08Ni3DR钢焊接接头力学性能试验
2018-03-19 03:30
电焊机 2018年2期
(合肥通用机械研究院 安徽压力容器与管道安全技术省级实验室,安徽 合肥230031)
0 前言
随着石油、石化和化工等工业产业的发展,尤其是我国乙烯工业的迅速发展,低温甲醇洗和乙烯的低温装置对低温钢的需求量越来越大,低温装置需要在-80~-100℃低温使气体液化,使用量最大的是w(Ni)为3.5%的低温钢,年需求量约为30 000 t[1]。3.5%Ni钢相应的国外标准有:美国SA-203/SA-203M《压力容器用镍合金钢板》标准,代表牌号SA203Gr.D、SA203Gr.E、SA203Gr.F;日本 JIS G 3127《低温压力容器用镍钢钢板》标准,代表钢号SL3N255、SL3N275、SL3N440等。我国也正将3.5%Ni钢纳入GB3531《低温压力容器用钢板》标准,国内牌号08Ni3DR。
低温尤其是-100℃的低温冲击韧性是08Ni3DR钢板最重要的性能指标,国内各大钢厂都在进行研究[2],而作为工程应用,焊接接头的低温冲击韧性更为重要[3-4]。在此针对某钢厂研制的3.5%Ni钢板,着重进行焊条电弧焊和埋弧自动焊焊接接头低温冲击韧性试验研究。
1 试验用钢板及焊材
试验用钢板交货状态为正火+回火,力学性能及工艺性能的技术要求如表1所示。08Ni3DR钢板的技术要求是GB150.2-2011《压力容器第2部分:材料》附录A(规范性附录)《材料的补充规定》及GB3531-XXXX《低温压力容器用钢板》(报批稿)的规定。
焊条电弧焊采用OERLIKON公司生产的E7016-C2L焊条,其熔敷金属化学成分和力学性能分别如表2、表3所示。

表1 08Ni3DR钢板力学性能及工艺性能的技术要求
表2 E7016-C2L焊条熔敷金属化学成分%

表3 E7016-C2L焊条熔敷金属力学性能
试验用埋弧自动焊焊接材料为伯合乐焊接技术(中国)有限公司生产的牌号为T Union SA Ni3的焊丝,焊丝直径φ4.0 mm;焊剂牌号为UV 418 TT(350℃×2 h烘干,150℃保温),其熔敷金属化学成分和力学性能分别如表4、表5所示。

表4 T Union SA Ni3焊丝熔敷金属化学成分%

表5 T Union SA Ni3焊丝熔敷金属力学性能
2 焊条电弧焊焊接接头力学性能试验
焊接试板取向为钢板横向对接焊,坡口形式按GB 12337-1998附录C的规定加工成不对称X型,如图1所示。焊前预热温度大于等于100℃,层间温度100~160℃。
按NB/T47016-2011《承压设备产品焊接试件的力学性能检验》的要求采用全厚度带肩板形拉伸试样(尺寸38 mm×25 mm×250 mm)进行拉伸试验。按NB/T47016-2011《承压设备产品焊接试件的力学性能检验》的要求对接头的焊缝金属和热影响区进行冲击试验。焊缝金属和热影响区的冲击试样取样部位均为板厚(大坡口面)的1/4处,焊缝金属的缺口轴线位于焊缝中心线上,热影响区的缺口轴线最大限度地通过热影响区且垂直于板厚方向,如图2所示。

图1 焊接试板尺寸示意

图2 焊接接头冲击试样取样示意
焊接工艺:焊条直径φ4.0 mm,焊前经400℃×1 h的烘干处理;焊接预热温度100℃,焊接线能量20~30 kJ/cm;焊后立即进行250℃×0.5 h的消氢处理,取1组进行600℃×2 h的应力消除热处理,所得接头进行各项力学性能试验。
2.1 焊接接头拉伸试验
分别对焊条电弧焊焊态和焊后热处理态的焊接试板进行常温拉伸试验,结果如表6所示。

表6 焊接接头拉伸试验结果
不同热处理状态的焊条电弧焊焊接接头的抗拉强度值均不低于515 MPa,均在标准要求的钢板抗拉强度490~620 MPa指标范围内。
2.2 焊接接头系列温度冲击试验
分别对焊条电弧焊焊态和焊后热处理态的焊接试板进行系列温度冲击试验,结果如表7和表8所示。

表7 焊条电弧焊焊接接头焊态系列温度冲击试验结果
由表7、表8可知,试验温度为-100℃时,焊条电弧焊焊接接头的焊态焊缝中心和热影响区冲击吸收能量平均值分别为60 J、151 J;SR态焊缝中心、热影响区冲击吸收能量平均值分别为64 J、162 J。根据《压力容器》标准第2部分表1规定[5],08Ni3DR钢板及其焊接接头的冲击吸收能量最低值不低于24 J。由此可见,焊条电弧焊焊接接头的低温冲击吸收能量还有一定的富裕量。

表8 焊条电弧焊焊接接头SR态系列温度冲击试验结果
不同热处理状态的焊接接头的焊缝和热影响区的KV2-温度T曲线如图3和图4所示。由图3可知,与焊态的焊缝冲击韧性相比,经SR处理后焊缝的冲击韧性呈现一定程度的下降;由图4可知,不同热处理状态的焊接热影响区的冲击吸收能量变化规律不明显。

图3 08Ni3DR电弧焊焊接接头焊缝中心KV2-T曲线
按KV2-温度T曲线及FA-温度T曲线确定的焊接接头的韧脆性转变温度如表9所示。
由表9可知,焊条电弧焊焊接接头的韧脆转变温度(VTE、VTS)均低于-77 ℃,表明焊条电弧焊的焊接接头具有优良的低温冲击韧性。

图4 08Ni3DR电弧焊焊接接头热影响区KV2-T曲线

表9 焊条电弧焊焊接接头的韧性特征值
3 埋弧自动焊焊接接头力学性能试验
对38 mm厚的钢板进行埋弧自动焊试验,坡口为不对称X型。焊接线能量25~35 kJ/cm。对焊态和焊后热处理态的焊接接头进行各项力学性能试验。
3.1 焊接接头拉伸试验
分别对埋弧焊焊态和焊后热处理态的焊接试板进行常温拉伸试验,结果如表10所示。
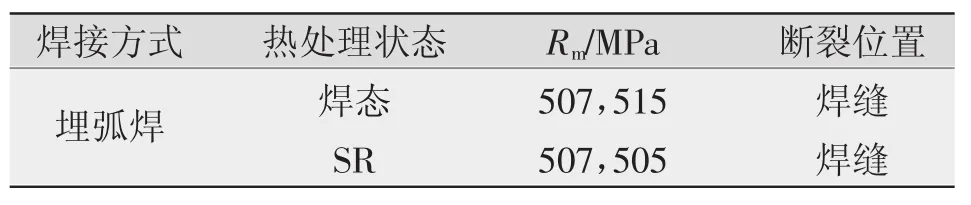
表10 埋弧焊焊接接头拉伸试验结果
不同热处理状态的埋弧自动焊焊焊接接头的抗拉强度在钢板抗拉强度指标范围内。
3.2 焊接接头系列温度冲击试验
分别对埋弧焊焊态和焊后热处理态的焊接试板进行系列温度冲击试验,结果如表11和表12所示。
由表11、表12可知,试验温度为-100℃时,埋弧自动焊焊接接头的焊态焊缝中心和热影响区冲击吸收能量平均值分别为58J、223J;SR态焊缝中心和热影响区冲击吸收能量平均值分别为70J、205J。
由此可见,埋弧自动焊焊接接头的焊缝中心低温冲击吸收能量满足要求,其热影响区的低温冲击吸收能量值非常高。
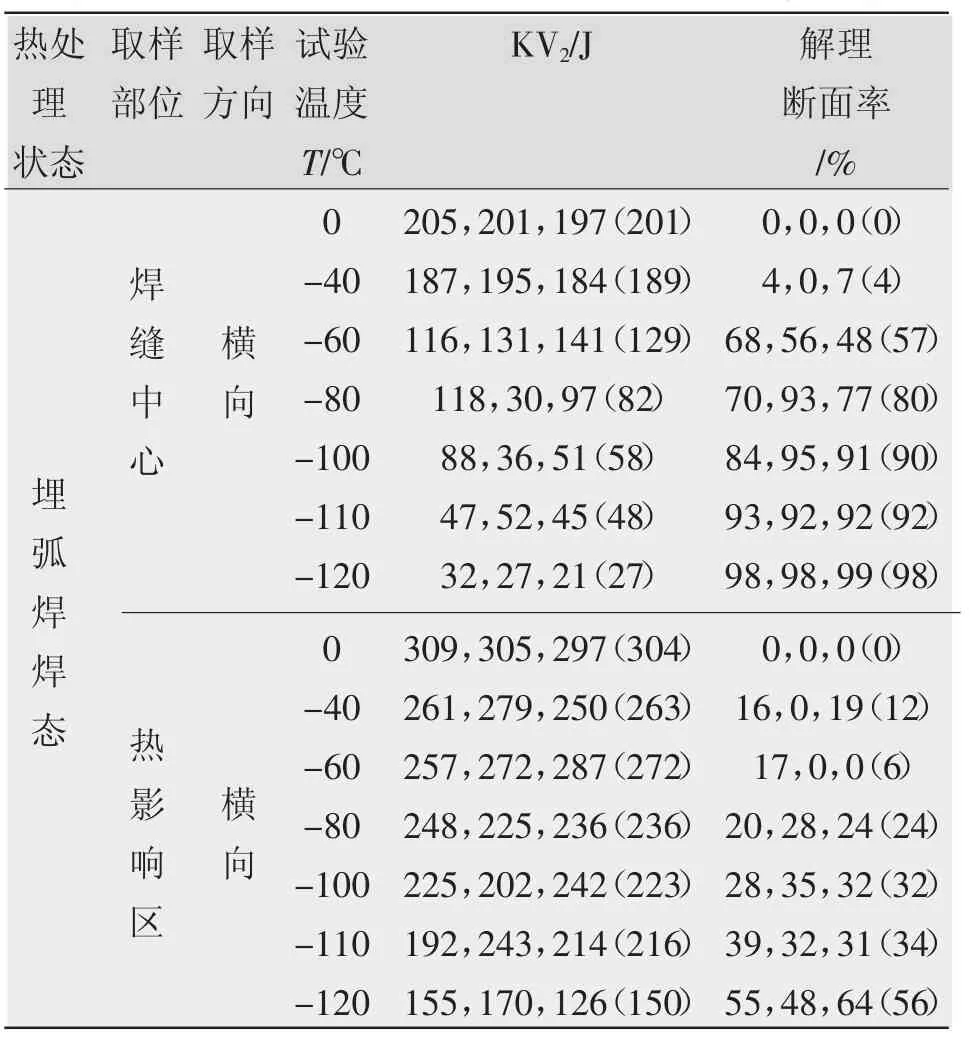
表11 埋弧焊焊接接头焊态系列温度冲击试验结果
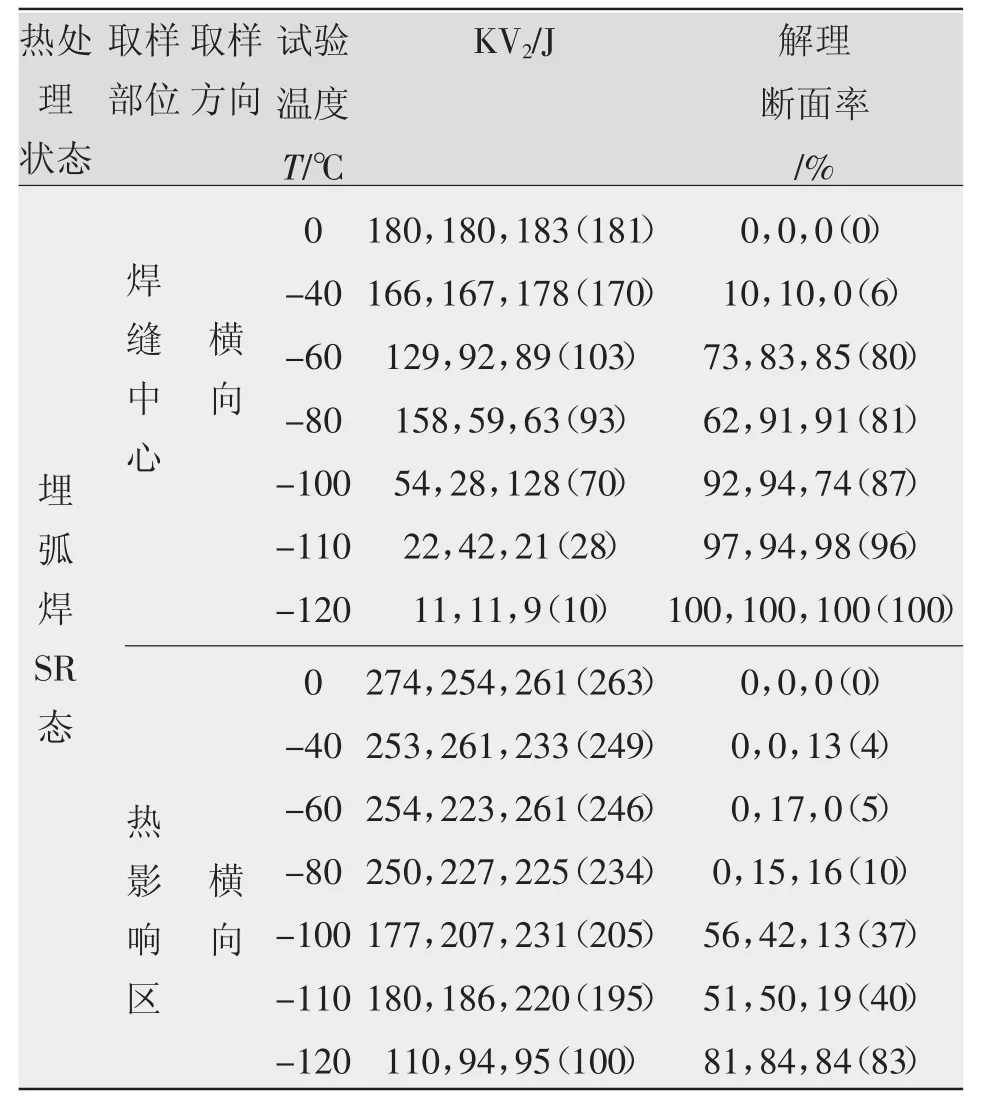
表12 埋弧焊焊接接头SR态系列温度冲击试验结果
不同热处理状态的焊接接头的焊缝和热影响区的KV2-温度T曲线如图5和图6所示。经SR处理后的焊接接头冲击韧性变化不明显。
按KV2-温度T曲线及FA-温度T曲线确定的不同厚度钢板的韧脆性转变温度如表13所示。
由表13可知,埋弧自动焊焊接接头的韧脆转变温度(VTE、VTS)均低于-73 ℃,表明埋弧自动焊的焊接接头具有较好的低温冲击韧性。

图5 08Ni3DR埋弧焊焊接接头焊缝中心KV2-T曲线

图6 08Ni3DR埋弧焊焊接接头热影响区KV2-T曲线

表13 埋弧焊焊接接头的韧性特征值
无论是焊条电弧焊还是埋弧自动焊,随着焊接热输入的增大,焊缝金属的冲击韧性下降,尤其是埋弧自动焊的冲击吸收功随线能量的增加下降幅度较大。因此,3.5%Ni低温钢焊接应采用较低热输入,并控制层间温度不宜过高,防止因金属过热导致韧性降低。用φ4 mm焊条焊接时,推荐的热输入为12~15kJ/cm;埋弧焊约20kJ/cm,不宜超过30kJ/cm。通过改进焊接工艺,可以适当提高低温韧性[6]。
4 结论
(1)采用焊条电弧焊和埋弧自动焊进行08Ni3DR试板的焊接。结果表明,焊条电弧焊在焊接线能量小于等于15 kJ/cm、埋弧自动焊在焊接线能量不超过30 kJ/cm时,焊接接头综合力学性能优良,其-100℃的冲击吸收能量均满足等于或大于24 J的技术要求。
(2)无论是焊条电弧焊还是埋弧自动焊,焊缝金属的冲击吸收功都随着焊接线能量的增加呈递减趋势,尤其是埋弧自动焊下降幅度较大。热影响区的冲击吸收功随焊接线能量变化的规律不明显。
(3)不同热处理状态的08Ni3DR焊接试板的试验结果表明,600℃×2 h的应力消除热处理对08Ni3DR焊接接头强度和韧性的影响不明显。
[1]张勇.低温压力容器用钢的现状与发展概况[J].压力容器,2006,23(4):31-34.
[2]庞辉勇,谢良法,李经涛.提高3.5Ni厚钢板低温冲击韧性的研究[J]. 压力容器,2009,26(10):5-9.
[3]张凯.低温容器用3.5Ni钢的焊接[J].电焊机,2010,40(3):86-90.
[4]李道清,高小红,任世宏,等.3.5Ni低温钢的焊接[J].电焊机,2012,42(10):52-57.
[5]GB150-2011压力容器[S].
[6]徐道荣,李平瑾.3.5%Ni钢焊接接头低温韧性的研究(一)——线能量、层间温度的影响[J].压力容器,1997,14(3):189-193.
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
精密成形工程(2020年4期)2020-08-05
模具制造(2019年10期)2020-01-06
制造技术与机床(2017年7期)2018-01-19
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年2期)2016-02-27
焊接(2016年1期)2016-02-27
山东冶金(2015年5期)2015-12-10