
基于微积分的动平衡铣削算法研究
2018-03-30 08:24王冠勋田倬于连美丽
现代制造技术与装备 2018年2期
王冠勋 田倬于 李 岩 连美丽
为便于理解,本文以制动鼓为例作详细说明,机加工后的制动鼓在动平衡机上测定出不平衡量的确定位置,并做位置标记,在加工中心上铣削去除工件材料以降低不平衡量。在确定铣削位置后,需要根据制动鼓的初始不平衡量来确定铣削角度和铣削深度,铣削深度是客户确定的。铣削的角度和去除不平衡量之间为非线性关系,随着铣削角度的增加,铣削去除不平衡量的增加量会逐渐降低。因此,人们需要计算出铣削角度和去除不平衡量之间的函数关系,根据此函数来计算每个铣削角度所对应的去除不平衡量。这样在铣削时才能根据制动鼓初始不平衡量来选择合适的铣削角度。
为此,通过微积分的方法,人们可以计算铣削角度与去除不平衡量之间的关系,先推导出数学公式,然后用此公式来计算铣削去重量。最后,利用公式制作一个表格,列出每个铣削角度所对应的去除不平衡量,现场操作人员可以根据初始不平衡量从以此表格中选择合适的铣削角度铣削工件。
1 制动鼓铣削研究
制动鼓形状如图1所示,为便于理解,本文所附图片中,工件尺寸做一定的放大。制动鼓铣削位置及形状如图2所示。

图1 制动鼓形状
铣削位置在加强带处,加强带直径为Φ,加强带半径为R,铣削高度为H,铣削深度为A,铣削角度为2θ,铣刀半径为r,制动鼓的密度为ρ。去重克数计算原理如下。
以图3为例,制动鼓经过动平衡机测量,其动不平衡位置在C点上,铣削时,需要以OC直线为对称线,向OC线两侧铣削相同角度θ,当单边铣削角度由θ增加△θ时,且△θ量趋于0,此时铣削去除质量的增加量为△s。

图2 制动鼓铣削位置及形状

图3

R而动不平衡位置在OC线上,需要将铣削去除不平衡量投影至OC线上,需要将去除质量∆s对工件的不平衡影响量 ∆s´ 投影在 OC线上,∆s´=∆sRcosθ,此时 ∆sR乘以cosθ即为实际去除的不平衡量。
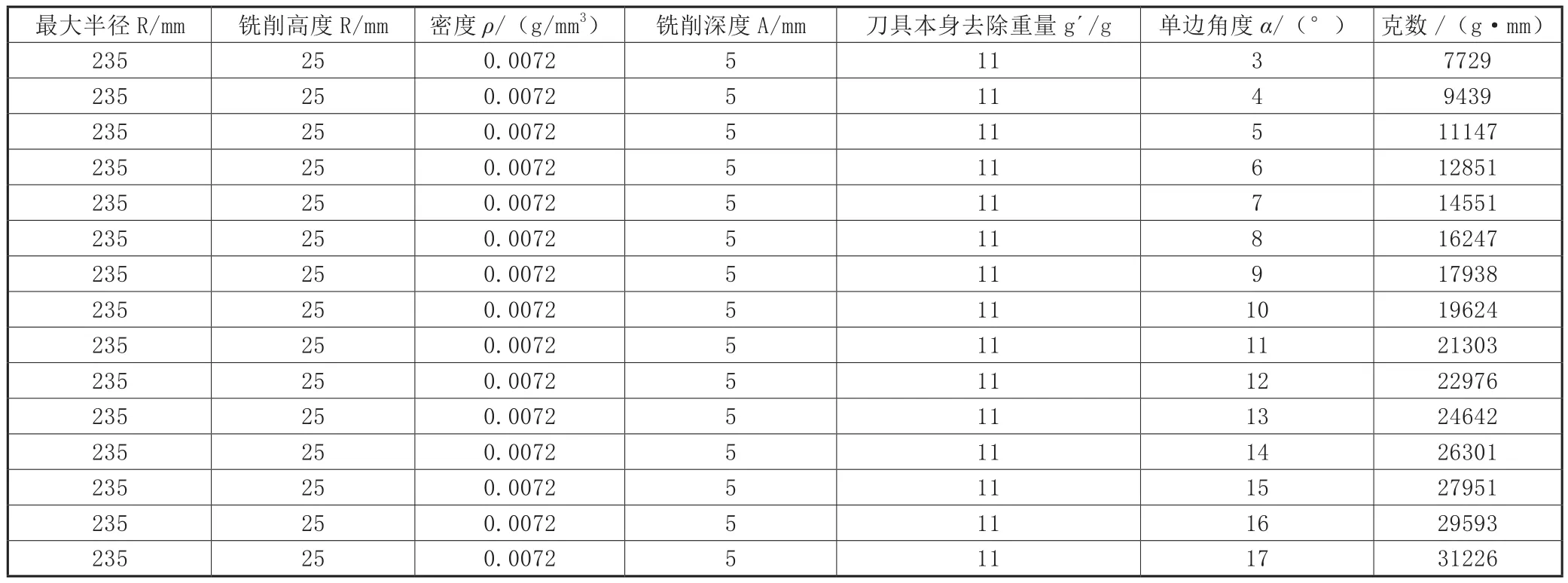
表1 动平衡去重

2 公式推导
在不考虑刀具本身切除制动鼓重量g´的情况下,当单边铣削角度由0增加至α时,此时铣削去除不平衡单边总量应为∆S。
考虑刀具本身切除工件重量g´,由于g´重量为定值,重量g´对整体铣削去除重量影响甚微,故将g´视为铣削最大角度处一质点,当铣削角度为α时,g´的动不平衡量投影到OC线上,对最大半径处动不平衡量的影响∆g为:

在正常情况下,制动鼓铣削是从OC线开始,向制动鼓两侧等角度铣削,铣削单边为α时,铣削去除不平衡量G为:

式(5)即为制动鼓铣削去除不平衡量与铣削角度之间的函数关系。
3 铣削表格编制
设计一个Excel表格,将铣削所需制动鼓尺寸最大外圆处半径R、铣削高度H、制动鼓密度ρ,铣削深度A、刀具本身切除制动鼓重量g´(g´值通过三维软件模拟计算)、铣削角度等输入该表,再将铣削所推导出公式输入Excel中,在Excel单元格中填入铣削角度α的值,通过Excel自动计算铣削去除重量,举例如表1所示。
4 结语
根据微积分原理,逐步推导出的铣削角度与铣削去重量之间的函数关系,利用Excel表格,将此函数与各个函数中的变量关联起来,做成一个铣削去重表格。这样只需要输入最大半径、铣削高度、铣削深度、工件密度、刀具本身去除重量和铣削角度,即可自动生成铣削去重表格。利用此表格计算出的去重量,大大提高了铣削准确度,避免了因铣削公式的采用错误而导致的工件报废。此外,此方法还可用在其他采用铣削方式去重的产品上,如轮毂及制动盘产品,值得借鉴与推广。
[1]尹成湖,周湛学.机械加工工艺简明速查手册[M].北京:化学工业出版社,2015:35-37.
[2]赵午云,郭维强.动平衡测试技术方法浅析[J].机械工程师,2004,(4):15-18.
猜你喜欢
现代临床医学(2022年1期)2022-02-12
一重技术(2021年5期)2022-01-18
考试与评价·高二版(2021年4期)2021-09-10
艺术品鉴(2020年3期)2020-07-25
学生天地(2020年22期)2020-06-09
文化创新比较研究(2020年13期)2020-01-01
东坡赤壁诗词(2019年5期)2019-11-14
高中时代(2017年7期)2018-02-24
制造技术与机床(2017年5期)2018-01-19
组合机床与自动化加工技术(2014年9期)2014-03-01
