
球杆仪对数控机床精度检测分析
2018-02-08 09:21赵艳妮
价值工程 2018年6期
赵艳妮
摘要: 数控机床是一种高精度工业加工母机,为了保证数控机床的高精度,需要使用检测仪器进行精度检测与校正,本文讲述使用雷尼绍球杆仪对数控机床的精度检测及结果分析。
Abstract: CNC machine is a kind of high precision industrial processing tools. In order to ensure the high precision CNC machine tools, it needs to use the instrument of detection for precision detection and correction. This paper describes the use of Renishaw ballbar on CNC machine tool accuracy testing and results analysis.
关键词: 球杆仪;数控机床;精度检测;分析
Key words: Renishaw ballbar;CNC machine tool;precision detection;analysis
中图分类号:TG659 文献标识码:A 文章编号:1006-4311(2018)06-0158-02
0 引言
现代数控机床发展强调高转速、高进给率及具有高精密的切削加工,但常常由于机床制造间隙及使用过程中的一些问题会引起精度上的误差,因此我们在机床使用过程中我们常常就要用到球杆仪对数控机床精度进行检测。球杆仪能快速、方便、经济地评价和诊断数控机床动态精度,适用于各种数控机床和立卧式加工中心等。本文将对球杆仪对数控机床检测过程中经常出现的误差进行分析并提出解决方案。
1 反向间隙-负值(机器误差)
1.1 案例介绍
图1所示, 有沿某轴线开始向图形中心内凹的台阶,随着机器进给率的变化,并不会影响负值反向间隙的大小。本图中只在Y轴上显示有负值反向间隙。
按反向间隙-正值所述同一方法进行各种类型的反向间隙。并且,依据已知的负值可快速的获取负值反向间隙。例如:台阶大小 (μm)
本例中,在Y轴正负两个方向都存在大小一致为-14.2μm的负值反向间隙或失动量。在这种情况下,机器上负值反向间隙会受到一定影响,具体的外在表现形式为圆弧插补的刀具轨迹将出现一向内凹的跳跃。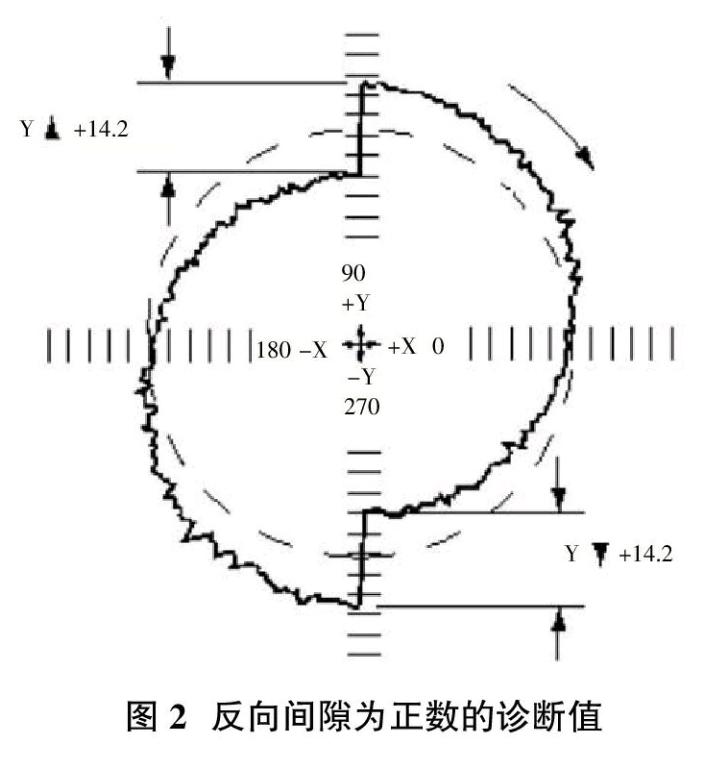
1.2 原因分析
①機器的导轨中可能存在间隙,使得机器一旦被驱动换向,就在运动中跳跃。②若机器的原有反向间隙不符合标准,应对其进行一定补偿,若反向间隙补偿的数值过大,就会造成具有正值反向间隙问题的机器出现负值反向间隙。③若编码器存在迟滞现象,机器会受到不利影响。
1.3 解决方案
①检查数控系统反向间隙补偿参数设置是否存在异常;②更换已经出现磨损的机器零件;③检查是否存在编码器迟滞现象,并观察机器是否因此受到不利影响;④参见正值反向间隙或不等值反向间隙。
2 反向间隙-正值(机器误差)
2.1 案例介绍
图2所示,沿某轴线开始有一个沿图形中心外凸的台阶或数个台阶,随着机器进给率的变化,并不会影响负值反向间隙的大小。在本图中,只在Y轴上显示有正值反向间隙。
X轴及Y轴的反向间隙按下述格式进行:反向间隙(μm)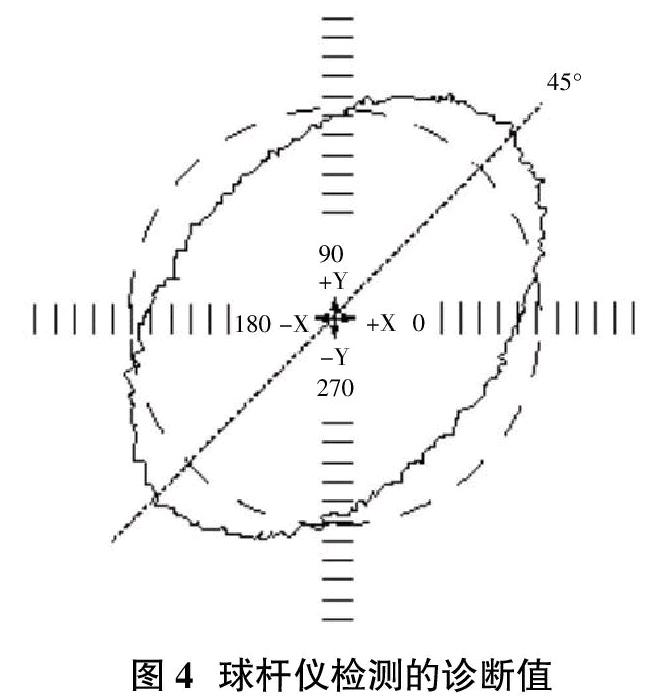
在本案例中,Y轴正负轴双方向都存在正值反向间隙或失动量,且两者大小一致,都为-14.2 μm。正值反向间隙显示量化结果为正值,对应其它类型的反向间隙。在这种形势下,在机器上正值反向间隙的影响为圆弧插补的刀具轨迹将出现一短平台。
2.2 原因分析
①若机器的驱动系统中存在间隙,可能是由于滚珠螺杆端部浮动或驱动螺帽磨损造成的;
②若机器在被驱动换向时出现运动的停顿,可能会造成机器的导轨中存在间隙;
③结合反向间隙-不等值,若出现螺杆扭转问题,可能是由于滚珠螺杆预紧力过大带来的过度应力造成的。
2.3 解决方案
①通过更换磨损的机器零件将机器导轨的间隙去除;
②若需要对机器中存在的反向间隙进行补偿,可采取数控系统反向间隙补偿参数来设置;
③FANUC系统可使用参数1851对反向间隙进行
补偿。
3 反向间隙-不等值(机器误差)
3.1 案例介绍
图3表现出在某轴上双向不等大小的反向间隙,或在具备反向间隙补偿功能的机器上的某轴上双向甚至出现相反符号的反向间隙。在本图中仅在Y轴上显示有不等值反向间隙。
各种反向间隙均如正值反向间隙所述以相同方式,在同一轴的正负方向可能出现很大的数值差,或在同一轴的正负方向出现正值和负值反向间隙。
3.2 原因分析
由于滚珠螺杆中过大扭曲而引起反向间隙的影响,它相对该轴滚珠螺杆驱动端的不同位置而引起不等值反向间隙类型的图形。可以在具有反向间隙补偿的机器上将该差异调整均化,导致在该轴出现相对台阶。该扭曲可能由于螺杆磨损、螺帽损坏及导轨磨损,这种类型的反向间隙若出现在立轴运动测试中,多半可能为平衡的影响。这样对加工带来的影响是,在轴的不同部位,机器加工零件的误差幅度有所不同。endprint
3.3 解决方案
①将作用在机器的所有反向间隙补偿值去除,让机器的问题彻底的暴露出来。
②若机器的滚珠螺杆或导轨存在磨损问题,应对其进行维修或更换。
③若在测试中发现不等值反向间隙图,问题的关键可能就在平衡零件,应针对此采取有效应对措施。
4 机床X-Y轴的垂直度(机器误差)
4.1 案例介绍
如图4所示具有椭圆或花生形状,沿45度或135度对角拉伸变形,在顺时针和逆时针方向测试时轴的拉伸方向相同。拉伸量不受进给率的影响。参见伺服不匹配。
垂直度误差按下述格式进行:垂直度 25.3 μm/m。
该值表示在测试平面内两轴间小于90度的夹角。该值表示垂直度误差,理论上两轴应相互完全垂直。若两轴正向夹角小于90度,垂直度误差为负值;若两轴正向夹角大于90度,垂直度误差为正值。在这些情形下得到的图形如图4所示,诊断软件显示的垂直度值为 q。垂直度误差对机器加工工件的影响是会使其表面间不垂直。
4.2 原因分析
①垂直度误差是指在机器测试部位机器的X轴和Y轴相互间不为90度,两轴有局部弯曲或机器轴整体未调直。②某些部位不直,可能是由于机器轴刚性不够造成的;③机器在运动时在轴中有一定间隙,可能是由于机器导轨过度磨损造成的。
4.3 解决方案
①在機器的各部位重复测试,分析垂直度误差对机器造成的影响是局部的还是整台,若误差只影响到了局部,在加工时尽量选择未受影响的部位即可。②若误差影响到了整台机器,应重新调整机器轴,必要的情况下还需要更换磨损零件。
5 结语
随着数控机床使用,各机械部件会损耗,精度会下降,为了保证机床加工精度,使用球杆仪对其精度进行检测,并通过参数补偿或机械备件更换予以修复。
参考文献:
[1]陈乡亮.FANUC控制器高速高精度轮廓切削控制参数调整[J].机械工业,2006,2:19-21.
[2]曹利波.利用激光干涉仪对机床定位精度的快速检测[J]. 红外与激光工程,2008,32:201-203.
[3]商鹏.基于球杆仪的高速五轴数控机床综合误差建模与检测方法[D].天津大学,2008.endprint
猜你喜欢
民用飞机设计与研究(2020年4期)2021-01-21
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年18期)2018-11-14
电子制作(2018年10期)2018-08-04
精密制造与自动化(2018年1期)2018-04-12
电子制作(2017年20期)2017-04-26
山东工业技术(2016年15期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
中国中医药现代远程教育(2014年11期)2014-08-08
