降低赖氨酸发酵染菌率的研究
2017-11-06 08:53丁玮云苏宏艺
粮食与食品工业 2017年5期
丁玮云,苏宏艺,俞 俊
1.中粮农业产业管理服务有限公司 (北京 100020)2中粮生物化学(安徽)股份有限公司 (安徽 233010)3.中粮家佳康(赤峰)有限公司 (赤峰 024500)
2017-07-16
丁玮云,女,1978年出生,中级工程师,主要从事食品质量安全管理工作。
降低赖氨酸发酵染菌率的研究
丁玮云1,苏宏艺2,俞 俊3
1.中粮农业产业管理服务有限公司 (北京 100020)2中粮生物化学(安徽)股份有限公司 (安徽 233010)3.中粮家佳康(赤峰)有限公司 (赤峰 024500)
染菌是赖氨酸生产中较为棘手的问题,同时也是直接影响产量、提取收率、产品质量和成本的关键因素。文章首先阐述了发酵染菌的危害性,针对引起发酵染菌的设备因素进行分析,从工艺和设备的角度,讲述了由设备引起的发酵染菌的原因及其防控措施,从工艺和设备方面杜绝发酵染菌的隐患。
发酵;染菌;工艺;设备;成本
“发酵染菌”是指发酵过程中除生产菌以外的其他微生物进入了发酵系统,从而使发酵过程失去了正在意义上的纯种培养。赖氨酸发酵是好氧、液体深层发酵,发酵温度37 ℃、pH中性,较酸性发酵和低温发酵更容易侵染其他微生物。为了降低发酵染菌率,提高产品收率,以赖氨酸发酵工艺为研究对象,从工艺改进和设备改造方面进行研究,进而降低染菌率。
1 赖氨酸发酵染菌及其危害
在赖氨酸发酵生产中,通常所说的染菌包括两种:一种是感染噬菌体,也是最严重的一种染菌,发酵罐一旦感染上噬菌体,赖氨酸菌体在很短时间内消溶,发酵终止。物料发粘、拉丝,对后处理系统带来严重影响。另一种是感染杂菌。由于该菌群复杂多样,生产过程中稍有不慎就会发生杂菌感染,有时在发酵环节的影响不明显,但后处理系统的影响先表现出来。笔者跟踪分析发酵染菌与硫酸铵回收率的关系,发酵过程若发生染菌现象,会导致菌体部分发生自溶,菌体内容物外溢进入发酵液中导致发酵液成分的复杂化,同时杂菌自身进行其他代谢途径,产生非目的产物。这些“杂质”都会进入到硫酸铵提取工艺过程中,进而降低硫酸铵回收率,见图1。通过硫酸铵回收率拟合线图可得出,回归方程:硫酸铵回收率=90.57-0.271 2 染菌率,其中:S=0.737 347,R-Sq=91.6%,R-Sq(调整)=91.1%,其对应关系是:染菌率的升高硫酸铵回收率下降[1-4]。
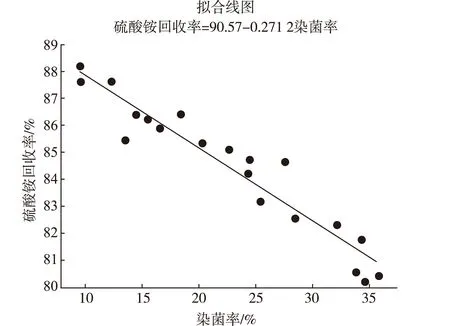
图1 硫酸铵回收率拟合线图
2 发酵过程中的工艺和主要设备及其染菌的防控措施
2.1空气系统带菌
赖氨酸是好氧发酵,发酵过程需连续不断地通入大量无菌空气,所以空气过滤介质的效能与染菌有直接关系。除了过滤器定期灭菌、排污外,压缩空气的相对湿度对过滤除菌效果影响很大。由于每年夏季空气含湿量较高,冷却塔的散热效果差,循环水温度高,如果用循环水进行空气冷却,达不到其露点温度,水凝结不出来,高含湿量的空气进入过滤器,降低除菌效果。改用冰水对压缩空气进行冷却后,再加强后冷器、旋风分离器和丝网的排水和排污,除水后的空气再经加热后进入过滤器,可以保证除菌效果。
2.2种子罐级数的匹配
在发酵罐接种量不变的情况下,可以采用两种方式进行种子培养,一是一级种子培养,但培养周期长,延滞期12~18 h,在此期间是染菌的高发期,整个种子培养周期在24 h左右;二是二级种子培养,一级种子培养周期在18 h左右,分接入3~5个二级种子罐,二级种子罐培养周期10 h左右,一级种子罐体积小,个数少,防染菌工作有时间和精力保证无菌。实施后种子罐染菌率维持在2%以内,比改造前降低8%。
2.3移种管道复杂,阀门、死角多
种子罐和发酵罐间的移种管道在设计时,为了方便移种,任何一个种子罐都可移入任何一个发酵罐,管道互相串通,移种时有1个阀门渗漏,会造成种子罐和发酵罐大面积连续性染菌。因此为了简化移种管道,使移种的两个罐不受其他任何管道、阀门的影响。在移种时使用活动软管连接对应的种子罐和发酵罐。改造后二级种子罐和发酵罐间均不存在公用移种管道部分,杜绝了相互间的影响,移种时只需要使用活动软管将对应种子罐和发酵罐的移种管道连接即可;同时改造后的移种管道处于停用状态时不需要再采用蒸汽汽封,降低了阀门的故障率,见图2、图3。移种管道改造后,发酵前期染菌下降至0.5%,比以前降低1.5%。

图2 移种管道改造前

图3 移种管道改造后
2.4灭菌蒸汽的饱和度对染菌的影响
发酵车间用于发酵罐空消和种子罐实消的蒸汽均为过热蒸汽,过热蒸汽温度较高,不便于灭菌操作的温度控制,经常会超出控制指标,而发酵过程所必需的pH电极和溶氧电极难受温度有限,一般不超过130 ℃。而过热蒸汽温度较高,对阀门的密封材料损伤较大,极易导致阀门故障泄漏,为防染菌工作带来隐患。通过增湿减温减压装置将过热蒸汽饱和化形成饱和蒸汽,温度下降后,阀门故障率下降约10%,见表1。

表1 蒸汽温度改造前后比较
2.5截止阀渗漏改造
通过在截止阀硬密封阀瓣处加装耐热四氟塑料板,即可将硬密封改为软密封,软密封面耐硬物磨损,密封性较好且保障阀门的密封性减少染菌现象发生[5-6]。

图4 截止阀改造换软密封垫
通过工艺和设备改造后(图4),发酵的染菌率明显下降,发酵染菌率变化见图5,且改善后过程控制能力大幅度增强,CPk由-0.91提高到1.18,Cp由0.98提升到2.76,硫酸铵回收率也增加到87.1%,见表2。
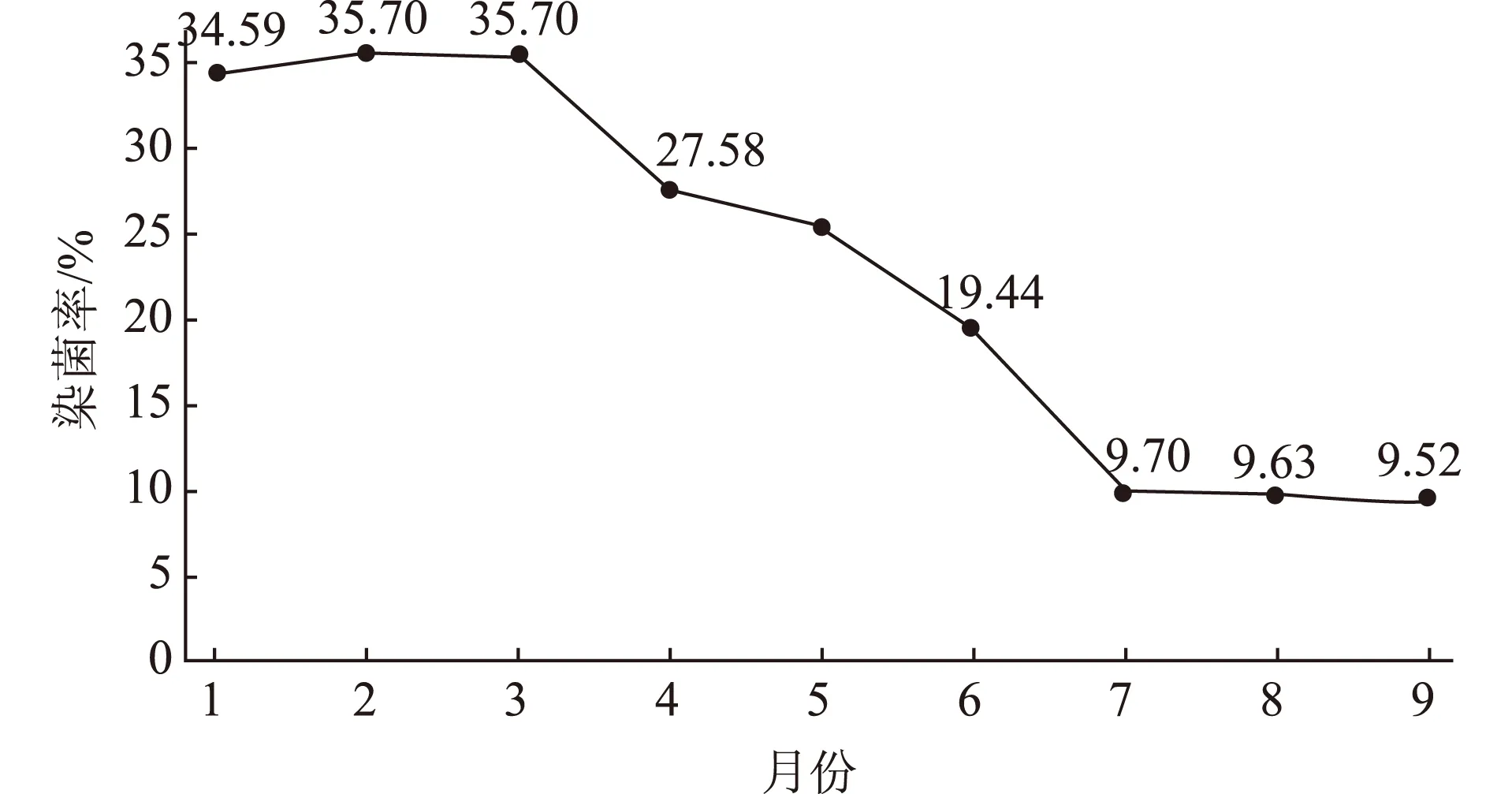
图5 发酵染菌率变化图
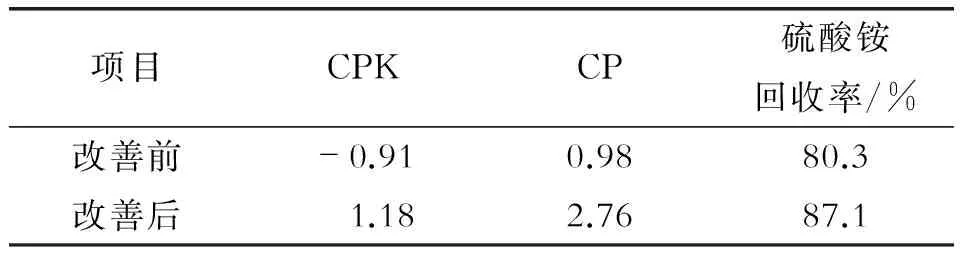
项目CPKCP硫酸铵回收率/%改善前-0.910.9880.3改善后1.182.7687.1
3 结果与讨论
导致发酵染菌的原因很多,笔者列了部分,也是生产过程中遇到的一个个问题,主要有空气带菌、种子带菌、工艺设计的缺陷、工艺参数的设定和设备等方面。染菌对于发酵轻则影响产量、质量,重则倒罐甚至停产,对后处理工序的影响巨大,尤其是环保处理。因此防染菌对于发酵具有重大意义,应引起生产管理人员、技术人员的高度重视。在发酵生产过程中,应从发酵生产的每一个环节加强控制,减少发酵染菌率。
[1] 田孝俊,张路军,任 伟. 谷氨酸发酵染菌的原因分析[J]. 发酵科技通讯,2004,33(3):14.
[2] 郝常明,赵建锋,黄雪菊. 生物发酵染菌问题的探讨[J]. 医药工程设计,2007,28(2):11-15.
[3] 容艳筠.从设备的角度谈发酵染菌的防控[J]. 中国新技术新产品,2012(14):130.
[4] 黄雪菊,赵建峰, 阿维菌素发酵染菌问题的探讨[J]. 农药,2007,46(10):659-662.
[5] 李 鹏. 发酵装备引起发酵染菌的原因和预防[J]. 黑龙江科技信息,2012(35):2.
[6] 张慧涛,侯新强.发酵装备引起发酵染菌的原因和预防[J]. 医药工程设计,2006,27(2):27-29.
Studyonreducingtherateoflysinefermentation
Ding Weiyun1, Su Hongyi2, Yu Jun3
1. COFCO Agricultural Industry Management Services Co., Ltd. (Beijing 100020)2. COFCO Biochemical (Anhui) Co., Ltd. (Anhui 233010)3. COFCO Joy Come (Chifeng 024500)
Dyeing is the most difficult problem in lysine production, and it is also the key factor that directly affects yield, extraction yield, product quality and cost. The harmfulness of bacteria in fermentation process was expounded, the factors caused by bacterial infection fermentation equipment were analyzed. From the point of view of technology and equipment, the reason of fermentation caused by equipment contamination and its prevention and control measures to prevent contamination hazards from the fermentation process and equipment were represented.
fermentation; dyeing bacteria; process; equipment; cost
TS201
B
1672-5026(2017)05-019-03
猜你喜欢
中国化肥信息(2022年6期)2023-01-06
中国化肥信息(2020年3期)2021-01-07
中国化肥信息(2018年8期)2018-10-08
中国沼气(2017年6期)2018-01-11
江苏农业科学(2017年21期)2017-12-13
中国畜牧业(2016年12期)2016-02-17
中国酿造(2015年6期)2015-01-26
中国畜牧业(2014年5期)2014-12-20
中国化肥信息(2014年37期)2014-02-27
中国畜牧业(2013年6期)2013-08-27