
矿用高强度紧凑链立环热挤压成形的工艺研究
2018-02-20 06:27卢坤宁
现代制造技术与装备 2018年12期
卢坤宁 张 展
(西安重装澄合煤矿机械有限公司,渭南715300)
1 紧凑链立环概述
传统圆环链原材料为圆棒料,截面为圆形,且面积相等,两个环“十字”连接,两环接触点为线接触,接触面小,抗磨损能力差,在重型刮板输送机上应用寿命短。为适应刮板输送机高功率要求,提升圆环链破断负荷能力及寿命时间成为当前链环研究的主要趋势。在特定条件下,要想有效提高矿用圆环链力学性能、增加输送能力以及提高使用寿命,可以对链条尺寸和几何形状进行优化设计,紧凑链应运而生。紧凑链是一个以焊接圆环链为平环,锻造链环为立环,两环交错相接形成的链条。立环相对于圆环来说,外宽较小,直臂部位截面具有4个圆角矩形,顶部圆弧部截面积为圆形,按照相关规定,紧凑链立环零件如图1所示。
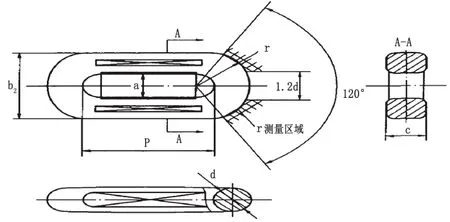
图1 紧凑链立环结构
圆环链相对立环具有以下优点:
(1)外宽小,可降低中部槽高低的尺寸,在同规格的中部槽上可使用大一个规格的紧凑链,能有效提高刮板输送机的运输能力;
(2)直臂部与中部槽接触面为面接触,耐磨性提高,如图2所示
(3)采用热挤压工艺,平环与立环采用同一个牌号材料,金属纤维走向相同,机械性能相同,整条紧凑链相对于锻造立环寿命更长。
目前多数厂家开始锻造成形立环,本文所研究的立环热挤压成形工艺,是将两种工艺进行对比、结合的最终设计工艺。
2 紧凑链机械性能及立环的几何尺寸
2.1 紧凑链机械性能
根据《矿用高强度圆环链》(GB/T12718-2009)、《矿用高强度紧凑链》(MT/T929-2004)规定,紧凑链机械性能应符合《矿用高强度圆环链》(GB/T12718-2009)中5.7的规定,如表1所示。

图2 紧凑链立环连接形式

表1 紧凑链机械性能
2.2 紧凑链立环几何尺寸
根据《矿用高强度紧凑链》(MT/T929-2004)规定,紧凑链立环几何尺寸如表2所示。
以Φ34mm×126mm为例进行几何尺寸相较,相关参数如表3所示。
两种链条的外宽相比,紧凑链立环的外宽为97mm,圆环链外宽为109mm。
3 紧凑链的工况分析
3.1 紧凑链(圆环链)服役基本条件
(1)承受传动拉力;
(2)由脉动负荷产生的疲劳;
(3)链条磨损,主要有链环与链环之间、链环与链轮之间、链环与中板和槽帮之间产生摩擦和磨损;
(4)链条腐蚀,由井下煤粉、岩粉及潮湿和酸性介质产生的腐蚀。
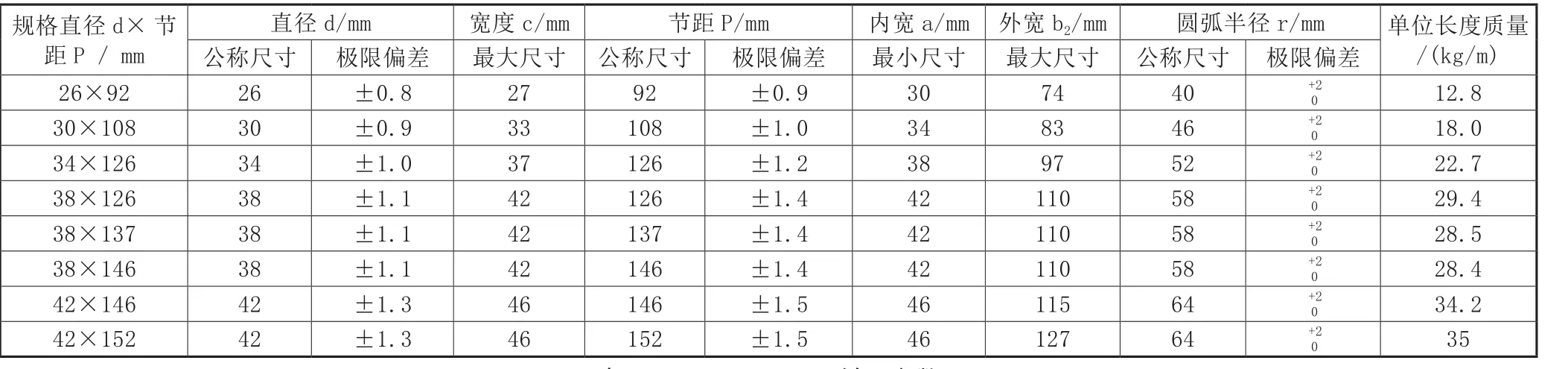
表2 紧凑链立环几何尺寸

表3 Φ34mm×126mm链环参数
3.2 紧凑链断链主要形式
(1)链条动负荷超过链条最小破断负荷,造成断链;
(2)动载荷产生的疲劳断链。
3.3 紧凑链防失效要求
(1)在相同材料和截面下,要有较高的承载力;
(2)在具有较大的破断负荷时,有较高的延伸率;
(3)一定的负荷下,塑性变形要小,保证良好的啮合;
(4)具有较高的韧性和抗冲击能力;
(5)有较高的疲劳强度。
3.4 立环锻造工艺简述
立环锻造现多采用锺上模锻工艺方法,制坯材料长度大于其直径。一般的材料利用率不大于60%。
3.4.1 立环锻造工艺流程
立环锻造工艺流程如下:下料→加热→制坯→锻造→冲内刺→冲外刺→修磨→去氧化皮,这只是立环单环工艺,制成半成品立环的几何尺寸与编制后平环尺寸相同,半成品立环与棒料在紧凑链编链机上进行编制→抛丸→圆环焊接→一次拉伸→热处理 二次拉伸→抛丸→浸柒可完成紧凑链的生产。
作为平环的圆环链使用材料为23MnNiMoCr54,这种材料最早为德国生产,近几年国内也开始生产出这种型号材料,最具代表性的生产厂家是江苏江阴兴澄特种钢铁有限公司,虽然材料牌号相同,但由于冶金技术不同,国产材料与进口材料综合性能还有一定的差距。特别是锻造立环所有的制坯材料,多采用Φ60mm以上规格材料,这个规格多数厂家铸造技术还不稳定,材料价格相对较高,现在很多厂家采用35CrMo或30CrMnTi这两种型号材料。平环所用的材料为23MnNiMoCr54,将30CrMnTi与23MnNiMoCr54材料化学成分进行对比,结果如表4所示。
与30CrMnTi相比,23MnNiMoCr54链条钢是增加了Ni元素、Mo元素含量,因此23MnNiMoCr54链条钢奥氏体温度提高至860℃,热处理回火温度为400~450℃。由于钢材中的Mo、Mn、Cr三种元素含量提高,链条回火稳定性好。
3.4.2 立环锻造工艺
同样以Φ34mm×126mm紧凑链为例,锻造立环各工序作用、设备和操作人员如表5所示。
主要的工艺过程如表6所示。
3.4.3 锻造工艺总结
该工艺使用毛坯材料重量4.79kg,成品重量2.864kg,材料利用率为59.8%。整个工艺分为6个步骤,设备6台,所使用的专用工装胎为4套。
4 热挤压工艺方案
紧凑链立环热挤压工艺主要是将焊接成形的单环,利用液压作用力在工装模具内一次挤压成形,具备工艺方法简单、工效高和成形好等优点。下面以Φ34mm×126mm紧凑链立环为例,进行工艺设计.各工序作用如表7所示。

表4 30CrMnTi、23MnNiMoCr54化学成分对比表

表5 Φ34mm×126mm紧凑链工艺表

表6 Φ34mm×126mm紧凑链工艺流程
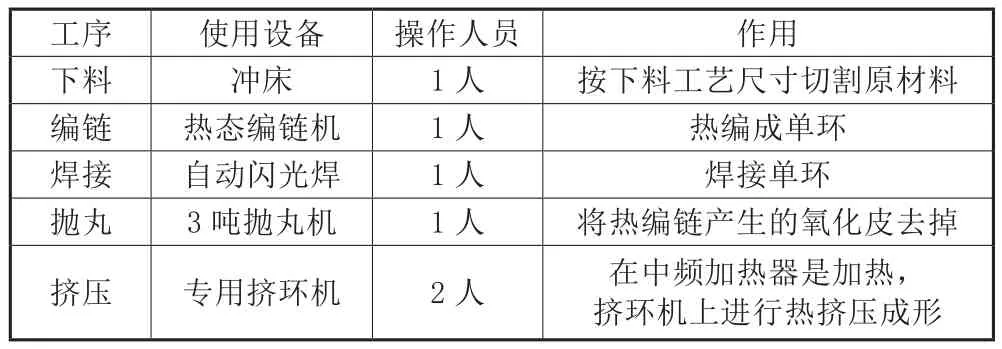
表7 Φ34mm×126mm紧凑链立环各工序作用表
主要工艺过程如下:
(1)下料。材质为23MnNiMoCr54,Φ34mm×402.5mm重量为2.88kg,与锻造环相比,节省材料1.91kg。设备选择GZ4228
(2)编链。设备选择全自动热编链机,型号为FBL40/FJR250,加热部分为中频加热,加热的温度为850-950℃,加热器功率为250Kw。便后尺寸如图3所示。
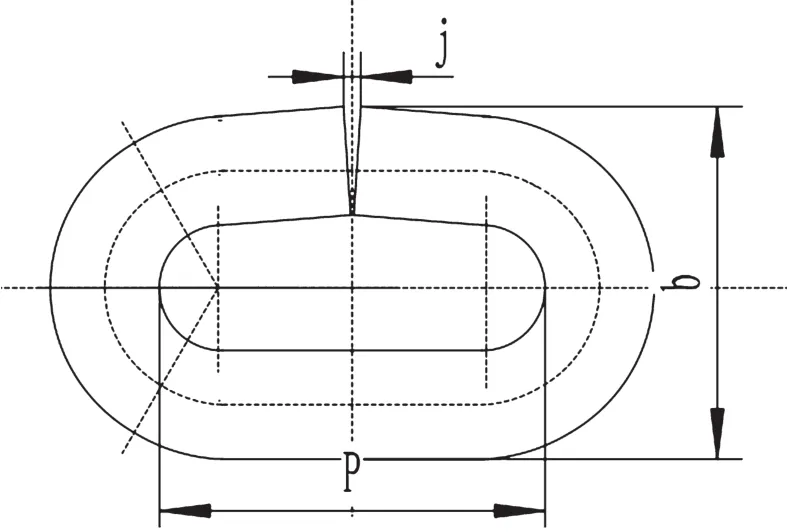
图3 紧凑链立环编后尺寸
(3)焊接。采用闪光对焊方式,设备选取FCS-500全自动金属圆环链闪光对焊机,焊后尺寸如图4所示。
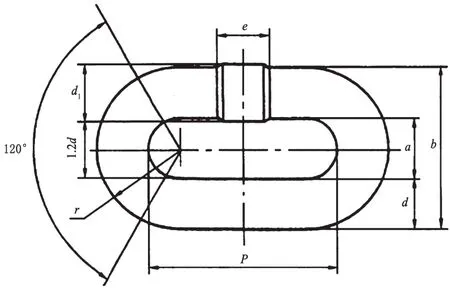
图4 紧凑链立环焊接后尺寸
其中节距P为121mm±0.4;内宽a为43mm±0.5;焊口直径d1为Φ34mm~36.5mm。焊后要求焊接处不能出现夹渣、烧伤、目测裂纹、凹痕、虚焊以及错口等缺陷。
(4)抛丸。除去表面的氧化层,设备选取链条抛丸清理机。
(5)挤压成形.将单环加热放入挤环机内,利用液压缸将热的单环挤压成形。
液压成形工艺过程如下:上缸压紧工件→前缸顶住工件→左右两侧缸将工件挤压成形,模具三维图如图5所示。

图5 液压成形工艺模具三维图
图中上心模与上缸相连,左右顶模与左右两缸相连,前顶模与前缸相连,连接方式为螺纹连接。各油缸动作时间顺序采用PLC程序控制。检验合格后,可进入下道工序。
5 立环挤压工艺优点
5.1 材料利用率高
挤压工艺立环材料利用率为100%,锻造工艺为59.8%。
5.2 工序简单
挤压工艺与锻造工艺相比,工序少,一次性投资设备少,且编链、焊接设备为圆环链的专用设备,只需要一台挤压设备;而锻造工艺需要四台专用设备,整个过程挤压工艺操作人员少,人工成本小。
5.3 工艺能耗低
挤压工艺过程中,只有一次链环加热,锻造工艺过程中需要三次加热,能耗大。
5.4 操作简单
挤压工艺使用设备少,操作人员少,容易实现机械化操作。
6 结语
本文对紧凑链立环采用两种不同加工工艺,挤压工艺立环从机械性及力学性能上都高于锻造工艺立环;在机械性能检测上,均可达到《矿用高强度圆环链》(GB/T12718-2009)标准要求,可进行大力推广。
猜你喜欢
数学年刊A辑(中文版)(2022年1期)2022-08-20
中国特种设备安全(2022年3期)2022-07-08
浙江工业大学学报(2017年5期)2018-01-22
电子制作(2017年17期)2017-12-18
制造业自动化(2017年2期)2017-03-20
凿岩机械气动工具(2016年1期)2016-11-11
中国煤炭(2016年1期)2016-05-17
科技与创新(2015年22期)2015-12-02
科技与创新(2015年15期)2015-08-04
哈尔滨理工大学学报(2015年1期)2015-06-23
