
螺旋管的一种简易弯制方法
2018-01-24 03:26王中武杨林
金属加工(热加工) 2018年1期
■ 王中武,杨林
盘管式加热器中的螺旋管是该类设备中的重要部件。对该类螺旋管的制作,如果采用专用螺旋管弯管机弯制是非常方便的,且质量也很容易得到保证。本文以实例的方式介绍一种在普通拉拔式平面弯管机上弯制螺旋管的方法,可在没有专用螺旋管弯管机时采用。
1. 待弯螺旋管简介
某盘管式加热器中的螺旋管如图1所示。该螺旋管的管子规格为φ108mm×7mm,材质为06Cr25Ni20,共有11层,层与层之间在环向均匀加焊材质为06Cr25Ni20,规格为φ89mm×5mm支撑管。图1中未示出进出口弯管结构,仅示出了四层管。
我公司没有专用的螺旋管弯管机,只有一台最大可弯制φ159mm×14mm管子的普通拉拔式平面弯管机。该弯管机可弯角度范围为0°~180°,模具最大旋转角度为180°。通过修改弯管模结构,并采取合适的弯制工艺,成功制作了该螺旋管。
2. 弯管模设计
设计的弯管模如图2所示。模具直径设计成850mm是考虑了冷弯后的回弹量,即回弹后能符合产品尺寸要求。模具轮缘槽形中C—C剖视图所示部分是为了方便螺旋成形及脱模。模具的其它结构尺寸则按与所用弯管机装配相吻合设计,图中未注其他详细结构和尺寸。
3. 弯制工艺
弯制过程见图3中a至h,具体要求:
(1)按图3a方式安装弯管模及装夹好待弯管子,起动弯管机,按顺时针方向弯制30°到图3b状态。
(2)卸下已弯了30°的管子,再拆下弯管模并旋转180°安装在弯管机上,按管头略向上的方式装夹好已弯了30°的管子(见图3c),起动弯管机,按顺时针方向弯制100°到图3d状态。
(3)拆除夹块,导向轮退回,模具逆时针方向旋转100°复位(管子不动,让弯好的那部分管子靠在图2C—C剖视图所示部位。),再顶紧导向轮。此时在管头处套上钢丝绳,用桥式起重机向上拉,使已弯好部分管子形成螺旋形。再装好夹块夹紧管子(见图3e),按顺时针方向弯制100°到图3f状态。
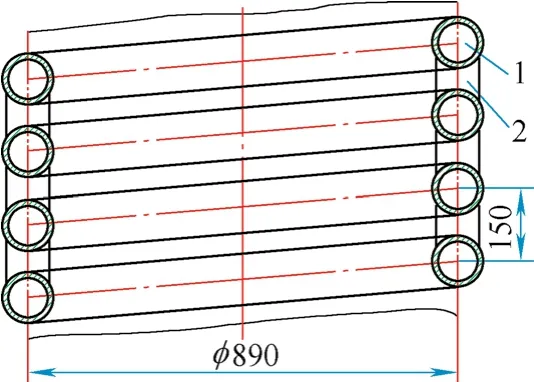
图1 螺旋管结构
(4)重复上步到图3h状态即完成近一圈螺旋管弯制。多次重复上步可实现螺旋管的“连续”弯制,直至全部弯完。图4为实际弯制过程的照片。
说明:图3a、图3b中的夹块为直夹块,图3c至h中的夹块为弧形夹块。直夹块设计很简单,弧形夹块则应根据产品弧度及所用弯管机的结构尺寸放样确定具体尺寸,才能确保工件夹牢。
上述弯制过程中第(3)步向上拉制螺旋的距离应根据产品螺距及所弯角度确定,尽量保证合适,以减少校形的工作量。
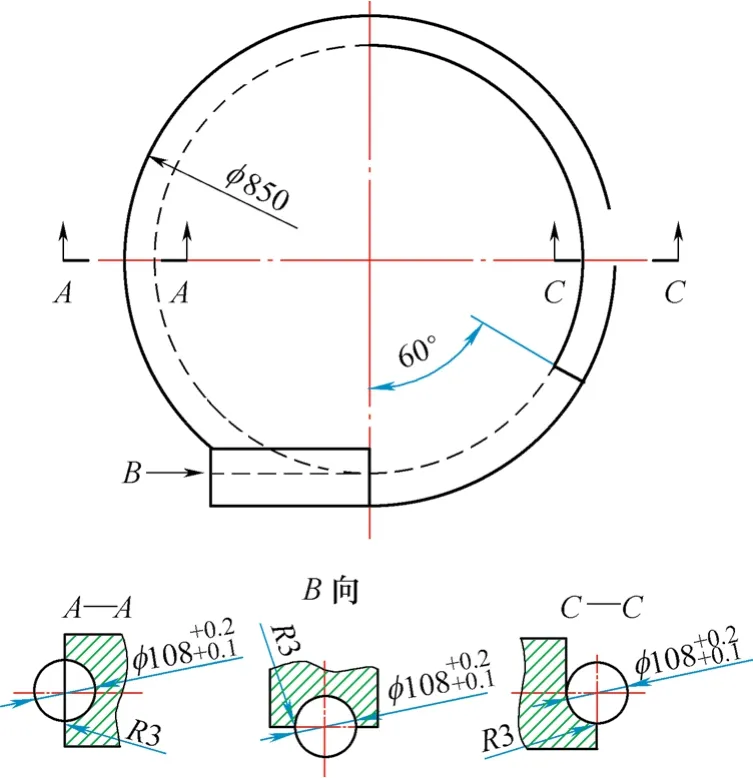
图2 弯管模

图3 弯制过程示意1. 弯管模 2. 待弯管子 3. 直夹块 4. 导向轮 5. 弧形夹块

图4 弯制过程照片
4. 结语
按本文所述方法弯制的螺旋管,略作校形后即可装焊支撑管而形成产品。按此方法所制作的螺旋管,形状尺寸均符合要求,取得了成功,对其他类似螺旋管制作可起参考作用。
猜你喜欢
液压与气动(2022年6期)2022-06-18
核科学与工程(2021年4期)2022-01-12
作文周刊·小学一年级版(2021年36期)2021-01-14
中学生天地(A版)(2018年12期)2018-12-24
广东第二课堂·小学(2017年9期)2017-09-28
民间故事选刊·上(2017年5期)2017-05-17
小天使·二年级语数英综合(2015年4期)2015-04-20
舰船科学技术(2015年8期)2015-02-27
幼儿智力世界(2014年5期)2014-06-18
中国海上油气(2010年1期)2010-09-08
