
基于极限学习机的工件厚度辨识研究
2017-11-07 09:18黄广炜赵万生
电加工与模具 2017年4期
黄广炜,赵万生
(上海交通大学机械与动力工程学院,机械系统与振动国家重点实验室,上海200240)
基于极限学习机的工件厚度辨识研究
黄广炜,赵万生
(上海交通大学机械与动力工程学院,机械系统与振动国家重点实验室,上海200240)
电火花线切割加工变厚度工件时,会出现加工效率低和易断丝的现象。为了降低厚度变化对加工产生的影响,提出了基于极限学习机的工件厚度辨识方法。该方法利用加工阶梯状工件过程中采集的数据,建立了基于极限学习机的厚度辨识模型。数据验证结果表明:该模型的辨识误差小于2 mm。
电火花线切割加工;极限学习机;工件厚度辨识
电火花线切割加工技术以其精度高、速度快和可加工复杂零件等特点,被广泛应用于模具、航空航天及医疗器械领域[1]。电火花线切割加工过程中,路径上的工件厚度往往会发生变化,而大部分情况下线切割加工都是选择固定的加工参数进行加工,当工件厚度发生变化时,若加工参数不随之调整,便会带来一系列问题。例如:当加工路径上的工件厚度由高变低时,加工速度增加,但电极丝的热密度也会增加,易出现放电集中现象而产生断丝;当工件厚度由低变高时,会导致加工速度变慢,使生产效率降低。因此,对于变厚度工件的线切割加工过程,及时地根据厚度变化选择合适的加工参数,对提高加工稳定性具有重要的作用。
针对电火花线切割加工变厚度工件的问题,国内外学者做了大量的研究。Portillo等[2]用回馈神经网络来监控电火花线切割加工变厚度工件情况下的退化行为,将一个放电脉冲的峰值电流、点火延时时间及放电能量作为神经网络系统的输入变量,建立模型,并最终达到降低断丝率、提高加工效率的目的。廖运炫等[3]提出了使用灰色预测策略增益自调整模糊控制算法,将一个采样周期中的非正常放电比例作为控制变量,可降低加工中工件厚度突然变化时的非正常放电比例,从而实现加工的稳定。宗福来[4]在线切割伺服进给控制系统中引入了自校正控制理论,将加工过程中采集的电火花放电状态的空载率和短路率作为输入信息,实施对伺服进给的自校正控制,实现了对伺服进给的宽范围快速调节,在变厚度工件加工中取得了稳定、高效的加工效果。豆尚成[5]提出了利用支持向量机建立工件厚度辨识模型,其预测误差在2 mm以内,随后又基于最小二乘支持向量机提出了在线修正的工件厚度辨识模型,扩大了系统适用范围,同时提高了预测精度,使厚度识别误差保持在1.5 mm以内。在工业界,线切割机床制造厂商也在不断研发变厚度线切割技术,如阿奇夏米尔研制的电火花线切割机床,可针对工件形状特征优化脉冲电源放电能量,使工件各加工部分的能量释放接近一致,避免了放电能量过于集中而导致的断丝,同时保持了较高的切割速度和精度。
1 极限学习机
极限学习机(extreme learning machine,ELM)是一种求解单隐层神经网络算法[6]。相比于其他的神经网络,尤其是单隐层前馈神经网络(SLFN),ELM在保证学习精度的前提下,比传统的学习算法速度更快。
一个典型的单隐层神经网络见图1,由输入层、隐含层和输出层组成。其中,输入层与隐含层、隐含层与输出层神经元之间全连接。

图1 单隐层神经网络
设具有N个样本的训练集(xi,yi),其中输入节点, 真 实 值yi=。隐含层神经元的激活函数为g(x),对于一个具有L个隐含层神经元的单隐层前馈神经网络,其网络的输出为:


式中:H为神经网络的隐含层输出矩阵,具体表达式为:

当训练样本个数较大时,采用小于样本数的隐含层神经元个数,以降低运算量,减少训练时间。SLFN的训练误差逼近一个任意的ε>0,即:

在激活函数无限可微的条件下,ELM算法中SLFN可随机地确定输入权重w和隐层节点阈值b,且在训练过程中保持不变,不需进行调整。而隐含层和输出层之间的输出权重可通过求解方程组的最小二乘解获得:

2 实验设计
实验在BM400C-C精密型“中走丝”电火花线切割机床上进行。开发了基于Linux的数控系统,以替代原智能型BMXP编控系统;保留了机床原有的脉冲电源、冲液系统、运丝系统等;设计了放电检测电路,用于区分加工过程中的正常火花放电、开路和短路三种状态。机床可调节的加工参数包括脉冲宽度、脉冲间隔、峰值电流、进给速度、冲液压力及运丝速度,调节范围见表1。

表1 机床加工参数调节范围
建立一个厚度预测模型,很重要的一点就是确定模型的输入变量,在本实验中即为那些对加工过程的有效放电频率、加工速度有明显影响的参数。为了保证工件在加工后的表面质量一致性,需保持单个脉冲放电能量恒定。在此条件下,实验参数中的脉冲宽度和峰值电流要保持相同,不能在线调节,不能作为模型的输入。本文通过如下实验确定了对有效放电频率和加工速度有显著影响的参数:加工固定厚度为20 mm的工件,只调节除峰值电流、脉冲宽度之外的某一项参数,并保持其他参数不变,得到的实验结果见图2~图5。

图2 脉冲间隔对放电频率和加工速度的影响

图3 进给速度对放电频率和加工速度的影响
从上述实验可看出,对加工过程有明显影响的参数还有脉冲间隔和进给速度。在加工过程中,利用放电检测电路采集单位时间△t内的有效放电次数△Ν,同时通过坐标值计算单位时间内的位移,进而得到加工速度。因此,选择脉冲间隔和进给速度作为实验的可调参数变量,从而可把放电频率、加工速度、进给速度及脉冲间隔这四个特征量作为模型的输入,建立基于极限学习机的厚度预测模型。

图4 运丝速度对放电频率和加工速度的影响
3 加工实验
用电火花线切割机床加工一个阶梯状工件(图6),电极丝为直径0.2 mm的钼丝,工件材料为模具钢,阶梯高度分别为10、20、30 mm。加工过程中,按图7所示调节不同的参数组合。对有效放电频率和加工速度进行采集,采集数据的时间周期为100 ms。如图8所示,去除数据中的不稳定加工部分,有效放电频率和加工速度随着加工参数而变化;且可看出,原始数据中包含了很多高频成分,可通过设计低通滤波器对原始波形进行滤波处理。

图6 阶梯形工件
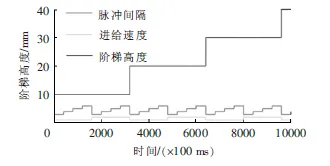
图7 参数调节

图8 阶梯工件加工过程中的数据采集
在用极限学习机训练数据前,需对其做归一化处理,以防止较大项数据变化掩盖较小项数据变化,归一化范围取[0,1]之间。将数据归一化处理后,送入极限学习机训练,同时将训练数据作为模型测试集。由于极限学习机中隐层神经元的数量对神经网络的拟合精度有较大影响,因此通过调节不同的隐层神经元个数训练厚度辨识模型,以神经元个数为100和400举例说明,所得结果见图9、图10。可看出,当神经元个数为100时,厚度辨识模型的预测误差在3 mm以内;当神经元个数为400时,厚度辨识模型的预测误差减小到2 mm以内。

图9 神经元个数为100时的厚度辨识模型训练结果

图10 神经元个数为400时的厚度辨识模型训练结果
为了检验模型的泛化性,首先设计了如下实验:以不同的参数组合加工厚度为15 mm的工件,采集加工中的数据,去掉其中不稳定加工部分的数据,将其加入训练模型的数据样本集合之中,设置神经元个数为400,重新训练得到新的高度的厚度辨识模型。然后,用固定参数切割一个梯形工件,该工件的上底为10 mm,下底为20 mm,高为30 mm,切割方式见图11。

图11 梯形工件
加工参数保持在脉间第四档、进给速度第二档。采集加工时的有效放电频率和加工速度,以新的工件厚度辨识模型测试加工梯形工件时采集的数据,得到的辨识厚度输出及误差见图12。可看出,利用训练好的极限学习机的工件厚度辨识模型在测试梯形工件时的辨识误差也在2 mm以内,说明基于极限学习机的工件厚度辨识模型具有良好的泛化性。

图12 梯形工件辨识
4 结束语
本文通过加工阶梯状的工件,利用加工时采集到的信息建立了基于极限学习机的厚度辨识模型,并最终得到工件厚度辨识误差在2 mm以内的结果,还通过使用加工梯形状工件采集的数据测试得到模型的辨识误差也在2 mm以内。测试结果表明,极限学习机厚度辨识模型具有训练速度快、预测精度高、泛化性能强的特点,可用于实际加工中在线辨识工件厚度、指导加工参数的选取等方面。
[1] 赵万生.特种加工技术 [M].北京:高等教育出版社,2001.
[2] PORTILLO E,MARCOS M,CABANES I,et al.Recurrent ANN for monitoring degraded behaviours in a range of workpiece thicknesses[J].Engineering Applications of Artificial Intelligence,2009,22(8):1270-1283.
[3] LEE W M,LIAO Y S.Adaptive control of the WEDM process using a self-tuning fuzzy logic algorithm with grey prediction [J].The International Journal of Advanced Manufacturing Technology,2007,34(5-6):527-537.
[4] 宗福来.电火花线切割变厚度加工自适应控制技术的研究[D].哈尔滨:哈尔滨工业大学,2006.
[5] 豆尚成.变厚度电火花线切割加工过程控制系统[D].上海:上海交通大学,2013.
[6] HUANG Guangbin,ZHU Qinyu,SIEW C K.Extreme learning machine: theory and applications [J].Neurocomputing,2006,70(1-3):489-501.
信息·动态
中国机床工具工业协会特种加工机床分会召开2017年常务理事会会议
2017年6月10日,中国机床工具工业协会特种加工机床分会在苏州召开了2017年常务理事会会议。特种加工机床分会常务理事单位负责人和秘书处工作人员参加会议,吴国兴理事长主持会议。
会议讨论并研究了以下事项,并达成了共识:①根据中国机床工具工业协会的安排,分会承担了《中国机床工具工业发展史》(特种加工机床部分)的编写工作。会议讨论并确定了特种加工机床发展史的总体编写方案及时间进度安排。②讨论了9家申请入会单位提交的材料,决定吸收苏州亚马森机床有限公司、佛山市宏石激光技术有限公司等6家单位入会。③今年继续在行业内开展电加工机床“达标认定”活动。④讨论并研究了秘书处提出的理事会换届初步方案,并拟于今年11月下旬召开换届大会。⑤各单位负责人交流了今年上半年生产经营情况,总体市场形势较去年同期有所好转。建议协会组织业内企业,对附配件形成集中统一采购,以降低成本、提高话语权。
(特种加工机床分会秘书处)
Study on Online Estimation of Workpiece Height Based on Extreme Learning Machine
HUANG Guangwei,ZHAO Wansheng
( School of Mechanical Engineering,Shanghai Jiao Tong University,State Key Laboratory of Mechanical System and Vibration,Shanghai 200240,China )
Wire breakage and low machining efficiency are the two major issues when machining workpiece with a variable height.In order to reduce the influence of thickness change on the machining process,an approach to estimate workpiece height based on extreme learning machine is raised.Workpiece height estimation model is built by using the data collected from the machining process.The value of estimation errors at most parts of the workpiece is less than 2 mm.
WEDM;extreme learning machine;workpiece height estimation
TG661
A
1009-279X(2017)04-0005-05
2017-03-29
黄广炜,男,1991年生,硕士研究生。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2018年9期)2018-09-19
自动化学报(2018年2期)2018-04-12
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年6期)2017-11-23
制造技术与机床(2017年4期)2017-06-22
