一种无人值守自动送料机的设计
2018-02-20 01:34邹耀伟
装备制造技术 2018年11期
马 群,黄 辉 ,邹耀伟
(江西冶金职业技术学院,江西 新余338015)
0 前言
负极活性材料—石墨烯在电子通讯、交通运输等领域应用广泛,具有巨大的经济效益和发展前景。某企业在生产该材料时,所得产品的输送过程仍采用人工操作,物料经常堵塞,生产效率低,且存在一定的安全隐患。针对以上问题,企业提出技改方案,要求设计一套由PLC控制的全程自动送料装置,并希望通过GSM控制器实现无人值守功能,达到降低生产成本的目的。为此,本文首先对设备的各零件模型进行了虚拟装配,确定了自动送料机的机械结构;电气动控制采用了PLC、电磁阀、GSM手机监控系统等,实现了送料机装料、行走、出料等过程的自动化及在线监控,最终设计了一台无人值守自动送料机,应用于生产后,成功解决了企业生产中存在的一个难题。
1 机械结构部分设计
无人值守送料机的机械传动机构如图1所示,主要由螺旋输送结构和送料小车两大部分构成。螺旋输送结构由减速电机、链轮、螺旋叶片、链条等零件组成。它的工作过程是下面的减速电机先启动,带动链轮旋转,从而带动螺旋叶片轴旋转,螺旋叶片推动料往上扬升,到达一定高度落入副螺旋机构料的进料口,主螺旋输送出料口与副螺旋输送进料口用法兰盘相对用螺栓连接。副螺旋机构通过螺旋叶片二次传送把料送入到加热炉腔体内,垂直落料从而避免堵塞现象。
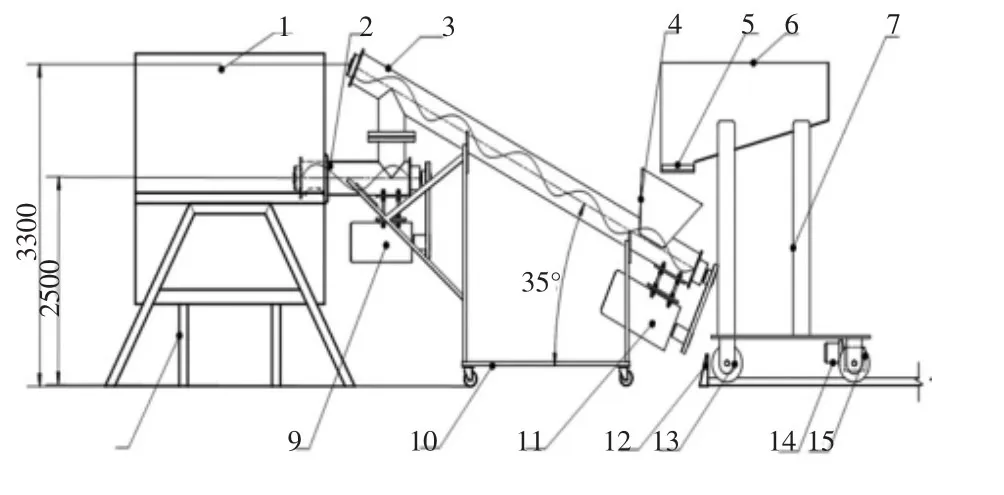
图1 产品整体结构图
送料小车在钢轨道上来回移动,主要由固定板、料斗、固定桁架、驱动电机、涡轮蜗杆减速器及滑轮等零部件组成。驱动电机启动后,通过涡轮蜗杆副带动滑轮滚动;送料小车桁架上装有两个光电接近开关,当小车行程到达出料口和进料口两个极限位时停止移动。送料小车装料斗内有光电传感器,可以判断料斗内是否有料,从而控制螺旋送料机的电机开启。料斗下部的出料口上还装有电磁阀控制开关,出料时电磁阀开启,进料时电磁阀关闭,内部采用涡轮蜗杆机构传动改变出料开口的大小,偏转角度为0~100°.从而利用PLC编程可实现对送料小车装料、移动和落料过程进行自动控制,实现了无人值守功能。
无人值守送料机逻辑运动过程如下:
送料小车在远端限位开关处停止,料斗装入料,到达一定时间后停止装料,料斗驱动电机启动,带动料斗移动到这个螺旋输送机构进料口正上方,接触到极限开关后,小车停止运动,料斗最下方的出料阀门开启,料落入到螺旋输送机送料口。此时,螺旋输送机主、副电机启动,出料阀门打开进行传料过程。当落料完毕后,出料阀门逐渐关闭,停一段时间,螺旋输送机主、副电机关闭,完成一次送料过程。料斗小车电机再启动,带动料斗车回到原位。
2 电气动控制部分设计
2.1 电气动控制系统组成
实现自动送料的电气控制系统包括可编程控制器(PLC)、GSM手机监控系统、控制面板、光电传感器、电磁阀、驱动电机、变频器、继电器等。
PLC输入端主要采集气缸到位信号、步进电机纵横向限位信号、启停按钮等信号,输出端采用脉冲加方向的方式控制步进电机的位移及方向,通过周期性的采集现场信号并进行数据处理,发出控制指令。考虑到PLC在故障判断、人机对话等方面存在一定缺陷[1],故在系统中还专门配置了GSM手机监控系统以实现送料过程的在线监控。该系统控制的思路为:用户首先利用手机发出相关命令短信息,GSM模块将控制指令传输到单片机;单片机分析处理后继续把结果传输到继电器模块对应的I/O口,并控制I/O口状态以及改变输入端数据。监控部分控制思路为:首先,利用光电传感器检测判断料斗内是否有料,并将信号传输给单片机,单片机进行相应处理后将警戒信号发送至使用者手机[2]。
2.2 电机选型
对螺旋送料机进行虚拟装配后,确定了螺旋送料机的安装方式,再利用螺旋输送机所需轴功率计算公式(P=KQ(ω0L+H)/367)可确定螺旋输送机功率,从而根据计算结果对电机进行选型[3]。经计算,主螺旋输送机电机选定为BWY型脚板式卧装专用电动机直联型,即单级摆线针轮减速器,型号BWYB3-35-2.2;副螺旋输送机电机选定为BWY型脚板式卧装专用电动机直联型,型号BWY-B2-59-1.1;送料小车选定驱动电机型号为NMRV075,功率为750 W,驱动电机接线图如图2所示。

图2 驱动电机接线图
2.3 PLC选型
根据生产实际情况需要,应选择具有稳定性高、抗干扰能力强、维修方便、编程简单等优势可编程控制器(PLC)[4-6],为此,综合考虑,选择西门子的S7-200系列:CPU226(6ES7 216-2AD26-0XB0);CPU226用户程序存储器有4096字、用户数据存储器2560字,数字输入点32个,数字输出点16个;内部电路具有光隔离功能,能保护模块。响应时间最大延迟4.5 ms,16点固态(MOSFET)输出,输出电压20.4~28.8 VDC,输出电流0.75 A.此外,该型号PLC结构性能优势明显,在相对恶劣的运行条件下,仍可以保持长期运行稳定,从而保证送料过程运行的参数维持在合适的范围值内[7]。
2.4 PLC I/O口及其软元件分配
根据本控制系统的产品动作要求,对系统的数字量输入、数字量输出、模拟量输入进行端口分配,制定了PLC的I/O地址分配表,结果如表1所示。

表1 PLC的I/O地址分配表
根据I/O地址分配表对部分设备与PLC进行连线,由于送料等运行装置所需要的电流较大,而PLC输出或输入的电流相比很小,为了在能够正常驱动相关设备的基础上,同时保护PLC的输出或输入触点,使用中间继电器和PLC的输出端子相连,对输出的信号进行转换,对PLC起到保护作用,减少因触点接触不良造成的故障,确保PLC具有可靠稳定工作的状态[8]。所设计控制系统的PLC电气接线图,结果如图3所示。
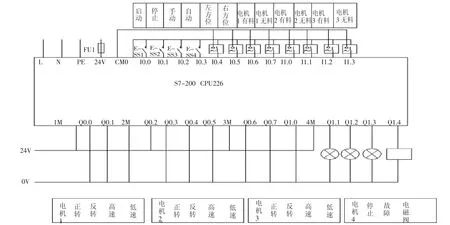
图3 PLC电气接线图
2.5 PLC控制程序设计
首先需要对PLC控制系统运行的程序进行编写,PLC控制系通电后,再利用编写的程序设定基本控制参数,使送料装置按照设计的工艺流程进行工作。设定的控制程序如图4所示。

图4 PLC控制程序
2.6 控制面板显示设计
控制面板可用于实现对整个螺旋输送结构和送料小车的启动、停止、急停等基本控制功能。送料小车装料斗内有光电传感器,可以判断料斗内是否有料,从而控制螺旋送料机的电机开启。料斗下部的出料口上还装有电磁阀控制开关,电磁阀开关控制送料下车进料或出料。为方便用户的使用和操作,确保送料机实现参数的实时显示与远程监控功能,设计了如图5所示的控制面板,而产品运行过程信号灯情况如表2所示。

图5 控制面板

表2 产品运行过程信号灯情况
3 实际应用情况
该自动送料装置产品实体造型如图6所示,其实际生产应用表明:设计的主、副两个螺旋传动机构成功解决了解决物料的堵塞问题,同时由于分别采用了PLC和GSM手机监控系统的全程控制,实现无人值守自动送料及远程控制的功能,该装置完全取代了传统的人工送料,岗位工人的数量及工作强度都大幅降低,仅人工成本就每年可为企业节省30万元,在生产过程中产品的输送量由每小时1~2 t增加到3 t左右,效率明显增高。该自动送料装置投入使用半年多时间,系统运行稳定,界面操作方便,生产自动化程度得到有效提升。

图6 产品实体造型图
4 结束语
具有主、副两个螺旋传动机构螺旋输送机,利用垂直落料的方式解决物料的堵塞问题;电气动控制采用了PLC、光电传感器、电磁阀、GSM手机监控系统等,确保实现送料机的装料、行走、出料等过程自动化及在线监控的功能。该产品在企业试车成功后,一直运行稳定,未出现任何问题,大幅提高了企业的生产效率,降低了企业员工劳动强度,节约了工人成本,满足了企业的需求。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
橡塑技术与装备(2022年12期)2022-12-12
橡塑技术与装备(2022年7期)2022-07-06
科海故事博览·下旬刊(2022年4期)2022-05-07
科学家(2022年3期)2022-04-11
化工管理(2021年23期)2021-08-25
食用菌(2020年6期)2020-12-21
中国特种设备安全(2019年7期)2019-09-10
电脑爱好者(2018年18期)2018-11-05
进出口经理人(2017年3期)2017-06-09