联轴器同心度校正分析及调整方法
2018-01-02 10:31郭建茂广盛
科学与财富 2018年31期
郭建 茂广盛
摘 要:离心泵作为油田上常用于原油输送的动力机械设备之一,尤其是在联合处理站中被称为"心脏",可见它的重要性。在生产中为使机泵能安全有效平稳的运行,延长其使用寿命。因此泵机组在安装和维修过程中,一项非常重要的工作就是联轴器同心度的校正,本文通过联轴器在生产中可能遇到的几种情况进行分析,结合现场找出正确的测量方法,将机泵同心度调整在规定范围内。
关键词:联轴器;同心度;校正
通常情况下,泵轴与电机是通过联轴器连接的,联轴器作为一种常见的传动结构形式,被广泛应用于各类机械设备中。机泵联轴器主要分为两大类:一是刚性联轴器,是一种无补偿能力的联轴器。二是挠性联轴器,是具有补偿能力的,能吸收振动,缓和冲击力的一种联轴器。因此目前油田上常用的是挠性联轴器为多。联轴器在安装时必须精确地找正、对中,也就是我们平常所说的测机泵的同心度,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等,因此如何提高和保障两个半联轴器的同心度的精确性,是提高机泵安装维修至关重要的环节。
1.联轴器同心度偏移的几种情况
在现场实际工作中,机泵经过运转一段时间,达到一定时间后要进行保养检查和维修,最后一道工序就是电机和机泵中泵联轴器同心度的较正。一般有以下四种情况: (1)两半联轴器是处于平行又同心的正确位置,既两轴线位于一条直线上。 (2)两半联轴器端面同心,但不平行。(3)两半联轴器端面平行,但不同心。(4)两半联轴器端面既不平行,又不同心。
因此,通过上述图显示,后面三种情况都不符合机泵安装要求,这就需要进行调整机泵同心度。
2.联轴器校正同心度的测量方法
联轴器校正,主要测量其径向(圆面)间隙和轴向(端面)间隙,根据测量所用工具不同,在工作现场中其常用方法主要有两种。
2.1用直尺和塞尺法
(1)拆卸联轴器上所有的连接螺丝,并在联轴器两圆面上分别画一个标记,分上、下、左、右四个垂直等分。(2)测量径向偏差:用150mm钢板尺立着靠在较高的联轴器的外径平面上(一般情况下只有泵这一头的联轴器的较高),另一联轴器外径平面和直尺平面之间出现的间隙,用塞尺测出其间隙的值,即为两联轴器的径向偏差;用同样的方法测出左、右间隙值,即为左、右径向偏差。(3)测量端面偏差:用塞尺测量出两联轴器的上开口、下开口;左开口、右开口尺寸,将所测得数值相减,即上开口尺寸减下开口尺寸,所得差值为两联轴器上下端面偏差,如果差值为正说明上开口大,如果差值为负说明下开口大;左开口尺寸减右开口尺寸,所得差值为两联轴器左右端面偏差,如果差值为正说明左开口大,如果差值为负说明左开口小。
2.2百分表测量法
(1)将电机和泵联轴器用两条螺丝对称连接起来,轻轻紧固。(2)将联轴器直径方向分为0°、90°、180°、270°四个垂直等分。(在电机端盖上用石笔做好记号)(3)将专用找正表架,固定在泵联轴器的脖颈处,同时装上两块百分表,一块百分表测量触点与电机联轴器径向面垂直接触,并下压2mm左右,另一块百分表测量触点与电机联器轴向端面垂直接触,压入量为2mm左右,并将两块百分表大针调到0位,轻轻抽动百分表抽杆,按机泵运转方向转动一圈,百分表指针归零。 (4)按机泵运转方向转动联轴器,在记录表上分别记下四个方向的径向值和轴向值,注意百分表大针旋转方向,以确定正负值;指针顺时旋转读正值,逆时旋转读负值。(可看小表指针,增大读正值,减小读负值)。
径向偏差:用0°值+180°值所得值为联轴器上、下径向偏差,值为正说明电机比泵低,值为负说明电机比泵高。用90°值+270°值所得值为联轴器的左、右径向偏差,值为正说明电机向90°右偏,值为负说明电机向270°左偏。
端面偏差:用0°值+180°值所得值为联轴器上、下轴向端面偏差,值为正说明下开口大,值为负说明下开口小。用90°值+270°值所得值为联轴轴器左、右轴向端面偏差,值为正说明90°右面开口大,值为负说明右面270°开口小。
3.机泵同心度校正的计算
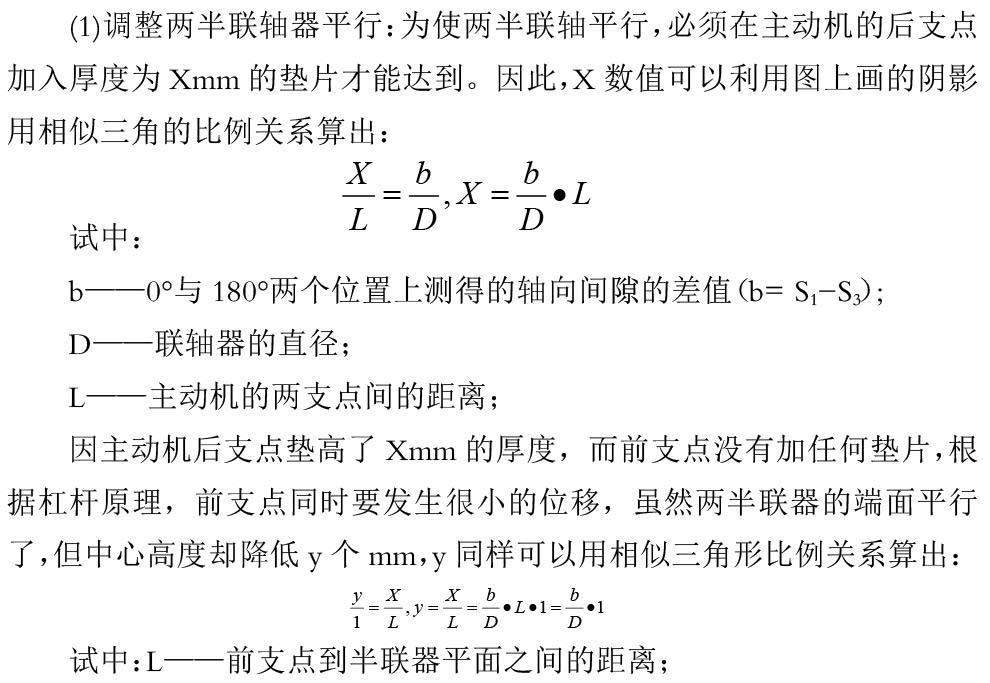
(1)调整两半联轴器平行:为使两半联轴平行,必须在主动机的后支点加入厚度为Xmm的垫片才能达到。因此,X数值可以利用图上画的阴影用相似三角的比例关系算出:
因主动机后支点垫高了Xmm的厚度,而前支点没有加任何垫片,根据杠杆原理,前支点同时要发生很小的位移,虽然两半联器的端面平行了,但中心高度却降低y个mm,y同样可以用相似三角形比例关系算出:
(2)、调整两半联轴器同心:两个半联器端面平行后,就可以调整两个半联器同心了,根据所测径向值,来计算出主动机应该加或减去若干垫片的厚度。
4.联轴器同心度的校正
(1)根据用直尺或百分表测量出来的联轴器上下径向偏差值计算出做为垫子的厚度,加在或减在电机或泵的四个底脚上,再根据所测量出来的联轴器轴向端面偏差决定在电机或泵的前底脚多加或减垫片。
(2)校对联轴器左右径向和左右轴向端面偏差时用铜棒敲击电机或泵底脚的左右和前后,边敲边用用直尺或百分表进行测量,直到达到标准要求为止。
(3)将电机或泵的四个底脚螺丝对角初紧固好,再用直尺或百分表法进行径向和端面偏差的測量,如果误差不大,可用先紧前脚或先紧后脚螺丝的方法进行微调,如果误差大可再用上述加减垫片的方法进行校对,直到达到标准要求为止。
5.联轴器校正注意事项
(1)在调整联轴器之前先要调整好两联轴器端面之间的间隙,间隙应大于轴的轴向窜动量。
(2)在调整时,一般先调整轴向偏差,使两半联轴器端面平行,然后调整径向偏差,使两半联轴器同心。
(3)直尺和塞尺法一般适用于不需要精确校正中心的机泵;百分表法适用于需要精确校正中心高速旋转的机泵。
猜你喜欢
潍坊学院学报(2021年2期)2021-07-22
江苏安全生产(2021年5期)2021-07-16
中国医学影像学杂志(2018年9期)2018-10-17
数学物理学报(2017年6期)2018-01-22
摄影之友(影像视觉)(2017年10期)2017-11-07
摄影之友(影像视觉)(2017年1期)2017-07-18
设备管理与维修(2016年7期)2016-04-23
新疆钢铁(2015年3期)2015-11-08
汽车科技(2015年1期)2015-02-28
振动、测试与诊断(2014年4期)2014-03-01