硫磺回收装置溶剂再生流程模拟及优化
2017-12-06 02:47王军长
硫酸工业 2017年10期
许 可,王军长
(中国石化上海高桥石油化工有限公司,上海 200137)
硫磺回收装置溶剂再生流程模拟及优化
许 可,王军长*
(中国石化上海高桥石油化工有限公司,上海 200137)
为提高装置溶剂再生系统运行效率,同时兼顾尾气排放质量与装置能耗的平衡,利用AspenPlus软件对硫磺回收装置溶剂再生系统进行建模,并利用模型对装置在不同条件下进行模拟运行。根据运行结果确定各运行条件对溶剂质量的影响,以此决定如何调整装置运行情况,拟定装置运行优化方案。
硫磺回收 溶剂 再生 建模 装置模拟
硫磺回收装置所处理的过程气在克劳斯反应完成后,经加氢处理进入尾气吸收塔,其中硫化氢被吸收,而吸收后的富液进入再生塔进行再生处理,再生为贫液后方可继续使用。实际运行过程中,再生溶剂质量直接影响到吸收塔对尾气的吸收效果,从而影响尾气排放质量。为使尾气排放符合环保要求,需对溶剂具体再生效果进行模拟研究,确定再生塔最佳运行状态。
用Aspen Plus建立稳态模型,量化装置操作条件与蒸汽消耗和贫液质量的关系,指导装置操作优化和改造优化,使贫液质量最优化,增加装置效益。
1 溶剂再生系统模拟的目标
硫磺回收装置中溶剂再生系统的作用是将吸收塔内吸收硫化氢后生成的富液再生分解成贫液与硫化氢,再生产生的硫化氢返回反应炉参与硫磺生产。溶剂吸收再生反应主要化学反应式如下:

(1)
(2)
由式(1)和式(2)可见:溶剂吸收硫化氢为吸热、气体体积减小的反应,而溶剂再生则是放热、释放气体的反应。因此,要保证溶剂再生效果,一般会控制再生塔为低压、同时提高塔底温度。但由于再生塔运行采用的是塔底重沸器蒸汽加热的方式供热,无限制提高塔底温度会使蒸汽用量大幅上升,造成装置不必要的能耗。因此有必要使用流程模拟软件AspenPlus,模拟再生塔再生流程进行,确定最佳操作条件。
此次流程模拟所建立的模型主要包括高桥石化4#硫磺装置溶剂再生塔及其系统附属设备,包括重沸器、塔顶冷回流罐、回流泵、精贫液换热器、半贫液换热器和塔顶冷却器等。
建立的模型需达到如下目标:
1) 在满足再生塔底贫液中H2S含量达标的情况下,离线寻找优化的操作条件。
2) 考察该装置负荷的高低对塔底贫液中H2S含量的影响,有助于减少0.4 MPa蒸汽使用量,降低装置能耗。
3) 为工艺技术人员离线调优提供平台,使参与本项目的工艺人员对所建模型具备维护能力。
2 建模过程
2.1 模型简介
模型采用MDEA与H2S的可逆反应、热再生工艺流程,溶剂再生装置模拟流程见图1,其中再生塔采用RadFrac模型,塔底为热虹吸式重沸器;泵采用Pump模型;换热器用Heater模型(方便收敛);塔顶回流罐用Flash2模型。
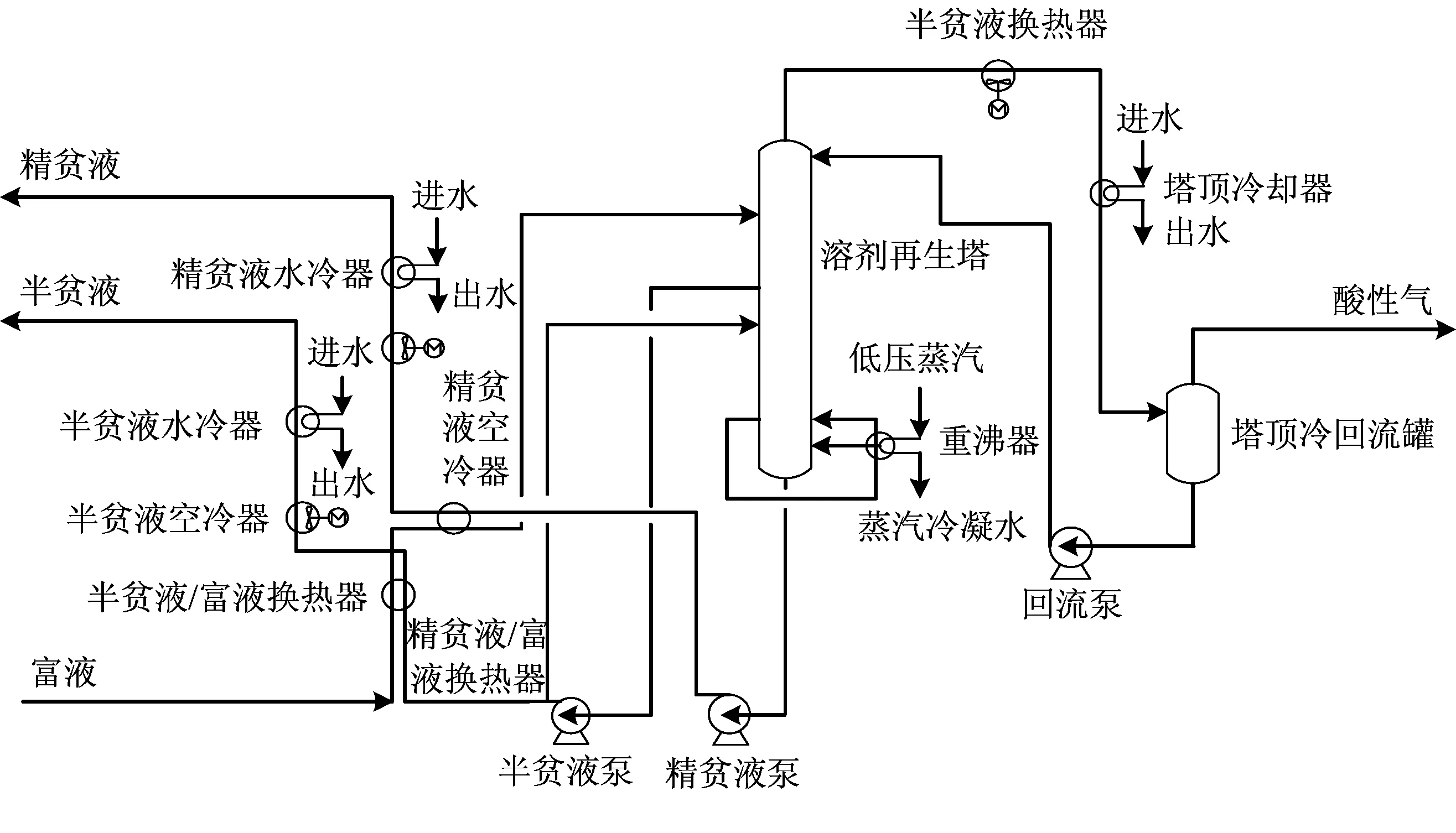
图1 溶剂再生装置模拟流程
2.2 建模方法
以企业提供的实际数据为依据建模,无法提供的数据以设计数据进行参考,这些数据包括各装置的进料温度、压力、流量以及各装置模块操作条件等。模型建成后以提供的标定数据或实际数据对模型进行验证。
富液组成有:MDEA(w)为39.5%,w(H2O)为60%,w(H2S)为0.5%,w(CO2)为0.45%。
3 模型验证
模型验证是对比装置实际操作值与模型计算值,查看误差是否在可允许范围之内。只有通过模型验证的模型才能用于装置下一步的优化分析。溶剂再生装置物料平衡见表1;溶剂再生系统测量点温度和压力见表2;溶剂再生塔物流流量见表3。表1~3中实际值为装置正常负荷运行状态下的实测值(来自DCS仪表显示以及样品采集),模拟量为Aspen模拟软件中根据模型计算得出的模拟值。

表1 溶剂再生装置物料平衡

表2 溶剂再生塔测量点温度和压力

表3 溶剂再生塔物流流量
4 模型分析
4.1 进料量对重沸器负荷的影响
以溶剂再生塔进料量作为变量,贫液中H2S质量浓度为0.4 g/L、再生塔顶压力为0.075 MPa、胺液质量分数40%为固定量,考察重沸器负荷含量的变化情况,进料量对重沸器负荷的影响见表4和图2。

表4 进料量对重沸器负荷的影响

图2 溶剂再生塔进料量对重沸器负荷的影响
由图2可见:进料量和重沸器的蒸汽用量成正比关系,随着进料量增加,重沸器热负荷增加。胺液循环量每降低5 t,再生塔蒸汽耗量节省约1 t。
4.2回流量对贫液中H2S含量及再生塔底温度的影响
以回流量为变量,胺液质量分数为40%、再生塔顶压力0.075 MPa、进料量95 t/h、塔顶冷凝温度35 ℃为固定量,对塔底贫液中H2S含量与塔底再沸器热负荷做灵敏度分析,回流量对贫液中H2S质量浓度及再生塔底温度的影响见表5和图3。
由图3中可见:随着回流量的增加,再沸器热负荷增加,但贫液中硫化氢含量降低。因此需要平衡两者之间的关系,找出其中的平衡点,保证最佳的节能效果。
4.3 塔顶压力对重沸器负荷及再生塔底温度的影响
以再生塔顶压力为变量,胺液质量分数为40%、胺液循环量为95 t/h、贫液中H2S质量浓度为0.4 g/L、回流量达3.4 t/h、塔顶冷凝温度35 ℃为固定量,对塔底贫液中H2S质量浓度与再生塔底温度做灵敏度分析。再生塔塔顶压力对贫液中H2S质量浓度及再生塔底温度的影响见图4和表6。

表5 回流量对贫液中H2S质量浓度及再生塔底温度的影响

图3 溶剂再生塔回流量对塔底贫液H2S质量浓度及再沸器热负荷的影响

图4 溶剂再生塔塔顶压力对贫液中H2S质量浓度及再生塔底温度的影响
由图4中可见:随着再生塔顶压力的增加,再生塔底温度和蒸汽耗量增加。同时贫液中H2S质量浓度降低。考虑到节约蒸汽用量,在贫液质量允许的范围内,可以适当降低塔顶压力,减少装置能耗。
4.4 再生塔富液进料温度的影响
以再生塔富液进料温度为变量,胺液质量分数为40%、胺液循环量为95 t/h、贫液中H2S质量浓度为0.4 g/L、回流量3.4 t/h、塔顶冷凝温度35 ℃为固定量,对塔底贫液中H2S质量浓度与再生塔底温度做灵敏度分析。再生塔富液进料温度对贫液中H2S质量浓度及再生塔底温度的影响见图5和表7。
表6再生塔塔顶压力对贫液中H2S质量浓度及再生塔底温度的影响

再生塔顶压力/MPa重沸器蒸汽量/(t·h-1)回流量/(t·h-1)再生塔底温度/℃贫液ρ(H2S)/(g·L-1)0.03010.913.55113.780.640.03511.023.55114.790.600.04011.053.54115.770.560.04511.093.54116.720.530.05011.133.54117.650.490.05511.173.53118.560.460.06011.223.53119.450.440.06511.263.53120.310.410.07011.303.52121.160.390.07511.353.52121.990.360.08011.443.52122.800.340.08511.483.52123.590.330.09011.533.51124.370.310.09511.583.51125.140.290.10011.523.51125.880.280.10511.633.51126.620.260.11011.673.51127.340.250.11511.723.51128.050.240.12011.773.51128.740.23

图5 再生塔富液进料温度对贫液中H2S质量浓度及再生塔底温度的影响
由图5可见:随着富液进料温度的上升,再生塔底温度下降,重沸器蒸汽用量减少,贫液中H2S质量分数增加。考虑当前装置贫液质量较好,且进料温度对贫液质量影响较小,提高富液进料温度可以显著降低蒸汽耗量,因此提升富液进料温度对减少能耗有利。
表7再生塔富液进料温度对贫液中H2S质量浓度及再生塔底温度的影响

富液进料温度/℃重沸器蒸汽量/(t·h-1)回流量/(t·h-1)再生塔底温度/℃贫液ρ(H2S)/(g·L-1)8511.853.51122.000.358611.723.51122.000.358711.593.52122.000.368811.463.52121.990.368911.333.52121.990.369011.193.52121.980.379111.063.52121.980.379210.933.53121.980.389310.803.53121.970.389410.673.53121.970.399510.543.53121.970.399610.413.53121.960.409710.273.54121.960.409810.143.54121.960.40
5 结论
1) 以实际数据搭建的基准模型与实际装置基本吻合,误差均在可允许范围之内,由模型得到了再生塔的温度、压力分布,给实际操作控制提供参考。
2) 通过对再生塔灵敏度分析,发现提高再生塔回流量、提高再生塔压力均对提高贫液质量有利,但会增加重沸器蒸汽耗量,增加装置能耗。提高富液进料温度,可显著降低重沸器蒸汽用量,同时对贫液质量影响甚微。而降低胺液循环量,也可降低再生蒸汽消耗,但会对吸收塔吸收效果产生影响。
3) 在装置溶剂质量较差,尾气中的H2S无法吸收干净的情况下,需提高塔底重沸器蒸汽用量,优化溶剂再生效果。但由于本装置再生贫液质量处于较好水平(有效质量分数为40%,H2S平均质量浓度为0.4 g/L左右),因此本装置更多考虑是在不影响吸收质量的前提下,降低装置能耗。因此对于高桥石化4#硫磺装置而言,可以考虑适当降低塔底重沸器蒸汽量,降低胺液循环量。在不影响尾气吸收的前提下,尽可能减少装置能耗,取得贫液质量和能耗方面的平衡。
4) 以后考虑将装置整个溶剂吸收-再生系统加入模型中,进行模拟计算,以期获得更准确的模拟运行数据,为装置平稳、高效运行提供有力的参考。
Simulationandoptimizationofsolventreclamationinsulphurrecoveryunit
XUKe,WANGJunzhang
(SINOPEC Shanghai Gaoqiao Petrochemical Co., Ltd., Shanghai, 200137, China)
Modeling is made to imitate solvent reclamation system of sulphur recovery unit in order to improve operation efficiency of solvent reclamation system, and meanwhile to maintain balance between tail gas emission quality and energy-consumption of plant. Imitation operation was made in plant at different conditions by models. According to operation results, effects of operation conditions on solvent quality were determined, and plant operation was adjusted by the results, optimization plans of plant operation was worked out.
sulphur recovery; solvent; reclamation; modeling; plant imitation
2017-07-01。
许可,男,中国石化上海高桥石油化工有限公司炼油四部4#硫磺装置工艺员、助理工程师,主要从事硫磺装置管理工作。电话:15618960139;E-mail:xuke.gqsh@sinopec.com。
*
王军长,电话:15921615991;E-mail:wangjun-zhang.gqsh@sinopec.com。
TQ111.16;TE65
B
1002-1507(2017)10-0051-04
猜你喜欢
化工设备与管道(2022年2期)2022-08-02
水泵技术(2021年3期)2021-08-14
化肥设计(2021年2期)2021-05-10
探索科学(学术版)(2020年4期)2021-01-18
石油学报(石油加工)(2020年4期)2020-09-27
化工进展(2020年3期)2020-04-01
中国煤层气(2019年4期)2019-11-23
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
中国化工贸易·中旬刊(2018年11期)2018-10-21