
铸铁缝补技术在机组检修中的应用
2018-03-20 07:50林环吕传六
山东工业技术 2018年2期
关键词:铸铁
林环 吕传六
摘要:灰口铸铁焊接性能差,铸铁设备出现裂纹等缺陷,使用传统焊接方法无法进行裂纹修复。本文通过介绍一种铸铁设备的新型缝补技术,在修复了给水泵汽轮机的缸体裂纹的同时,保证了缸体的强度和严密性,值得同行借鉴和参考。
关键词:铸铁;縫补;给水泵汽轮机
DOI:10.16640/j.cnki.37-1222/t.2018.02.036
1引言
邹县发电厂335MW机组给水泵汽轮机为上海汽轮机厂生产的单缸、单流程、冲动式、纯凝汽式汽轮机,工作气源逐级做功后通过排汽缸排入凝汽器,在汽轮机低压侧排汽缸体底部设置一路疏水,通过小机疏水扩容器扩容后排入凝汽器;其中#2机乙给水泵汽轮机排汽缸底部疏水孔区域在运行中频繁发生泄漏缺陷,严重影响了乙小汽轮机的安全稳定运行,本文阐述一种新型的无焊接缝补工艺方法对铸铁缸体裂纹进行处理。
2应用背景
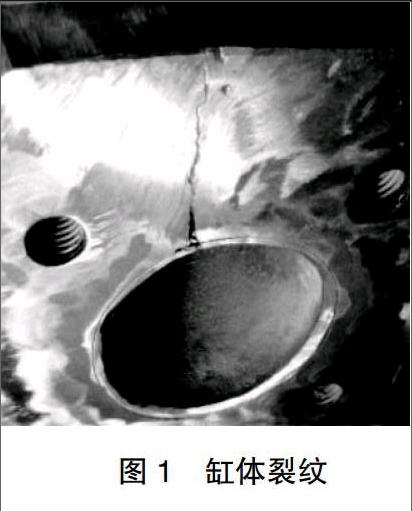
2016年3月检修发现乙给水泵小汽轮机排气缸底部疏水孔向汽机侧有长70mm的裂纹,将疏水管取下,沿疏水孔向两侧打磨,发现裂纹呈贯穿型,向汽机侧延伸至末级隔板套外沿(长约80mm),向泵侧延伸至后轴封进汽管处(长约100mm),下部向泵侧延伸至轴封进汽管内壁(长约160mm)。
采用进口GOLD-420铸铁焊条进行修复,并使用汽锤进行焊后捻合,由于热应力的不可消除,先后焊接三次,裂纹依旧存在。原因在于小汽轮机排汽缸材质为灰口铸铁,属于较高强度的孕育铸铁、含碳量高,高温时发生石墨化过程导致塑性差,组织不均匀;在焊接时,易产生白口组织、焊后易出现裂纹、产生气孔,传统的焊补工艺无法实现彻底修复。
3处理方法
铸铁缝补是一种无焊接修补技术,修补时不产生热应力,修补后铸件不会发生变形,不会降低铸件的强度,不会产生泄漏,是一种永久性的物理修复方法。使用的金属缝补钉,其螺纹与传统螺纹有所不同,它采用锯齿形设计,锯齿向上跷起,顶端设计了向下60度角的槽,从而形成钢性卡子,把铸件两部分拉向金属缝补钉的轴心,金属缝补钉沿着裂纹被拧到铸件内,便可形成拉力和高压密封。当缝补钉拧到最佳状态时,钉头自动扭断脱落,经过锤打并打磨处理后即可完美修复任何铸件;加强锁片,其由特殊性热处理工艺制造,热膨胀系数接近铸铁,抗拉强度是铸铁的4倍,约1200Mpa,将其镶入缸体上,可有效避免二次开裂,增加缝合处的强度。
(1)沿裂纹两侧对排气缸下部进行开孔,规格为220*115mm,制作铸铁材质盖板,将其镶入所开方孔中;
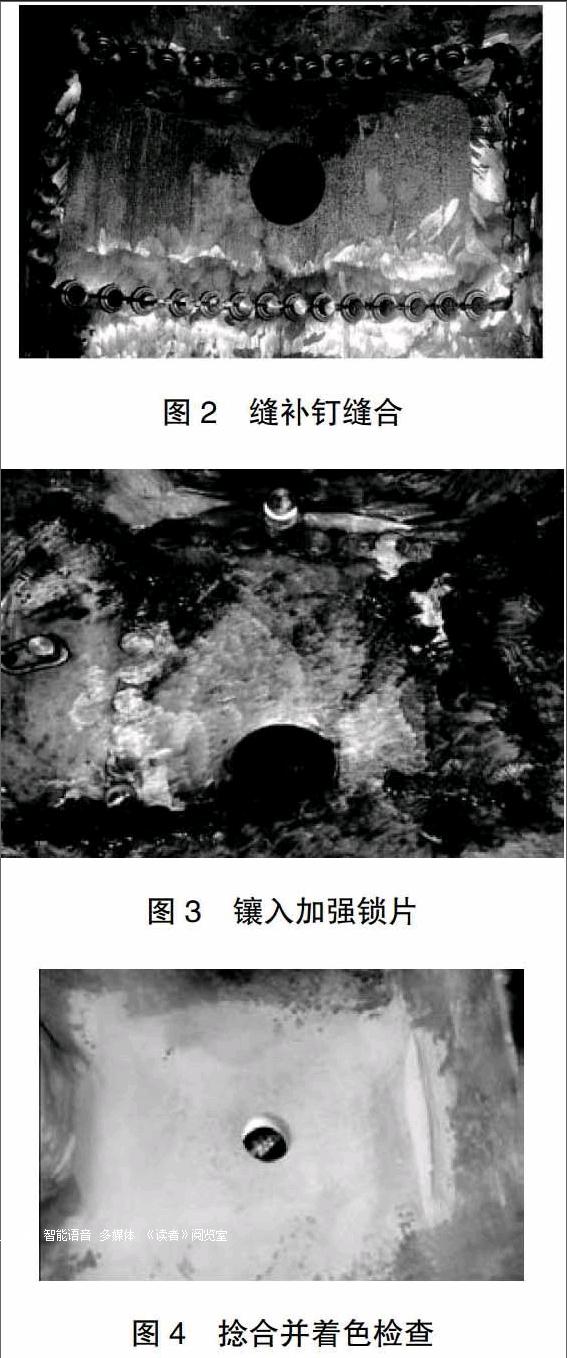
(2)沿缝隙处打孔、攻丝,采用金属缝补钉沿缝隙处进行缝合(见图2)。
(3)在缝合结束后,在排汽缸与盖板四角钻孔加工成波浪形,镶入加强锁片,提升缸体强度(见图3)。
(4)使用汽锤对缝合处进行捻合处理,直至融合,并打磨出金属光泽,进行着色试验(见图4)。
(5)下部缝隙采用同样的工序进行处理,同时在轴封疏水管底座和缸体疏水部位都采用法兰结构,方便后续观察和检修工作。
4结束语
铸铁缝补技术是一项十分成熟的,针对铸铁设备的修复技术,修复过程不会降低铸铁件的强度、严密性,修复后逐渐也不会产生变形;通过使用金属缝补钉,加强锁片可以对诸多大型铸铁设备的贯穿性裂纹进行修复,应用十分广泛。
猜你喜欢
装饰装修天地(2019年16期)2019-08-14
山东工业技术(2019年7期)2019-05-29
科学与财富(2018年35期)2018-01-15
大陆桥视野·下(2017年12期)2017-11-29
科技与企业(2016年8期)2016-10-21
山东工业技术(2016年9期)2016-05-06
科技资讯(2014年25期)2014-12-01
科技与创新(2014年7期)2014-07-03
现代商贸工业(2009年20期)2009-07-02
现代企业文化·理论版(2008年1期)2008-03-22
