
关于焊接式航空发动机整流器加工工艺的研究
2018-01-25 10:44蓝祥川
电子测试 2017年24期
蓝祥川
(贵州航天天马机电科技有限公司,贵州遵义,563000)
0 引言
由于整流器属于航空发动机压气机静子的一个重要组成部件,那么制造精度往往会对压气机工作效率与性能造成直接影响,如今加工整流器主要的有三种方式:第一种方式通过单个叶片直接安装或者在静子机匣点焊得到;第二种方式则是整体加工成形;第三种方式就是通过单个静子叶片焊接成形。整流器加工在设计大型航空发动机结构都是选取之前两种方式。大型航空发动机往往具备较好的相邻叶片空间敞开性、直径大等优势,并且也比较容易加工制造。根据分析小型发动机,那么具备较差空间敞开性、紧密排列各个叶片、较小的整流器直径,特别困难整体加工,往往小型发动机压气机整流器则是真空钎焊成型。本文则是深入研究焊接式航空发动机整流器加工工艺。
1 整流器工艺
图1显示的据说某型号发动机整流器的三维模型。其材质为马氏体不锈钢。那么这一整流器叶片有着比较大的弯扭,刀具则是比较差可达性,借助整体加工仅仅只是选取2毫米直径铣刀,刀具长径比大与刚度差,这也就存在着特别低的加工效率。通过对零件加工公益性考虑,为此这一整流器静子叶片则是单件加工,基于此真空钎焊接成整环。等到焊接完毕,这一整流器你流道根本不会实施机械加工,通过焊接保证精度,整流器主要则是在七级表面精度安装,通过机械加工保证整流器。
2 加工工艺分析
按照整流器静子叶片加工精度、焊接要求、结构特点等,设计出以下的加工工艺方案:单个静子叶片加工,点焊拼装,真空钎焊叶片,磨基准,车内外止口,内孔喷石墨涂层,车涂层,铣定位槽,切分,去毛刺与清洗。从相关实践结果下回,这一方案行之有效。
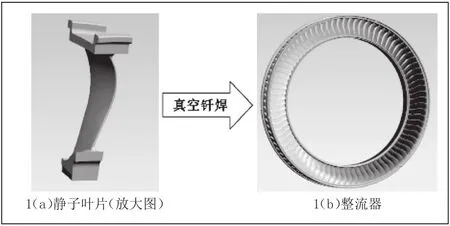
图1 某型号发动机整流器三维模型图
2.1 单个叶片加工
加工单个静子叶片过程中,必须加工叶片的叶型、内流道、内外环钎焊结合面,还留有1毫米加工余量。单个叶片余量分布则可以通过图2进行显示。
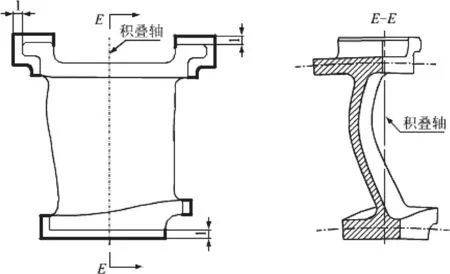
图2 单个叶片余量分布图
2.2 组装与修配叶片
组装单个叶片加工之后,为后续真空钎焊提供方便。按照整流器叶片结构特征,组装叶片工装不但将可靠定位叶片拼装夹满足,还能够有效预防拼装叶片环节出现过定位,相应的组装工装能够通过图3进行显示。
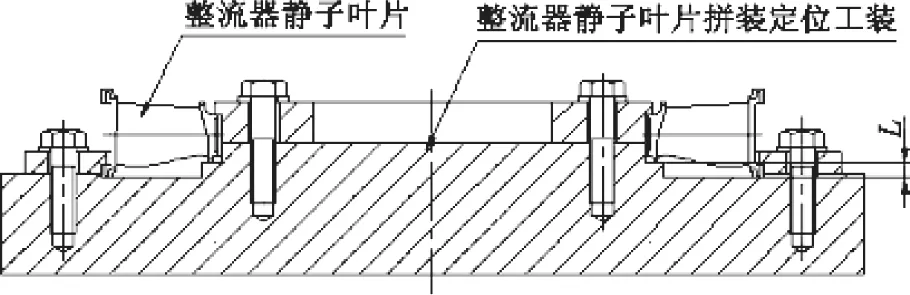
图3 整流器静子叶片组装工装图
除此之外,整流器静子叶片钎焊接头和轴向定位面尚未出现直角分布,要想工装夹具汇总叶片有着准确位置,应该按照缘板角度制作角向定位块,角向定位工装使用可以通过图4进行显示。
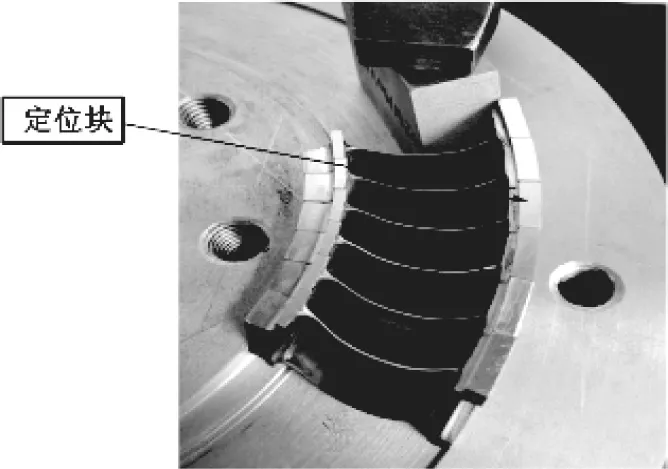
图4 角向定位工装使用图
2.3 点焊与修配叶片
整流器页面属于单件加工成型,那么加工叶片则是存在比较差一致性,组装修配必须按照实际状况,叶片的拼装过程中,率先将所有叶片试装,通过试装结果分析之后实施修配。完成修配之后,在叶片缘板之间加塞铜皮,使得拼装接头间隙均匀性提升。完成拼装叶片之后,借助氩弧焊点焊方式固定叶片,为后续叶片真空钎焊提供方便。
2.4 后续机械加工
等到完成钎焊,那么率先通过磨削加工基准面, 基于此在车床上把内外精车加工到最终此次,车削必须对进刀量控制,预防刀具断刀伤及叶片。完成车削之后实施喷涂涂层、车涂层、铣定位槽、切分等工序,切分过程中沿着焊缝,在焊缝和零件端面存在一定角度,应该专用工装,压紧零件,预防另加切断掉落被钼丝刮伤,最终形成的零件可以通过图5进行显示。
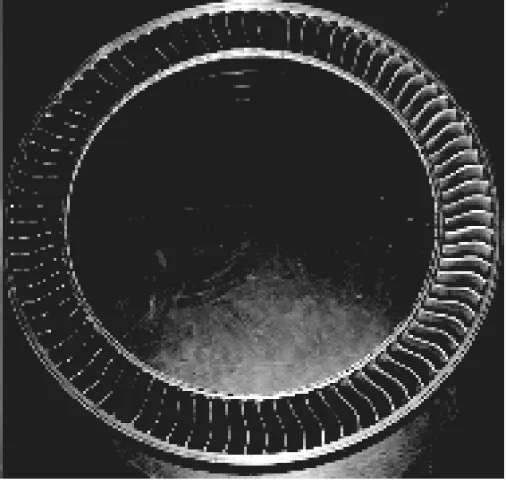
图5 整流器零件实物图
3 结束语
本文尝试着研究焊接式航空发动机整流器加工工艺,通过黑工艺线路的拟定,探讨单个叶片加工、组装与修配叶片和真空钎焊叶片等工艺,加工出合格零件。设计出的叶片拼装定位工装,可靠精确定位,将叶片钎焊之后流道错位量有效控制,以便能够与设计要求相符,将整流器焊接质量提升,借助合理的组装与修配叶片方法,使得拼装叶片的效率与质量有效提升。
[1]王福东,陆明,徐知方,张为民.焊接式航空发动机整流器加工工艺研究[J].新技术新工艺,2017,(07):1-3.
[2]陈亚琴,皮克松.激光切割加工整流器内外环叶形孔的工艺[J].金属加工(热加工),2012,(06):25-28.
[3]万利,李舜酩,金业壮.某型发动机压气机第1级整流叶片疲劳试验研究[J]. 航空发动机,2008,(03):15-17.
猜你喜欢
科学家(2021年24期)2021-04-25
航空发动机(2020年3期)2020-07-24
河北画报(2020年22期)2020-07-12
作文周刊·高一版(2020年39期)2020-01-27
保健与生活(2019年22期)2019-11-25
制造技术与机床(2017年3期)2017-06-23
通信电源技术(2016年4期)2016-04-04
焊接(2016年3期)2016-02-27
电源技术(2015年1期)2015-08-22
焊接(2015年10期)2015-07-18
