
玻璃钢排烟筒的质量影响因素及制作控制要点
2018-02-05 02:34刘会平苏琪李鹏张炀苏蕙
综合智慧能源 2018年1期
刘会平,苏琪,李鹏,张炀,苏蕙
(北京大唐恒通机械输送技术有限公司,北京 100097)
1 玻璃钢排烟筒质量控制的重要性
玻璃钢的主要原材料为树脂基体和增强纤维及织物。玻璃钢排烟筒采用热固性树脂作为基体,热固性树脂的特性是固化后不溶不熔[1],因此,玻璃钢制品一旦在制造过程中产生了缺陷,便会影响其构件的最终品质,无法通过后期的检查得到改善。近年来,国内采用玻璃钢排烟筒的项目越来越多,玻璃钢烟囱内筒已成为国内新建火电厂烟囱防腐方案的主要选择。截至2016年年底,直径≥5 m、高度≥150 m的玻璃钢排烟筒项目中,已完成项目有31个(内筒数目是39根),在建项目有10个,拟建项目有15个。因此,玻璃钢烟囱内筒的质量将直接决定国内各燃煤电厂脱硫系统是否能长期无间断运行。
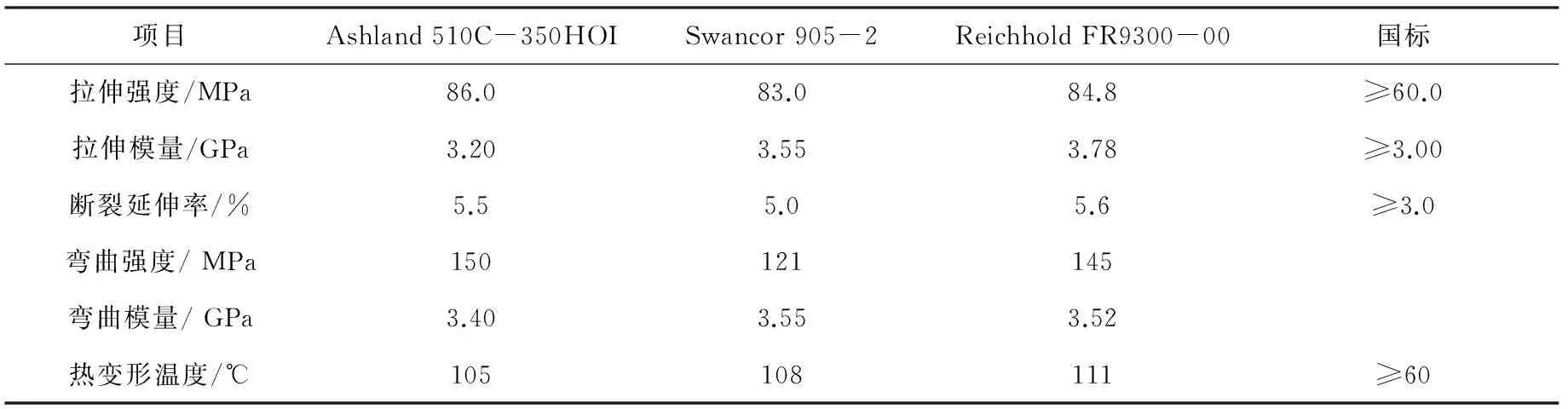
表1 3种树脂凝胶体的主要性能
2 玻璃钢排烟筒的质量影响因素
玻璃钢制品的最终性能影响因素繁多,主要包括原材料树脂和纤维的选择、进厂检验及存储、工艺设计、制品的质量控制等。
2.1 原材料的选择
2.1.1 树脂基体
玻璃钢排烟筒应用于湿法烟气脱硫烟囱中,其化学环境为强腐蚀等级[2],需满足自立或悬吊支撑所需的机械性能,还要保证30年使用寿命,这对玻璃钢的功能性和结构性都提出了严苛的要求。树脂基体是保障玻璃钢耐腐蚀性能的基础,耐腐蚀工业用树脂基体主要有6大类:邻苯型聚酯、间苯型聚酯、双酚A聚酯、氯茵酸型聚酯、呋喃树脂和乙烯基树脂。相比其他类树脂,乙烯基树脂具有耐酸、碱和有机溶剂的特性,同时还具有更好的物理特性和抗冲击性能[3],是玻璃钢排烟筒的理想选择。
1977年美国建造了第1个玻璃钢排烟筒[4],当时使用的就是乙烯基树脂。随着玻璃钢排烟筒的应用,火电厂发生了几起由于施工导致玻璃钢排烟筒以外的材料着火[5],玻璃钢排烟筒被烧毁的事故。该类事故促使电厂业主、电力设计院及玻璃钢厂商选择的树脂基体必须是难燃材料。目前国内玻璃钢排烟筒的树脂主要选用亚什兰(Ashland)公司的510C-350HOI树脂或上纬(Swancor)公司的Swancor 905-2树脂等性能类同的树脂。列举3种树脂的主要性能,见表1。从表1可见,3种树脂都满足国标的要求,也均有国内应用案例。
2.1.2 增强纤维及织物
玻璃钢的比强度、拉伸强度、弹性模量、抗冲击强度等很多性能都与增强材料有关,增强材料的质量更是直接影响玻璃钢产品的性能和质量。玻璃钢排烟筒选用ECR玻璃纤维,ECR玻璃纤维是改进的无硼无碱玻璃纤维,具有良好的电气绝缘性、机械性能和耐腐蚀性能,综合性能优于E-玻璃纤维和C-玻璃纤维。根据武汉理工大学的相关试验[6],ECR玻璃纤维具有优异的耐腐蚀性能,是火电厂湿烟囱用玻璃钢排烟筒的最佳选择。国内玻璃钢排烟筒项目的增强材料主要选择欧文斯科宁公司或重庆国际复合材料公司的ECR系列纤维及织物。同时,为了改善玻璃纤维和树脂基体的加工工艺,提高两者的界面相容性,纤维材料及织物的浸润剂也非常重要。

图1 湿法缠绕成型工艺流程
2.2 原材料的进厂检验及存储
2.2.1 进厂检验
所有原材料进厂前需要进行进厂检验。由专职的质量负责人查验产品的合格证及货物批次等相关信息;玻璃纤维及织物要进行含水率、碱金属氧化物含量、可燃物含量、单位面积质量、经纬纱线密度、拉伸断裂强度和断裂伸长等检测;树脂要进行有效存储期限、黏度、固体含量、酸值检测,同时还要进行树脂浇注体的机械性能、氧指数、热变形温度等一系列测试,检验合格方能入库。
2.2.2 安全存储
作者在多个电厂的生产现场发现,树脂露天存放,玻璃纤维或单向布包装打开后直接存放在生产车间地面上,受潮且布满灰尘,这都会影响制品的最终品质。制造商必须严格按照原材料厂家推荐的存储要求进行存储。
2.3 合理的设计
2.3.1 玻璃钢排烟筒的设计
玻璃钢区别于其他材料的特别之处在于它是各向异性或正交各向异性材料[7],这使得其具有更加灵活的可设计性,设计也就更加复杂和重要。玻璃钢排烟筒设计的核心是如何在满足各方面性能的同时具有最好的工艺性能和经济性。
玻璃钢排烟筒的支撑方式主要有自立式、悬挂式和部分自立/悬挂式。经计算,玻璃钢排烟筒的拉伸许用应力要大于压缩许用应力,因此一般不会采用全程自立式。玻璃钢排烟筒的壁厚采用不等厚设计,并优化玻璃钢的铺层设计,能充分发挥复合材料的可设计特性[8]。
玻璃钢排烟筒的具体铺层设计应符合GB/T 30811—2014《燃煤电厂用玻璃纤维增强塑料烟囱内筒》、ASTM D5364—2014《燃煤电厂玻璃纤维增强塑料烟囱内筒的设计、制造及安装标准导则》的各项具体规定和要求。
2.3.2 过渡区域的设计
玻璃钢制品的过渡区域,如对接接口、牛腿、防风圈、加强筋等,需要保证至少6∶1的坡度,以避免应力集中。
2.4 制造过程的质量控制要点
2.4.1 玻璃钢排烟筒的制造工艺
玻璃钢排烟筒的制造工艺主要为湿法缠绕成型工艺和手糊成型工艺。缠绕成型又分为立式缠绕和卧式缠绕两种。立式缠绕适用于特大直径产品,卧式缠绕相对适用于直径较小产品。660~1 000 MW容量机组的玻璃钢排烟筒,既可以选择立式缠绕也可选择卧式缠绕。只要制作设备满足要求,操作人员具有制作经验,能正确操作及控制,立式与卧式缠绕均能生产满足要求的玻璃钢排烟筒。
湿法缠绕成型工艺流程如图1所示。
2.4.2 玻璃钢排烟筒的工艺控制要点
(1)保证纤维铺设的顺序和数量与设计完全一致。缠绕纤维的带宽、喷射纤维的面密度、单向布的搭接宽度等是控制的重点。
(2)合理的凝胶时间。既要保证足够的浸润和操作时间,又要避免凝胶时间过长而导致胶液流落,应根据生产制作的温度等环境因素及时调整胶液配比。
(3)保证纤维完全浸润。缠绕过程中张力应呈递减的趋势,即最内层采用相对最大的张力,中间层张力略减小,最外层张力再略减小。只有完全浸润的复合材料才是一个整体,才能发挥复合材料的特点。
(4)采用经验丰富的手糊成型操作人员。手糊成型主要是指对接连接接口、法兰、积液收集装置、防雨帽等的成型。这些操作对操作人员经验的依赖性很大,工艺控制的要点为对接面的打磨及清洁合理、接口过渡平缓、单次成型的厚度适宜、制作完成后保证其完全固化。
(5)及时有效地辊压气泡。采用不同类型及尺寸的压辊,及时有效地进行辊压,不仅能赶出气泡,还有助于纤维的浸润。
保证纤维充分浸润是实际生产中常常被操作人员忽略的,玻璃钢的中间层在完成制作后是肉眼不可见的,产品缺陷会给运行带来极大隐患。
2.4.3 质量控制重点
玻璃钢排烟筒的质量没有办法通过下一步的检查来提高层合板的完整性,因此,施工前应进行操作人员的工艺培训,明确质量控制的关键点。玻璃钢排烟筒质量控制重点如下。
(1)玻璃钢排烟筒的管段采用缠绕工艺,主要控制点包括:缠绕设备控制精准、平稳;模具表面光滑、平整;原材料按照设计要求采购、存放且在保质期内;胶液的配置、环境的温湿度均满足要求;缠绕过程完全浸润,无架空、干纱等缺陷;纤维及织物的缠绕角完全按照设计要求,织物的搭接合理;制作过程中的凝胶时间控制合理。
(2)玻璃钢排烟筒的防雨帽、积液收集槽、法兰、对接连接接口等采用手糊成型工艺,主要控制点包括:模具良好、操作环境温湿度有保证、材料敷设方法正确、操作人员经验丰富、固化和后固化时间充分。
3 玻璃钢施工现场常见问题
我国玻璃钢的制作并没有统一的国家标准或行业标准,也没有完善的监管评价体系,国内各厂家对玻璃钢烟囱的制作主要依靠经验,具有较大的随意性。很多操作人员没有经过正规的操作培训,也没有玻璃钢知识的基础,有的甚至认为将纤维缠绕到芯模上,将树脂喷射到纤维或织物上就能制作出性能合格的制品。实际上,原材料本身性能不达标或工艺操作不严格,都将产生诸如夹杂、气泡等缺陷,很大程度影响制品的性能。
(1)随意制作玻璃钢排烟筒壁的内衬层、结构层及外保护层的厚度。内衬层的主要作用是防腐蚀、防渗漏,内衬层不满足要求势必会影响其使用寿命。内衬层的厚度要求是不低于2.5 mm,树脂含量不低于92%,而实际产品的内衬层厚度往往达不到2.5 mm。
(2)对结构层制作过程中出现的纱线结节、单向布接头处折痕等不做处理,只在整体制作完成后打磨外表面的凸起,如图2所示。结节与折痕处必将出现缠绕的纱线和单向布架空情况,而后期打磨只是解决美观问题,这将为制品的最终性能带来隐患。

图2 纤维起毛导致后续结构层纱线架空
(3)忽视制作过程中出现的干纱情况,如图3所示。

图3 中间部分纤维未完全浸润
(4)靠网格布“勒”来排除气泡,导致内壁出现密集的大气泡,如图4所示。

图4 内壁出现密集的大气泡
4 结束语
影响玻璃钢排烟筒质量的因素繁多,只有深刻认识质量控制的重要性,合理设计、完善工艺程序、实时进行质量管控,才能制作出合格的玻璃钢制品,发挥玻璃钢这种各向异性材料设计的灵活性。
[1]何曼君.高分子物理[M].上海:复旦大学出版社,2007.
[2]黄元平,黄治娟,彭儒.浅谈火电厂烟气排放及湿烟囱的防腐措施[J].华北电力技术,2016(5): 60-65.
[3]骆少逵,顾明华.耐腐蚀玻璃钢的制造[J].热固性树脂,2000,15(1): 19-22.
[4]杨小兵,马申,田树桐,等.玻璃钢在燃煤电厂烟囱中的应用研究[J].武汉大学学报(工学版),2008(S1):211-216.
[5]陈学玉,黄惠嘉.国内某套筒式烟囱玻璃钢内筒火灾事故的教训[J].特种结构,2014,31(4): 120-122.
[6]王继辉.复合材料烟囱材料实验研究报告[R].武汉:武汉理工大学,2011.
[7]刘雄亚,谢怀勤.复合材料工艺及设备[M].武汉:武汉工业大学出版社,1997.
[8]刘会平,苏琪,李鹏,等.湿烟囱玻璃钢排烟筒的壁厚和铺层设计优化[J].武汉大学学报,2016,49(S1):485-489.
猜你喜欢
哈哈画报(2022年8期)2022-11-23
汽车实用技术(2022年5期)2022-04-02
建材发展导向(2021年10期)2021-07-16
煤气与热力(2021年3期)2021-06-09
科学与财富(2021年35期)2021-05-10
中国酿造(2019年9期)2019-10-08
浙江工业大学学报(2017年5期)2018-01-22
制造技术与机床(2017年5期)2018-01-19
小学阅读指南·低年级版(2016年1期)2016-09-10
中国卫生标准管理(2015年24期)2016-01-14
