
利用介子机修复车身平面变形
2017-11-30 07:37山东刘德强
汽车维修与保养 2017年4期
◆文/山东 刘德强
利用介子机修复车身平面变形
◆文/山东 刘德强
现代车身的结构日趋复杂,许多车身板件由于受到焊接在一起的内部板件和车窗等结构的限制而难以触及其内部;又或因为损伤比较轻微且只局限于金属外板,内板没有损坏,如果拆卸内板或拆卸相关部件,对于车身修复来讲会加大工作量。因此车身维修中还使用另一种方法,即将凹陷的金属用拉拔的方法抬高或在拉拔的同时,用钣金锤对高点进行敲击,这种方法有些类似于手锤和顶铁的偏托敲击法。
将凹陷的金属拉拔出来的方法有很多,过去通常使用的方法是在需要抬高的金属凹陷的最低处钻出一个小孔,然后用拉钩钩住小孔周围的金属,用手向外拉拽,同时轻敲凹陷周围隆起的金属。
采用打孔的方法进行拉伸虽然比较有效,但整形后留下大量的孔,这些孔需要用焊接的方法进行填补,既浪费了时间,又可能造成更大的损坏。垫圈焊接机为电阻焊的一种,原理是利用夹于电极上的垫圈和钢板接触,再通以大电流,使其产生电阻热而将垫圈焊接于钢板上(图1)。电阻最大的部位位于垫圈和钢板的接触部位,当电流通过电阻最大的部位时,因为高电阻消耗电能而产生高热能。
现在有很多车身维修设备制造厂商还专门针对车身板件的拉拔操作设计、开发、制造了多功能的车身整形机,俗称介子机,集焊接介子(供拉拽用的介质)、拉拽操作、单面点焊、电加热收火等功能于一体,给车身的修复带来了方便。介子机可以焊接的拉拔介子有很多,常用的有普通垫圈、小螺钉和销钉等,可以根据惯性锤的头部结构更换。
三、车身底板
车身底板尺寸如图3所示,包括车辆的底部视图和侧视图,箭头分别指向车头方向和车辆左侧。
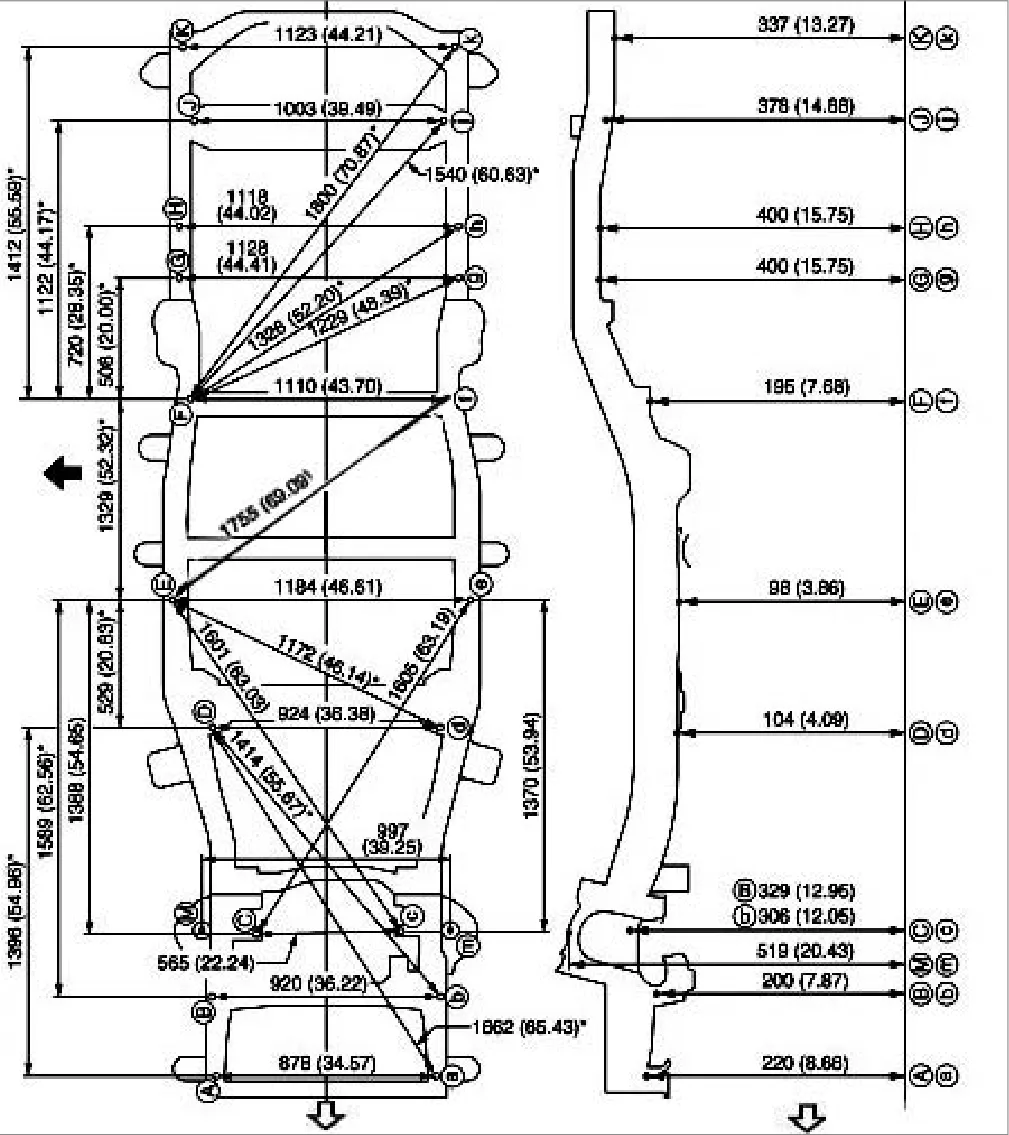
图3 车身底板尺寸
四、后车身

图4 后车身尺寸
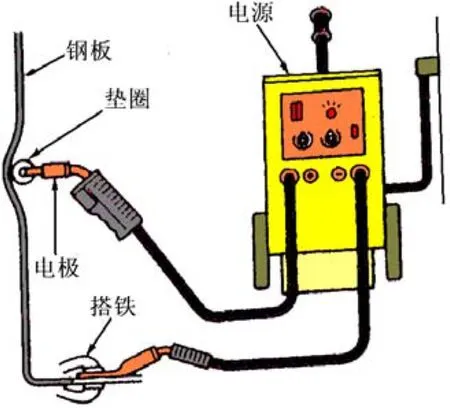
图1 焊接垫圈
一、利用介子机进行拉拔的方法
目前采用介子机进行拉拔的方法可以分为4种,如表1所示。
修复时应首先具体研究损伤。确定出最初发生碰撞的位置和方向,然后沿着最初形成的折损凹陷,以约10mm的距离焊接垫圈。从凹陷最低处逐渐将凹槽拉出、拉伸的同时不断敲击拉拔处周围的高点,采用这种方法不要一次就将凹陷的位置拉到位,有时需要反复几次才可以达到理想的矫正效果,对于第二个拉拔的部位尤其要注意,只能向上稍稍拉出一点,接着拉下一个位置。
需要说明的是,采用拉拽的方法修正的表面没有用手锤和顶铁修整的表面那样光滑,必须填充原子灰进行表面修整,有时候还要用收火的方法对额外延展的金属进行收缩。
二、HT-6型介子机的使用及修复技术注意事项
1.HT-6型车体凹位整形介子机的结构组成
(1)介子机的外部组成
介子机外部主要由电源线及插头、焊枪及焊枪电缆、搭铁夹及搭铁夹电缆、功能选择开关、时间调节旋钮、指示灯、保护内部构件的防护罩、便于移动和安装的把手以及车轮等组成(图2)。
(2)介子机的内部组成
介子机内部由变压器、电磁开关、控制线路板、小型断路器、保护电阻等组成。

表1 拉拔的方式方法

图2 介子机的外部组成
2.工作原理
HT-6型车体凹位整形介子机的电源为380V/50HZ,通过内部的变压器转换成5—8V的低电压高电流的直流电。主机上有两条输出电缆,一条连接焊枪,为焊枪电缆;另一条连接搭铁夹,为搭铁电缆。在工作时,两条电缆形成一个回路。把搭铁夹连接到车身板件上,焊枪通过圆片介子把电流导通到板件凹陷处,由于电源电流流经变压器后,电流值已达到1 000~2 300A左右,这时圆片介子与车身板件接触处会产生很大的电阻热,这一热量足以迫使该点板材及介子熔化,使其原子间互相渗透,从而将介子熔植焊接在车身板材凹陷处,然后利用拉拽工具勾住圆片介子将凹陷处拉出。
3.HT-6介子机的使用及其操作步骤注意事项
(1)将电源线插头插在电源插座上。
(2)将搭铁线夹夹在被整形车身板件上,并保证搭铁完好。
(3)在左侧“功能选择”旋钮(图3)处选择“定时”(该旋钮有三个档位可供选择“连续”、“停”、“定时”)。
(4)在右下方“时间选择”处选择适合的焊接时间。
(5)用介子机焊枪夹持住介子,抵靠在车身板件凹陷处,抵靠时要稍用力。
(6)扣动介子机焊枪开关,介子与板件在大电流(1 000~2 300A)作用下,接触处熔化变红,待变暗后取下焊枪,介子此时便被熔植在板件上。
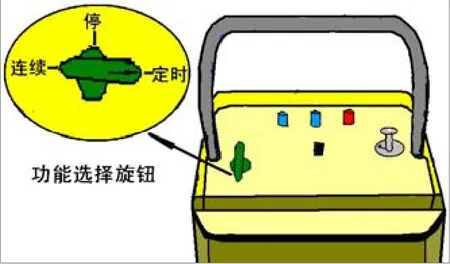
图3 功能选择旋钮
(7)用拉拔工具拉住介子,向外用力拉拽,凹陷处便被拉出。
(8)反复熔植介子、拉拔,边操作边检查,直到板面恢复平整挺拔为止(平面修复时平面度规定达到1.0mm,在修复中一般达到3mm便可以了)。
4.修复技术注意事项
在修复过程中应灵活运用各种方法进行拉拽修复。
(1)对线条进行整形前,如线条很清晰,可直接将介子熔植于线条处进行拉拔;如线条不清晰,可先划线(图4)再修复,划线时一定要仔细、认真,找好数据再画。

图4 用拉拔工具进行拉拔
(2)在修复车身板件时,也可将介子焊成一排,介子孔中间放入拉杆,整形时用拉拔工具拉住拉杆进行拉拔,可使大面积凹陷初步复位;也可用拉锤拉住介子,找到变形部位或凸起部位进行敲击,也可使凹陷处恢复原状;还可以用介子机将若干介子熔植于受损部位,在介子垫圈中插入拉杆,用撬棍从拉杆一侧插入另一侧,并使撬棍与拉杆下方接触,在撬棍短侧垫上木块,上抬长侧撬棍,利用杠杆原理将凹陷拉出,这种方法用来修复线条的凹陷(图5),效果比较明显。

图5 用介子机修复线条的凹陷
(3)多功能拉锤三角片熔植修复。该方法是将三角片固定安装在专用拉锤上进行修复的一种方法,用于大平面修复完毕后,小面积凹陷的修复(图6)。操作方法:将带有三角片的拉锤安装于介子机焊枪上,用三角片抵靠在面板上,扣动焊枪扳机开关,三角片便被熔植在车身板件凹陷处,然后用专用拉锤将凹陷处拉出。用专用拉锤进行修复时用力要柔和,禁止采用猛力,拉锤行程要短,这样修复点得到的冲力才小,同时,要根据受损部位凹陷的深浅,采用大力或小力进行拉拔。此工具用于点对点的修复效果比较明显。
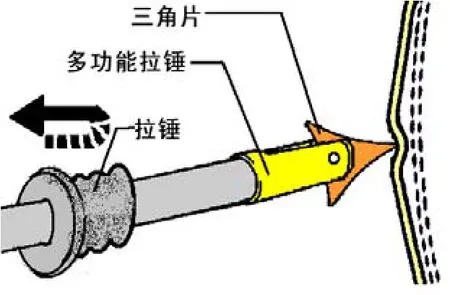
图6 多功能拉锤三角片熔植修复
(4)还可将三角片熔植于面板上,用手拉住拉锤,然后用锤敲击板件凸起处(图7),这样也可将受损处修复,此做法与锤和垫搭配之偏托法有异曲同工之妙用。但锤击时要快速,将三角片焊在面板上之后就敲击凸起部位,如等待时间太长,敲击时三角片易脱落,因为当三角片焊接上之后,接触处还未冷却凝固,可适当摆动,如待其冷却凝固硬化后发脆、易折断。

图7 用锤敲击板件凸起处
通过以上各种手段的粗精修复,可基本达到车身平面修复的规定要求。
三、车门面板的修复实例作业
1.准备工作
(1)车门面板有凹陷的车门若干。
(2)直尺、手锤、车身整形机、单作用打磨机、车身防锈剂。
(3)安全防护用品:工作帽、工作服、安全鞋、护目镜、口罩、棉手套和皮手套。
2.操作步骤
(1)判断损伤范围
综合运用报损判断方法,判断出车门面板的损伤范围,并用彩色水笔画出损伤与未报伤的分界线。车门面板损伤如图8所示。

图8 车门面板损伤情况
(2)从表面磨除旧漆膜
如图9所示,用打磨机磨除损坏区域的涂层,推荐使用单作用打磨机,60号砂纸。

图9 磨除损坏区域的涂层
(3)拉拔法修理
基本操作步骤如下:对待修理区域清理并除油→在待修理区域附近可靠搭铁→工艺参数选用→试焊→调整参数→焊接介子→多次多点拉拔并及时消除应力→拆除介子→磨除焊接痕迹。
调整车身外形修理机的参数:在进行作业之前必须调整合适的电流和电流通过的时间间隔。图10为介子机焊接的情况。
在车门面板损坏部位焊接一排介子,并用轴穿起,如果轴无法穿过,则重新焊接介子并使其排成一条直线(图11)。有冲压线的应首先修理冲压线,然后进行平面区域的整形。修理冲压线的介子焊接如图12所示。无冲压线的平面应将介子焊在最凹处如图13所示。
将链条固定至轴的中间部位,然后外拉并保持,如图14所示。注意:不要用力过猛。
推荐使用拉塔进行拉拔,连接示意图如图15所示,拉拔的要领如下:①估算钢板原来位置;②通过移动接头调整角度,从钢板面拉出垫圈;③从原来的钢板面轻轻地向外拉出,每次拉拔量约2~3mm;④当拉紧链条时,轻轻地敲一下凸出部位;⑤敲击后,确认拉拔效果并视需要再次拉拔。

图10 介子机焊接的情况

图11 介子焊接要点
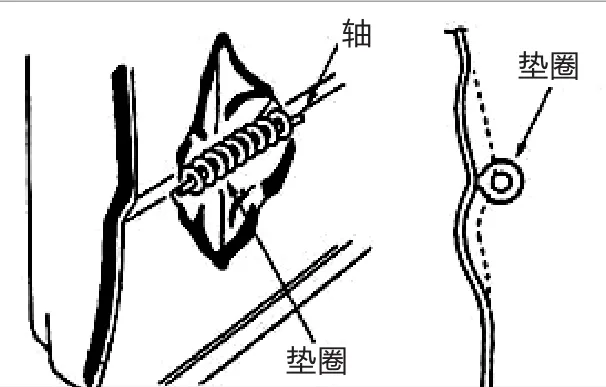
图12 修理冲压线的介子焊接

图13 修整平面的介子焊接

图14 拉拔

图15 拉拔连接
将冲压线上的凸起部位拉出堑子修整冲压线。通过轻轻地敲击,修整焊接介子的周围。其他板件进行拉拔修复应注意的技巧如下:①在拉平空心板制零件如车门外槛板,应多焊些垫圈;②如果变形不严重可滑锤局部拉平;③如果变形面积较大则应采用多点拉平。注意:对冲线和平坦表面同时进行拉平操作将更为有效。
接下来进行以下操作:拉平后拆卸介子;钢板收缩;磨除焊接和收缩痕迹;使用单作用打磨机和80号砂纸,研磨表面去除易使钢板生锈的焊接和收缩痕迹;用锉刀进行检查并修整;背面防锈处理。
由于在实施介子焊接作业时会产生热量,影响钢板背面的漆层并容易导致生锈,所以必须在钢板背面喷涂防锈剂,然后用原子灰修整并进入涂装作业。
(作者刘德强工作单位:山东工程技师学院汽车工程系)
猜你喜欢
小天使·一年级语数英综合(2022年4期)2022-04-28
恋爱婚姻家庭·养生版(2021年3期)2021-05-08
——壮肾
饮食科学(2019年2期)2019-11-22
设备管理与维修(2019年12期)2019-02-18
化肥设计(2018年2期)2018-05-18
益寿宝典(2017年30期)2017-02-26
防爆电机(2016年5期)2016-11-19
饮食科学(2016年7期)2016-07-27
发明与创新(2015年21期)2015-02-27
河南科技(2014年23期)2014-02-27
