
深沟球轴承自动装配机合套系统的机械结构设计
2018-04-02 07:17赵春辉
装备制造技术 2018年1期
赵春辉
(无锡技师学院(立信中专),江苏 无锡214153)
0 引言
本市很多轴承厂是微型轴承制造公司。这些企业轴承的产量很大,传统的手工装配效率太低,因此研制自动装配线成为提高生产率的一个重要方面[1]。针对某企业生产的型号为619/9的深沟球轴承,研究该轴承自动装配机中的合套系统,以有效地提高其自动装配的精度和速度[2]。619/9型常用参数见表1.它的尺寸见图1.

表1619 /9型轴承基本参数

图1 深沟球轴承
本文主要阐述深沟球轴承自动装配机合套系统的设计,其结构构成如图2所示,该系统是自动装配机的第一大部分,主要完成深沟球轴承三大基础件(外圈、内圈及滚动体)装配位置的确定,研究该系统的目的在于保证和稳定该类产品的品质、提高生产效率,以适应国际市场的激烈竞争[3-4]。
1 合套系统的基本组成结构
轴承合套系统主要的模块:内外圈的进料模块、内外圈的合套模块、滚动体(滚珠等)的入料模块。这三大模块中,共有8个主要机构协同运动进行本设备的合套运动。该合套系统就要求完成的以下功能:
(1)内、外圈进入所需的位置。
(2)内、外圈尺寸的测量。
(3)机械手自动夹紧定位。
(4)根据游隙自动输送滚珠。
(5)自动送料。
总体的模块如下图2所示。
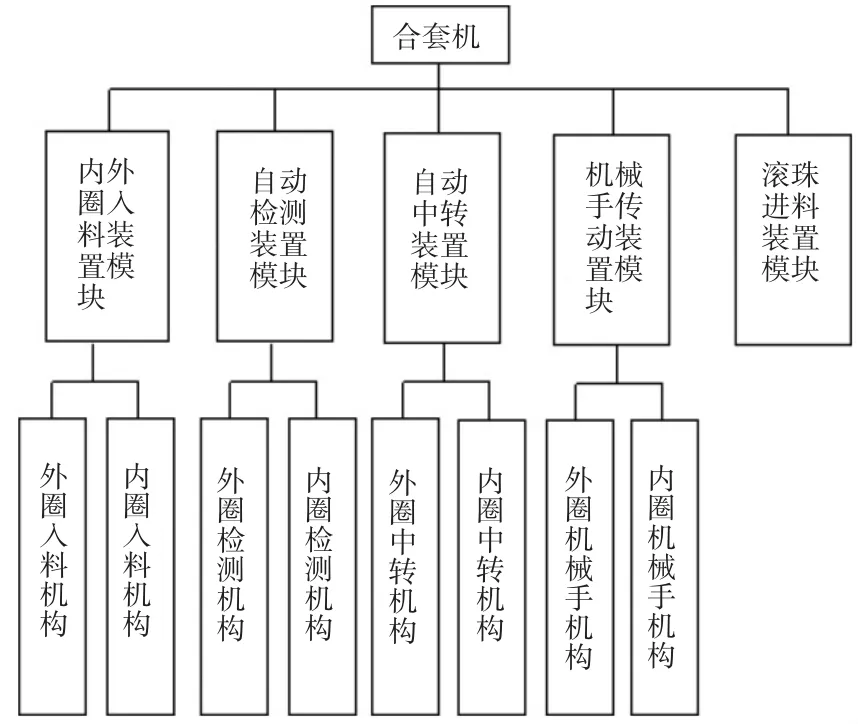
图2 深沟球轴承自动装配机合套系统总体模块
合套装置的总体机械部分见图3,其主要由外圈进料机构、内圈进料机构、检测机构等机构构成[5]。

图3 深沟球轴承自动装配机合套系统的结构组成
2 主要部件机械结构设计
轴承合套系统的主要模块是内外圈的进料模块,本节主要介绍该模块的机械结构设计。
2.1 外圈进料机构
在轴承外圈入料机构中,需要操作者将轴承外圈放置于机械手能够夹持的位置,有以下两种方式实现装置:料仓式上料和料斗式上料装置[5]。
(1)料仓式上料装置
该设备是半自动设备,主体见图4(a)。装置有以下特点:1)不能让零件自己定位,它需要人手工操作将其放在固定的料仓,最终再通过设备把零件一个个放到工装里面;2)该装置较为方便。工作非常安全、适用、耐久。
(2)料斗式上料机构
其结构如图4(b)所示。料斗式上料装置的工作方式为:1)操作者把一个一个的工件一批批地随意的倒进料斗中,其固定方向的机构便将无规则放置的工件自动确定方向。目的是使各个工件按照预定的方向自动进行排列,并使其按照预计的频率将工件送进机床夹具;2)那些未固定方向的工件便被退出并重新放回料斗,该设备的自动化水平非常高。

图4 料仓式与料斗式上料机构简图
对比可知:料仓式适合工件形状难度高,尺寸大,重量重,加工时间长的场合;料斗式适合工件形状难度易,尺寸小,重量轻,加工时间短,且需要经常进料的场合。由于本文选用轴承为619/9型深沟球轴承,其外圈直径为20 mm,属于形状比较简单、重量轻的零件,选用料斗式上料机构为最佳选择。
但是料斗式机构容易损伤轴承外圈,必须在该机构的基础上进行改进才能使用。外圈进料机构改进结构如图5所示,主要由推料板、外圈进料滚道、进料转盘、转盘电机、推料气缸等组成。
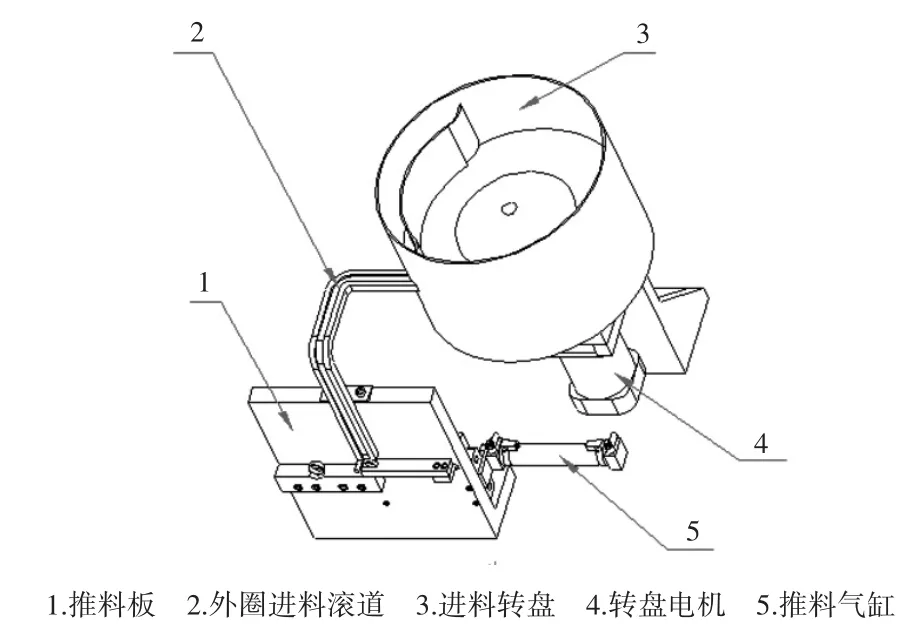
图5 外圈进料机构的结构组成
改进后机构工作原理:初期外圈可以随意的放进进料转盘中。转盘电机转动带动中央的转盘运动,利用进料转盘中间的锥板将外圈依次排列整齐。通过进料转盘侧边的隔板装置将外圈导入外圈进料滚道。当外圈通过滚道进入推料板后,推料气缸便开始动作。该机构的动作是将外圈推到指定位置后,再返回原先的位置。在指定位置的外圈被下一步工序取走后,它再次运动推下一个外圈到该位置。
2.2 内圈进料机构
内圈进料机构与外圈进料机构有很大的区别,内圈在装配时候主要保证装配外径精度,需要检测的是其外径尺寸。而使用与外圈进料机构相同的方式(如料仓式或者料斗式),则会在自动进料时候损坏内圈外径,故可以排除外圈进料的两种进料方式。
内圈进料主要考虑的因素的内圈外径要保证精度,而内圈的内径是可以使用的,初定方案有以下几种[6]:
(1)悬臂支杆式进料机构
悬臂支杆式进料机构适用于环状工件,基本结构如图 6(a)所示。该机构:1)结构简单;2)工件的容量很大。工作原理是步进推板每进给一次,工件就掉进料道一个,推完后再装工件,效率较低。
(2)步进转盘式进料机构
步进转盘式结构的原理是采用重力进行推动运动,其结构如图 6(b)所示。该机构:(1)结构轻便;(2)工件可以利用转盘传递工位。原理是工件从垂直的料仓中利用重力滑入转盘中,转盘作步进转动将工件逐个进行传递进料。

图6 悬臂支杆式和步进转盘式进料机构结构组成
经过比较,悬臂支杆式进料机构适用于环状工件,而步进转盘式进料机构适合于多工位传递工件,内圈进料机构可以结合两种方案的优点进行组合设计。本文针对619/9型深沟球轴承,内圈进料机构改进为如图7所示的结构。

图7 内圈进料机构的结构组成
改进后机构工作原理:工人在开始的时候先把内圈一个一个的装在导柱上,然后将导柱装上内圈进料导柱机构。当设备检测到内圈已经在相应的位置后,角度翻转机构气缸运动将内圈从上侧旋转90°至水平位置,此时等待下一步工序取走内圈。取走后,该机构的气缸退回将机构复位。如此反复操作,当机构检测到导柱上的内圈没有后,棘轮棘爪机构将大转盘旋转45°更换新的导柱。此时,工人可以将已经装好内圈的导柱更换已经没有零件的导柱。通过此循环可以完成内圈自动进料。
3 结束语
深沟球轴承合套系统的研究旨在提升轴承的装配能力,本文通过三维软件的建模模拟合套系统的各个组成部分,在本系统机械主体设计中,研制了一些专门化构造。例如:为了不损伤轴承外圈,外圈进料机构中采用改进的料斗式进料机构;为了提高轴承内圈的进料效率,内圈进料机构中采用棘轮棘爪机构进行分度,从而增加了导杆的数量;这些机构的研究为以后设备的投产提供了原始的模型数据。
参考文献:
[1]倪森寿,袁 锋.机械基础[M].北京:高等教育出版社,2000:185-195.
[2]郭淑芳,商建东,张俊江.深沟球轴承自动合套机设计[J].河南科技大学学报,2003,24(1):37-39.
[3]何 建.PLC在全自动轴承装配机中的应用[J].煤炭技术,2012,31(9):61-63.
[4]卢 刚.促进转型升级,建设轴承强国[J].金属加工热加工,2012(13):18-19.
[5]黄越平,徐进进.自动化机构设计构思实用图例[M].北京:中国铁道出版社,1993:67-101.
[6]黄继昌.实用机械机构图册[M].北京:人民邮电出版社,1996:353-360.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
哈尔滨轴承(2022年1期)2022-05-23
中国新技术新产品(2020年18期)2020-12-22
读与写·中旬刊(2020年7期)2020-10-23
健康必读·下旬刊(2020年9期)2020-09-13
哈尔滨轴承(2020年4期)2020-03-17
世界有色金属(2020年22期)2020-02-25
兵器知识(2019年10期)2019-11-04
中国设备工程(2017年19期)2017-10-24
绿色科技(2017年3期)2017-03-14
