弹性盖板针布磨针形状对梳理效果的影响
2017-12-14 06:38姜立新
纺织器材 2017年6期
姜立新
(金轮针布(江苏)有限公司,江苏 南通 226009)
•技术专论
弹性盖板针布磨针形状对梳理效果的影响
姜立新
(金轮针布(江苏)有限公司,江苏 南通 226009)
为了控制弹性盖板针布梳针出现平顶或圆顶,提高弹性盖板针布的加工质量和梳理质量,分析弹性盖板针布梳针平顶出现的原因及其对梳棉生条质量的影响,对以相切、相切、半径作圆和以起点、终点、半径作弧两种压磨方式下的梳针弧形半径、弧形针尖后角与平顶长进行对比,得出梳针弧形半径与平顶长的控制范围,分析砂带压磨与砂轮压磨磨针工艺,提出弹性盖板针布磨针的4种方案并进行优选,将改进磨针工艺后的弹性盖板针布在不同纤维、不同厂家进行纺纱实践。指出:梳针弧形半径R大于0.60 mm、平顶长b不大于0.075 mm的尺寸临界区,对减少和消除弧形针尖平顶或圆顶有利;改进磨针工艺后的弹性盖板针布棉结、杂质显著降低,梳针弧形针尖的穿刺锋利度有效性延长6个月,为弹性盖板针布产品梳理周期的进一步提高提供了理论依据。
弹性盖板针布;磨针形状;梳理效果;弧形半径;针尖平头;精侧磨;压磨方式
0 引言
弹性盖板针布作为梳棉机的核心梳理器材,其梳针形状和锋利度对降低纺棉生条棉结、杂质起着至关重要的作用[1]。
弹性盖板针布梳针性状主要体现在针尖曲率半径R的一致性及侧磨细度P(针尖下0.5 mm处的厚度)的均匀性;当梳针线径与侧磨细度P(侧磨细度P为0.12 mm~0.17 mm,极差不大于0.03 mm)一定时,梳针针尖的形状及其曲率半径R的大小,集中反映弹性盖板针布的锋利度[2]。
弹性盖板针布的锋利度失效形式为梳针平顶或圆顶,为此,改进弹性盖板针布磨针工艺,通过实验研究其影响梳理效果的因素,以提高和增强弹性盖板针布的使用性能,满足用户需求,是一项亟需解决的课题[3-4]。
1 弹性盖板针布梳针平顶
1.1 纺纱厂反映情况
据纺纱厂反映,出现平顶的弹性盖板针布主要表现为不沾手,针面白点,手感锋利度差。
1.2 实验室抽样检测结果
在基恩仕显微镜放大100倍的条件下,对弹性盖板针布进行抽样检测,发现梳针针尖: 平顶长为81 μm~90 μm的占20%;平顶长为61 μm~80 μm的占70%,其弧形针尖的曲率半径R为0.60 mm~0.65 mm;平顶长为40 μm~60 μm的占10%,其弧形针尖的曲率半径R为0.70 mm~0.85 mm。
1.3 对梳棉质量的影响
调查数据显示,弹性盖板针布平顶对梳棉生条质量影响极大,见表1。
表1弹性盖板针布梳针平顶对梳棉生条质量影响
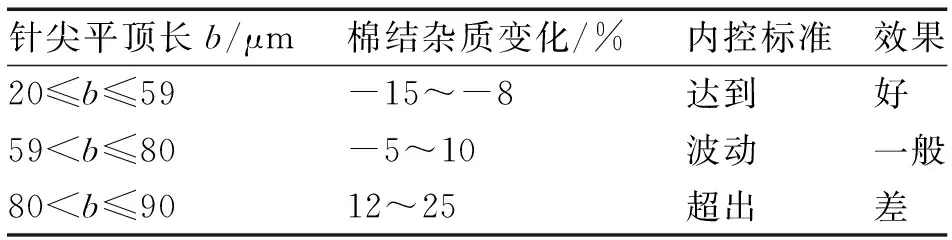
针尖平顶长b/μm棉结杂质变化/%内控标准效果20≤b≤59-15~-8达到好59lt;b≤80-5~10波动一般80lt;b≤9012~25超出差
2 弹性盖板针布弧形针尖磨针出现平顶的机理分析
当梳针的弧形针尖半径R不小于0.70 mm时,针尖平顶长b为0.019 mm~0.021 mm,梳针锋利;当弧形针尖半径R不大于0.62 mm时,针尖平顶长b为0.050 mm~0.090 mm,梳针钝化。弹性盖板针布梳针出现平顶,有经修磨高针(点)的新包卷上机产品,也有使用1 a的产品;有因梳针材料不耐磨导致,也有因制造过程中磨针不当导致。弹性盖板针布磨针后梳针的弧形半径和弧形针尖后角决定弹性盖板针布梳针针尖性状。
2.1 弹性盖板针布磨针模拟试验
2.1.1以相切、相切、半径作圆的压磨方式
相切、相切、半径作圆的压磨方式,见图1和表2。压磨针尖弧与线为切向连接,弧形针尖半径R分别取0.50mm、0.60mm、0.70mm、0.80mm和0.90 mm。当R不大于0.50 mm时,齿尖点A建落在切点P的右下处;当R不小于0.60 mm时,齿尖点A建落在切点P的左下处;当R为0.90 mm时的刀口弧切向下点K,建落齿端深h为0.589 mm处,弧形针尖狭长似镰状。

a) R为0.50 mm b) R为0.60 mm

c) R为0.70 mm d) R为0.80 mm

e) R为0.90 mm
由图1和表2可知:
a) 当压磨弧形针尖半径R由0.50 mm依次增大至0.90 mm时,弧形针尖后角β也由11°逐渐增大至33°,齿尖与弧形下切点愈深,弧形尖角减小变得锋利。
b) 当压磨弧形针尖半径R变化悬殊出现差异Ri时,弹性盖板针布则会产生高低针问题。由表2可以看出,磨针时若同卷弹性盖板针布梳针弧形针尖半径R分别为0.60mm和0.50mm,即Ri为0.10mm时,就会出现针高落差hi=y0.60-y0.50=-0.003 73mm。
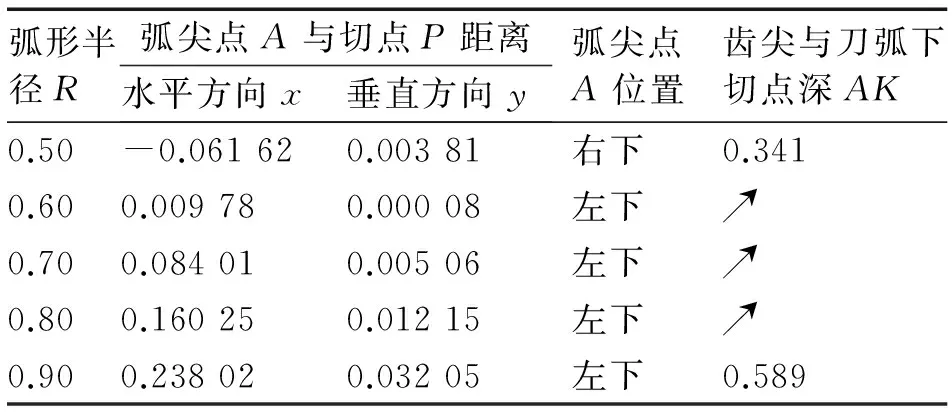
表2 不同弧形半径下相切、相切、半径作圆的压磨方式数据比较 单位:mm
假设因磨针或使用磨损出现梳针平顶或圆顶,当弹性盖板针布削去针尖高度h为0.005 10mm时,则随之压磨的弧形半径R由0.90mm减小为0.50mm,弧形针尖后角β由33°减小为11°,弹性盖板针布平顶长b相应增大。R为0.50mm的压磨弧形平顶长为0.132mm,R为0.60mm则为0.066mm,前者约为后者的2倍,所以0.50mm是最易产生梳针平顶的弧形半径。弧形半径R、弧形针尖后角β与平顶长b的关系,见表3。
表3弧形半径R、弧形针尖后角β与平顶长b的关系
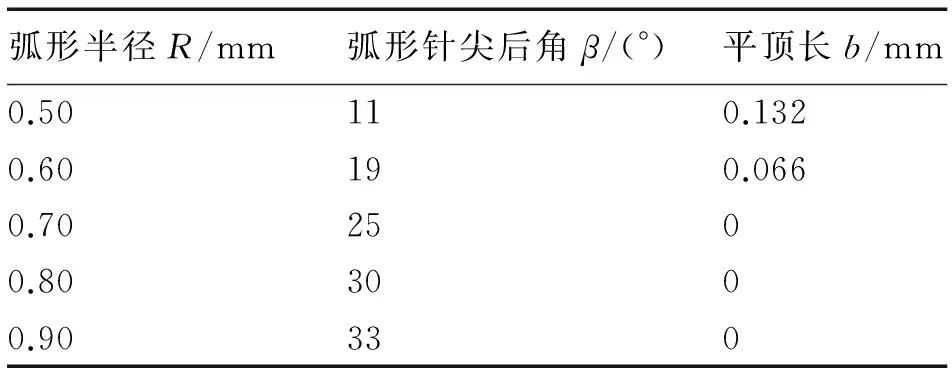
弧形半径R/mm弧形针尖后角β/(°)平顶长b/mm0.50110.1320.60190.0660.702500.803000.90330
2.1.2以起点、终点、半径作弧的压磨方式
起点、终点、半径作弧的压磨方式见图2,压磨弧形与线为交向连接。弧形针尖半径R取0.90 mm、0.80 mm、0.70 mm、0.60 mm和0.50 mm,若弧形针尖压磨始点B建落针端的h0为0.34 mm时,随弧形针尖半径R的减小,弧形针尖后角β也相应变小,弧形针尖粗短呈斧状。
由图2可以看出,当压磨弧形针尖半径R由0.90 mm减小至0.50 mm时,弧形针尖后角β也由33°减小至11°;梳针齿尖角相应增大,使弧形针尖收缩趋向平缓。当磨去针尖高度h为0.01 mm时,随着压磨弧形半径R与弧形针尖后角β的减小,弹性盖板针布平顶长b相应增大。此时,梳针弧形半径R、弧形针尖后角β与刀口平顶长度b的关系参见表4。
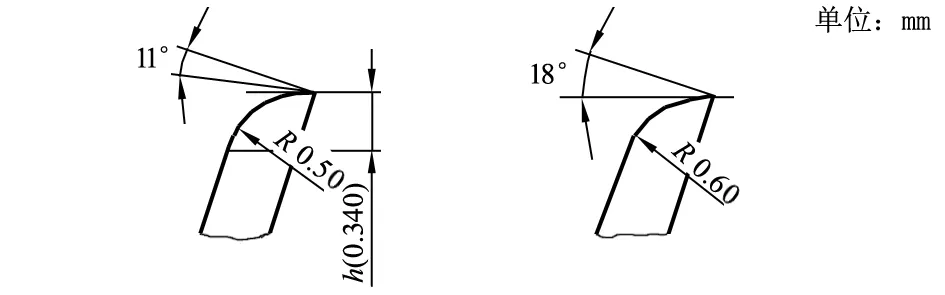
a) R为0.50 mm b) R为0.60 mm
c) R为0.70 mm d) R为0.80 mm e) R为0.90 mm
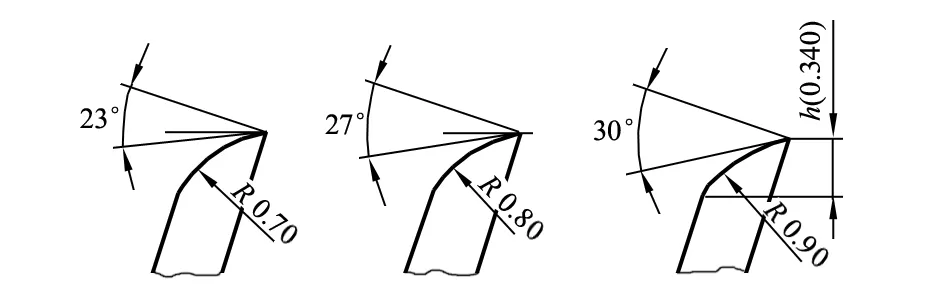
表4弧形半径R、弧形针尖后角β与刀口平顶长b的关系
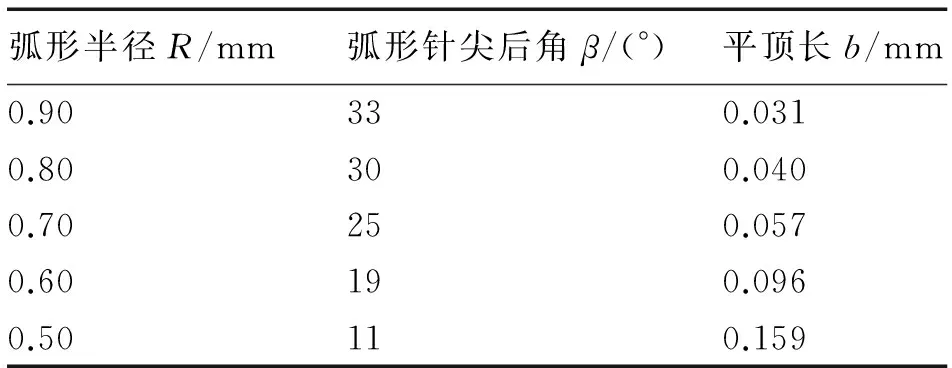
弧形半径R/mm弧形针尖后角β/(°)平顶长b/mm0.90330.0310.80300.0400.70250.0570.60190.0960.50110.159
弹性盖板针布实际磨针的压磨形状很复杂。磨针机在一定的针布线速度下,以一定的压磨角和作用力,及一次进给量使梳针产生弹性变形,进行多边磨削,形成交接的曲率弧形针尖,因此,以起点、终点、半径作弧的压磨方式更接近实际情况。
2.1.3两种压磨方式的弧形针尖差异
两种压磨方式的弧形针尖存在如下差异。
a) 共同点:当Ri不小于0.50 mm时,随着弧形半径R的增大,使得弧形针尖后角β也依次增大,压磨始点K与齿尖角点A的建落齿端深h愈深,弧形尖角减小,出现压磨弧形针尖平顶的程度与频率最低。
b) 不同点:弹性盖板针布磨针弧形半径R相同,但弧形针尖后角β不同,其弧形建落齿端深h也不同;若将弹性盖板针布梳针针尖削去相同高度,针布产生的平顶长b随弧形针尖后角β的减小而增大。当R为0.70 mm且针尖削去高度为0.01 mm,弧形针尖后角β分别为25°和23°时,针尖平顶长b分别为0.057 mm和0.066 mm。
2.2 弹性盖板针布平顶与磨针形状关系
2.2.1弹性盖板针布梳针弧形针尖成形
如图3所示,当平磨转压磨工步,磨削多边n→∞时,则limXn=AR,Xn趋向刀口弧AR;由于受力体梳针的工作角及材料性能变化,在一定的压磨力、一次性进给量下,无法抵消钢针弹性变形量时,将使磨削针尖弧起点K,建落在距离针端深h的不同位置上,从而导致压磨弧形半径R的不一致。

1—平磨;2—压磨n边;3—刀口弧。图3 平磨转压磨工步示意
2.2.2弹性盖板针布梳针弧形针尖与平顶针尖的相互转化
弹性盖板针布梳针弧形针尖与平顶针尖的相互转化如图4所示,设Ri、hi、bi为变量,在弧形半径为R2~Ri时,若h2gt;h1gt;hi…hi→0,则limXh=BR,Xh圆弧趋向弧形针尖平顶放大,相应弧形半径R2gt;R1gt;Ri…Ri→0,弧形针尖平顶长b2lt;b1lt;bi,bi=b则平磨宽b=bR;若h1lt;h2lt;hi,hi→hmax,则limXh=0,Xh圆弧趋向弧形针尖平顶缩小,相应弧形半径R1lt;R2lt;Ri…Ri→Rmax,弧形针尖平顶长b1gt;b2gt;bi…bi=0,则梳针针尖锋利。
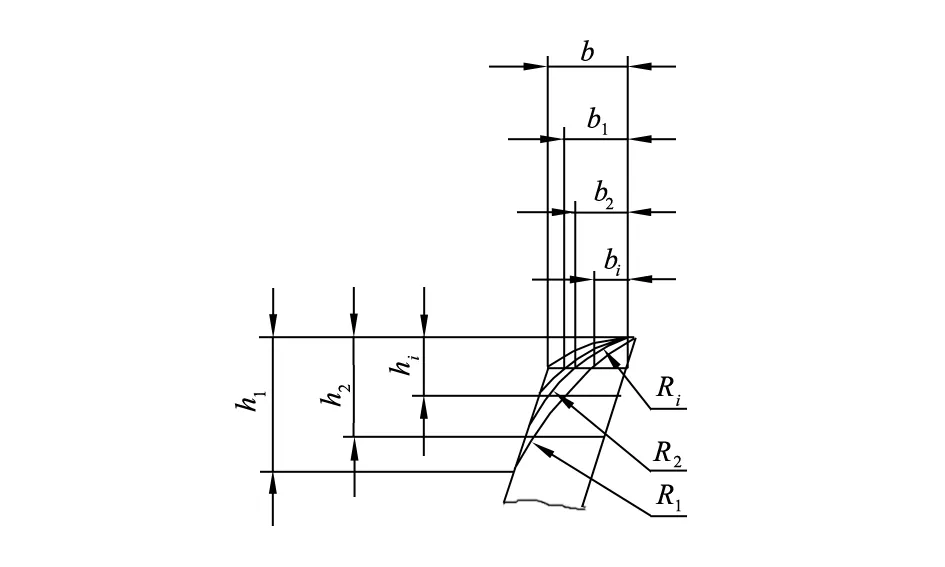
图4 弹性盖板针布梳针弧形针尖与平顶针尖的相互转化
2.2.3弹性盖板针布弧形梳针针尖特征
为了探究何种弹性盖板针布梳针弧形针尖状态符合梳理要求,并持续保证良好稳定的梳理效果,笔者通过模拟压磨方式,结合表1所示的弹性盖板针布平顶对梳棉生条质量影响,建立控制弹性盖板针布压磨弧形针尖平顶长b和曲率半径R的临界尺寸,具体指标见表5。
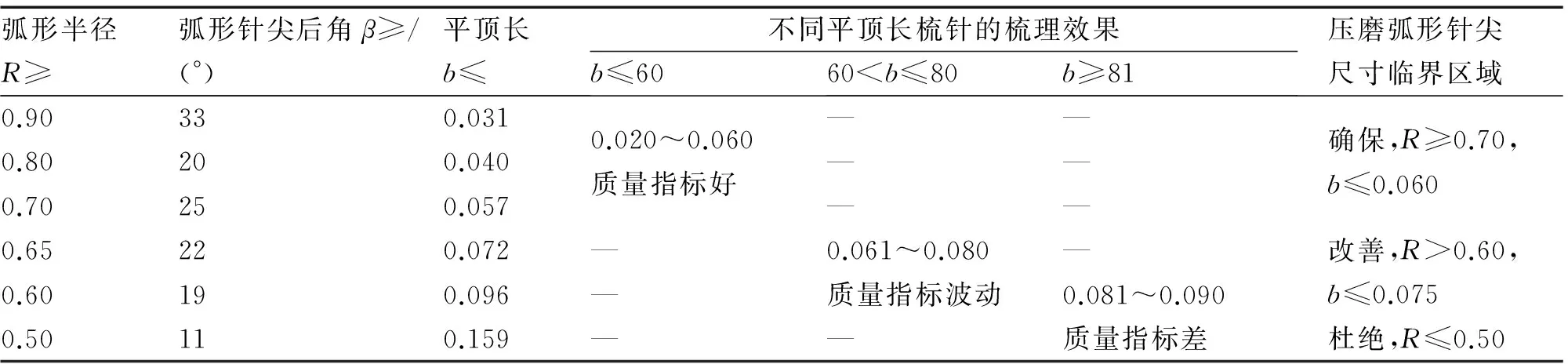
表5 弹性盖板针布压磨弧形针尖平顶长b和曲率半径R的临界尺寸 单位:mm
综上可知,弹性盖板针布磨针的压磨针尖带狭长弧形R,能抑制甚至避免针尖平顶,保证梳针的锋利度及其穿刺分梳、混合和转移的能力。
弹性盖板针布梳针针尖平顶,主要取决于弧形针尖角θ的大小,而齿尖角又与弧形针尖后角β有关,即θ=90°-β,如图5所示。因此,弹性盖板针布达到梳理要求的前提是:磨针时的压磨弧形半径R大于0.60 mm,压磨弧形针尖角θ小于71°。
2.3 弹性盖板针布磨针工艺与压磨弧形针尖状态
2.3.1砂带压磨
砂带压磨梳针的弧形针尖呈狭长状,曲率半径R大,但弧棱有不同程度的磨沟、裂口或缺陷。这是因为:砂带压磨进给量大,压磨辊轮外径小,接触弹性盖板针布的线面小,压力大,相应压强大,易使梳针产生变形,加大弧形半径R的形成,即压磨弧形针尖后角β大,能增大弧长且连续;砂带磨粒分布稀匀,粒径粗大,磨削量大。

图5 弧形针尖角θ与弧形针尖后角β的关系
2.3.2砂轮压磨
砂轮压磨的梳针针尖弧形疑似多边轮廓,曲率半径R明显小,但弧棱磨痕较浅。这是因为:压磨接触弹性盖板针布线面大,压力小,相应压强小,降低了梳针的变形量,梳针针尖的弧形半径R不易形成,若砂轮修磨直线度无法保证,更易造成弧边呈多边形状,即压磨弧形针尖后角β小,且弧形连接有断续感;砂轮磨粒组织较密,粒径细小;辊轮外径为200 mm,进给量小。
2.3.3弹性盖板针布磨针产生平顶或圆顶
图6为磨针过程中,对压磨+精侧磨+精细侧磨(精抛)工艺后的梳针进行检测,显示的梳针针尖形态。经多次对现有磨针工艺进行跟踪发现,弹性盖板针布磨针平顶或圆顶产生于压磨后的精细侧磨工步阶段。

图6 磨针后的梳针针尖形态
3 弹性盖板针布磨针工艺方案设计
3.1 弹性盖板针布磨针工艺
根据对弹性盖板针布磨针工艺每一道工步的梳针状态进行观测比较,笔者着重分析研究压磨后的精细侧磨对弹性盖板针布梳针平顶或圆顶的影响,进行磨针工艺设计与试验。
3.1.1方案1
精侧磨:由针布上膝弯弧处向外,选用侧磨片规格为φ180 mm×1 mm×φ116 mm,粒度为40号;磨头转速为N3r/min,大辊筒转速为(N1~N2)r/min,拖板移动速度—丝杆转速为(C1~C2)r/min。具体工作步骤为:① 插入针布弯膝弧上端,精侧磨深度为0.50 mm~0.80 mm,往复磨削3~4次;② 后退0.10 mm~0.15 mm,控制磨削细度P为0.12 mm~0.17 mm,往复磨削3~4次退出;③ 再次侧磨,向内加至针布接近弯膝,往复磨削2次退出。
精细侧磨(精抛):选精磨片规格为φ180 mm×1 mm,粒度为80号;磨头转速为N4r/min,大辊筒转速为(N1~N2)r/min,拖板移动速度—丝杆转速为C3r/min。侧磨片深入并且接近于梳针弯膝,往复磨削4~5次,控制磨削细度P可达0.12 mm~0.17 mm。
最后,在20倍投影仪或体氏显微镜中观测梳针针尖状态,必要时采用显微镜测量。
3.1.2方案2
精侧磨:由距离针布针尖2/3处向外,选用侧磨片为φ180 mm×1 mm×φ116 mm,粒度为40号;磨头转速N3r/min,拖板移动速度为C3r/min。具体工作步骤为:① 精侧磨深入距离针尖为0 mm~0.50 mm,往复磨削4次;② 后退0.10 mm~0.15 mm,磨削呈薄尖状;③ 向内进至弯膝处,往复磨削4~5次;④ 后退0.10 mm~0.15 mm,往复磨削3~4次,可以根据磨针的锥形状态,将精磨时间调整为6 min~8 min退出。
精细侧磨(精抛):选精磨片规格为φ180 mm×1 mm,粒度为80号。精磨片深入并且接近弯膝,往复精抛光4~5次,控制磨削细度P为0.12 mm~0.17 mm。
最后,在20倍投影仪或体氏显微镜中观测梳针针尖状态,必要时采用显微镜测量。
3.1.3方案3
精侧磨:由针布下膝弯膝弧处向外,选用侧磨片规格为φ180 mm×1 mm×φ116 mm,粒度为40号;磨头转速N3r/min,拖板移动速度—丝杆转速为C4r/min。具体工步为:① 精侧磨片至弯膝处往复磨削3~4次;② 后退1.00 mm~1.50 mm,往复磨削3~4次;③ 后退0.50 mm~1.00 mm,往复磨削3~4次;④ 后退0.50 mm~1.00 mm,往复磨削3~4次,根据磨削锥形的状态,控制精磨时间为6 min~8 min退出。
精细侧磨(精抛):选精磨片规格为φ180 mm×1 mm×φ116 mm,粒度为80号;磨头转速为N4r/min,拖板移动速度—丝杆转速为C3r/min。精磨片接近弯膝,往复精抛光4~5次,控制磨削细度P为0.12 mm~0.17 mm。
最后,在20倍投影仪或体氏显微镜中观测针尖状态,必要时采用显微镜测量。
3.1.4方案4
压磨放在精侧磨后进行,主要磨针工艺流程:精侧磨→压磨→精细侧磨→刷光。
3.2 试验比较
3.2.1采用方案3磨针工艺,进行砂带压磨与砂轮压磨试验。观测两种梳针弧形针尖,发现均能控制梳针针尖平顶长b小于0.050 mm,与原弧形梳针针尖平顶长b小于0.060 mm 相比,减小了10%,达标率上升至92%。
3.2.2弹性盖板针布磨针后梳针弧形针尖形状对比,如图7所示。

a) 磨针工艺改进前的针尖平头 b) 磨针工艺改进后消除平头的针尖形状
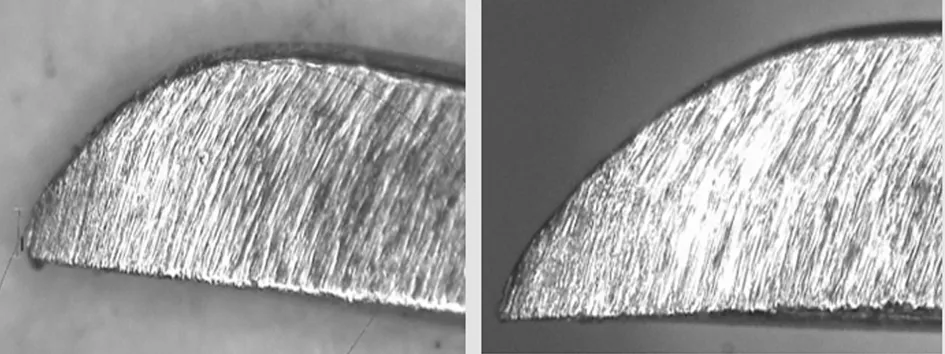
c) 磨针工艺改进前的轻微圆头 d) 磨针工艺改进后消除圆头的针尖形状
3.2.3最终选取方案3,作为控制和减小弹性盖板针布梳针针尖平顶的磨针试行工艺。
4 改变磨针工艺后弹性盖板针布使用实践
弹性盖板针布磨针工艺改进后,梳针的针尖弧形改善,为验证其梳理效果,笔者首选在能够反映梳棉生条或成纱质量变化的棉纺厂试验。
4.1 试验1
改进磨针工艺后的弹性盖板针布,在多家企业分别纺新疆棉、美棉、印度棉(包含机采棉及回用棉),其梳棉质量测试数据见表6。
4.2 试验2
两种不同型号弹性盖板针布,在福州D棉纺厂生产纤维素纤维/粘胶11.7 tex品种,台时产量为43 kg/h的成纱质量测试数据见表7。
磨针工艺改进后的弹性盖板针布,经对其上机至12个月的使用和纺棉质量指标检测统计,指标达到用户内控标准,满足用户要求。
5 结语
通过分析弹性盖板针布磨针机理以及实验抽样检测,研究弹性盖板针布梳针压磨弧形半径R与弧形针尖平顶长b的关系,得出控制R大于0.60 mm、b不大于0.075 mm的尺寸临界区,对减少和消除弧形针尖平顶或圆顶有利。
表6梳棉质量测试数据(均值)

棉纺企业针布型号原棉品级纱线品种/tex台时产量/(kg·h-1)梳棉生条/(粒·g-1)棉结结杂减少棉结/%河南AMCBH404~5C97.2~27.8707513015湖北BMCH52-A3CJ18.2~14.640425918安徽CMCH552~3CJ9.7~7.325395321
表7 两种弹性盖板针布成纱质量对比

针布型号条干CV/%细节粗节棉结个·km-1条干CVmax/%条干CVmin/%CVb/%MCH4315.3367.2567.00196.0016.5216.354.05TOP15.3064.2578.75249.7516.2914.224.41
设计新的弹性盖板磨针工艺,并将其产品在不同纤维、不同厂家进行跟踪实践,结果发现棉结、杂质显著降低(降低15%以上),梳针弧形针尖的穿刺锋利度有效性延长6个月,为弹性盖板针布产品梳理周期的进一步提高提供了理论依据。
[1] FZ/T 90052-2004 弹性针布术语和定义[S].
[2] 姜立新.新型纺棉弹性盖板针布研试[J].纺织器材,2016,43(1):23-26.
[3] 姜立新.MCBH型盖板针布的研制与使用[J].纺织器材,2013,40(4):17-20.
[4] 姜立新,尹冬冬.浅析尖劈形针尖弹性盖板针布针高控制[J].纺织器材,2010,37(4):5-8.
InfluenceoftheWireProfileoftheFilletFlatClothingonCardingEffect
JIANG Lixin
(Geron Card Clothing(Jiangsu)Co.,Ltd.,Nantong 226009,China)
To avoid flattened or dome top of the wire of the fillet flat clothing for better fabrication and carding quality,analysis is done to the causes resulting in flattened top of wires of the fillet flat clothing on carding sliver.The radius and the flattened arc length are fixed for circular formation according to the tangent and radius,and the arc formation according to the starting point,the end point and the radius.Comparison analysis is done to the two grinding methods regarding wire arc radius,the back angle of the wire arc relative to the length of the flat top of the wire,and the range of the arc radius and the length of the flat top is fixed.Four kinds of schemes grinding fillet clothing wire are optimized and trial production is done with the fillet flat clothing after the improvement of the grinding process in different factories with varieties of fibers.It is pointed out that when the critical area is formed with the arc radiusRof more than 0.6 mm,and flat top lengthbless than 0.075 mm,is helpful eliminating the flattened or domed top of wires.When the grinding process is improved for the fillet flat clothing,neps and impurities drop markedly.The effectiveness of wire piercing ability extends for another six months,providing a theoretical basis for further improving the fillet flat clothing product.
fillet flat clothing;wire profile;carding effect;arc radius;wire tip;fine side grinding;grinding method
TS103.82+1
B
1001-9634(2017)06-0001-06
2017-03-05
姜立新(1960—),男,江苏海门人,高级工程师,主要从事纺织器材的设计与工艺研究。
猜你喜欢
计量学报(2022年11期)2022-12-20
计量学报(2022年4期)2022-05-26
宁波大学学报(理工版)(2021年6期)2021-11-19
红蜻蜓·低年级(2021年9期)2021-11-05
骨科(2021年3期)2021-06-05
电子制作(2019年14期)2019-08-20
少儿美术(快乐历史地理)(2018年10期)2019-01-29
少年文艺·开心阅读作文(2017年7期)2017-08-05
电脑知识与技术(2016年34期)2017-04-15
中华骨与关节外科杂志(2016年3期)2016-05-17