电力系统运行状态和数据,并传送至计算机控制系统;
f. 视频监控与通信系统。
根据工艺流程和平面布置,结合MCC的位置,按照控制对象的区域设备量,本工程拟设置一个中央控制室。中央控制室设在综合楼值班室中,内设过程控制管理系统。中控室配置两套互为热备的监控操作站、一套工程师操作站、一套便携式编程器、一台打印机和模拟显示屏构成的中央控制系统。中控室完成污水处理工程的自动控制和生产管理,监视、管理并控制整个尾水处理工程的全部生产过程和工艺过程[10],通过模拟屏显示整个生产工艺的动态数据,包括各主要设备的状态、电气系统状态和主要现场数据,完成各种报表、过程曲线等的输出打印。中央控制系统与现场控制站采用总线方式连接。
系统主要采用的仪器仪表有:5台超声波液位计、4台电磁流量计、一台pH在线仪器、8台ORP仪、3台723可见光分光光度计、4台AA-6880原子吸收仪、一台AFS-2100原子荧光光度计、一台STARTER3100氟离子选择电极、一台办公电脑(带激光打印机)及一台UPS应急电源等。系统通过PLC和工控机对数据进行采集、分析、比较和控制。
借助以上仪器仪表完成的主要监测内容有:废水调节池的液位、污水提升泵的工作状态、搅拌机的工作状态、污泥池的液位和加药间设备的运行情况。
尾水处理厂的自控功能包括:根据污水调节池的液位控制提升泵的启闭,显示废水提升泵的工作状态,显示搅拌机的工作状态,监视处理后的出水水量和水质,监视污泥脱水机的工作状态并控制加药等。
4 结束语
根据选矿尾水排水现状,基于尾水处理工艺与流程,笔者设计了一个自动化仪表控制系统。该系统能够有效控制尾水排放质量,提高尾水处理效率,有效保护了当地水资源环境,降低了人工成本,使企业获得了良好的经济效益,创造了良好的环境效益和社会效益。
[1] 张守伟,段丽霞.污水处理自动化仪表设计与应用[J].制造业自动化,2011,33(6):164~166.
[2] 肖文工,谢加文,陈占发.白钨精选尾矿综合回收钨、锡新工艺改造[J].中国钨业,2015,30(3):14~17.
[3] 陈克锋,邓海波.钨矿选-冶联合工艺在柿竹园多金属矿应用探讨[J].中国钨业,2013,28(2):27~30.
[4] 陈玉林.新型药剂OS-2在钨浮选中的研究与应用[J].有色金属(选矿部分),2010,(5):44~47.
[5] 过建光,吕清纯,李晓东,等.柿竹园钨加温浮选工艺改造实践[J].有色金属(选矿部分),2002,(6):13~14.
[6] GB 18918-2002,城镇污水处理厂污染物排放标准[S].北京:中国标准出版社,2002.
[7] CJ 343-2010,污水排入城镇下水道水质标准[S].北京:中国标准出版社,2010.
[8] CECS 92:97,重金属污水化学法处理设计规范[S].北京:中国工程建设标准化协会,1997.
[9] 陈卫红,薄迎春.油田污水处理监控系统设计[J].石油化工自动化,2015,51(1):36~38.
[10] 范雪岗.PAC3iGE系列PLC在集中控制系统中的应用[J].山西焦煤科技,2010,34(12):41~45.
叶雪云(1980-),工程师,从事电气技术和自动控制工作,280006627@qq.com。
TH862
B
1000-3932(2017)06-0614-03
2017-03-08,
2017-03-20)
猜你喜欢
昆钢科技(2022年2期)2022-07-08
昆钢科技(2022年2期)2022-07-08
当代水产(2022年2期)2022-04-26
有色金属(矿山部分)(2021年4期)2021-08-30
当代水产(2021年5期)2021-07-21
铜业工程(2021年1期)2021-04-23
云南化工(2020年11期)2021-01-14
湖北农机化(2020年4期)2020-07-24
劳动保护(2018年8期)2018-09-12
新疆有色金属(2018年4期)2018-02-09