P91高合金钢及其焊接、焊接热处理、无损检测工艺要点
2018-04-24 10:34支玉满
智能城市 2018年5期
支玉满
中石化第十建设有限公司,山东青岛 266555
1 P91高合金钢与其技术特性
金属材料的硬度、抗应力、结晶温度等参数均具有其临界值,在常温状态下,当施加到金属材料表面的压力超出金属材料所能承受的抗应力时,金属材料会发生形变屈服,若是在温度超过金属材料结晶温度的条件下向金属材料的表面施加超出金属材料抗应力大小的作用力时,金属材料不仅会发生塑性变形,其内部的组织结构也会发生变化,进而产生高温蠕变现象,不能满足化工领域对炉管材料高温抗蠕变能力的需求。针对这一特殊应用需求,材料研发人员向原始的铁基基体中增加了Mo元素、Cr元素与Nb元素,再经热处理等工艺形成P91高合金钢,通过有效组合金属元素与合金基体构成具有较高稳定性与稳固性的元素组织结构与组织状态,形成强大的原子结合力与高温抗蠕变能力,实现对原始铁基基体的固溶强化作用,达到强化基体、强化晶界的作用。
2 P91高合金钢焊接
P91高合金钢焊接工艺是P91高合金钢加工处理的重要环节,根据焊接目标对象的不同,可以将P91高合金钢焊接工艺分为两大类。对于现场安装焊缝,现阶段P91高合金钢焊接中常见的焊接工艺为全氩弧焊工艺;对于承压设备的生产制造,如锅炉、主蒸汽管道等设备,现阶段常见的焊接工艺为埋弧焊工艺。P91高合金钢具有较强的稳固性、稳定性以及高温抗蠕变性,这也是P91能在众多钢材料中脱颖而出的重要特性,P91高合金钢焊接后的材料或设备应当保留有P91高合金钢的技术特性,即在常温条件下具有较高的强度以及良好的冲击韧性,在高温条件下能够长久保持结构的稳定性与稳固性而不发生塑性形变。
现阶段P91高合金钢的焊接工艺流程主要参考国家电力公司发布的《火力发电厂焊接技术规程》中所述P91高合金钢焊接操作步骤以及在长期的P91高合金钢焊接加工中形成的实践经验知识,其中P91高合金钢的焊接工艺要点如下:
(1) P91高合金钢焊接时应当选择合适的坡口大小与坡口形状,以使得焊接接口处的焊缝尽可能小。现场实际P91管道采用机械加工成型的U型坡口,每道焊口均采用两名焊工对称焊接,以减少焊接应力,尽量一次性焊接成型。因不可控因素 (如停电) 导致焊接过程被迫中断时,立即对焊口进行脱氧处理,以避免因焊接作业中断而引起焊口开裂现象发生。可由两名火焊工用大烘把对焊口及其热影响区进行对称均匀加热,达到300~350℃ (便携式红外线温仪检测) 后并持续约20min,用保温棉包裹好,保温宽度不小于10倍的壁厚,保温棉应裹紧并固定牢靠。冷却后才能撤出保温棉,打磨清理焊缝及其热影响区,进行PT试验,确认无缺陷,待供电正常后,按照相应焊接工艺要求,进行预热及焊接。
(2) 不同的焊接对象所用的焊接方法不同,所采用的焊接材料不同,在对P91高合金钢进行焊接实践之前需要对焊接对象、焊接尺寸、焊接形状、焊接结构进行科学计算与设计,并根据焊接对象选择合理的焊接材料。
(3) 根据焊接方法的不同设置合理的焊缝层间温度、焊件的预热温度等,如开展焊条电弧焊工作时,应当控制焊缝的层间温度在250℃以下,避免温度过高而导致焊接口处的塑性形变。
(4) P91高合金钢焊接工序是一项不可逆转的连续性工序,因此在焊接过程中需要尽量确保一次到位,若是遇到特殊情况只能中断焊接过程时,则需按照焊接前编制的紧急情况响应预案重新对焊接工具及材料进行预热,以减少焊件表面冷热不均产生裂纹现象的概率。
3 P91高合金钢焊接热处理
3.1 P91高合金钢预热
在开展P91高合金钢焊接热处理之前通常会对P91高合金钢进行预热,一方面通过对焊件进行加温可以有效缓解P91高合金钢焊接之后的冷却速率,较高的焊件温度适宜于扩散氢从P91高合金钢的焊缝之中逸出,避免P91焊件中的扩散氢在焊件内部膨胀而导致焊件表面形成裂纹;另一方面,通过使用电阻加热片对焊件进行加热,可以使得焊件的温度分布相对均匀,在正式开展焊接工作时可以有效降低焊件不同部位因温度差而产生的应力不均衡现象。因此,在P91高合金钢预热时首先应当严格控制P91高合金钢的预热温度在200~250℃范围内,从对口中心开始,预热区域每侧不少于焊件厚度的四倍,且不少于100mm,一般采用坡口两侧150mm左右,控温热电偶也应当布置在加热区以内,焊件的预热温度可以根据焊接工艺中的试件预热温度而定,通常可在试件预热温度的基础上增加50℃作为焊件的预热温度,预热过程中预热焊口两侧管口必须使用保温棉封堵,防止产生空气对流影响管道内壁的预热效果。
3.2 焊缝层间温度控制
焊缝层间温度的严格控制可以有效避免焊缝过高温度而导致焊件的接口处晶粒粗化,进而导致焊件的塑性与韧性等相关指标参数降低,同时可以有效防止焊缝过低温度而导致焊件之间的扩散氢滞留在焊件内,进而形成淬硬组织影响焊件的质量。一般而言,焊缝层间温度控制在200~250℃以下,具体到某一特定的焊接工艺,则要根据工艺评定纪录确定。焊缝层间温度与环境温度关系之间并无之间的关联关系,通常,奥氏体不锈钢一般控制在150℃左右,甚至更低,这主要看合金钢的质量分数而定,而P91高合金钢的焊缝层间温度一般控制在250℃左右。
3.3 焊后热处理
焊后热处理工序旨在得到含弥散强化相的板条状回火马氏体组织,并有效消除焊件在焊接过程中产生的应力,充分保障焊件在接头处的冲击韧性。焊后热处理应当充分把控好工序开展的时间,对于P91高合金钢而言,通常在焊件温度降低并低于100℃时即开始约1.5h的焊后热处理。焊后热处理过程中应当采取分区加热与分区控温法,对于焊件的不同部位进行分区加热,以保证焊件受热的均匀性,同时,在焊后热处理过程中需要严格控制焊件的温差,P91焊后热处理的标准温差范围应控制在50摄氏度以内。P91管道热处理过程曲线如图1所示。
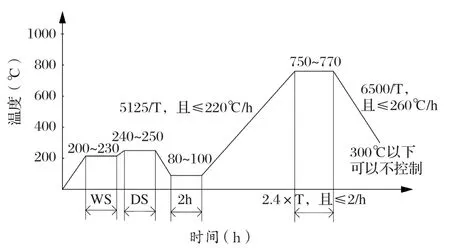
图1 P91管道热处理过程曲线图
4 P91高合金钢无损检测工艺
P91高合金钢的无损检测可以在不损坏P91高合金钢的结构完整性与性能的基础上对P1钢的材料性质、结构等进行有效检验与测试,以实现对P91高合金钢的稳定性、安全性、可靠性、抗压性等性能的定量分析与评估。P91高合金钢焊接的无损检测主要是对焊接的接头处进行检测,由于管道壁厚较厚,为避免焊口全部完成焊接工作后带来的返修困难,首先打底厚度至15mm,进行一次RT无损检测,确保底层无缺陷后再继续盖面,热处理完成后,对整个焊口进行第一次UT探伤。需要注意的是,由于P91高合金钢存在延迟裂纹的倾向较大,因此应当充分把握P91高合金钢焊接检测的时机,通常第一次UT检测后1个月,再进行二次UT检测,确保无延迟裂纹的缺陷发生。常用无损检测方法为X射线或者超声波,以超声波无损检测为例,通过超声波与焊件接头相互作用,就反射、透射和散射的波进行研究,对接口进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,以判别P91高合金钢焊接的质量。
5 结语
P91高合金钢在高温高压条件下具有良好的持久性与稳定性,即使在高温、高载荷等极端条件下也不会发生塑性形变,能够有效保持钢结构的完整性,可作为亚临界、超临界锅炉壁温≤625℃的高温过热器、再热器用钢管,以及壁温≤600℃高温集箱和蒸汽管道,也可作为核电热交换器以及石油裂化装置的超高压蒸汽管道,具有较为广阔的市场推广与应用前景。
[1] 李应钦,徐森,刘文峰.T/P91钢及其焊接、焊接热处理、无损检测工艺要点[J].中国化工装备,2015,17(3) :13-23.
[2] 师学礼. T/P91钢热处理强化及焊接接头组织性能研究[D].镇江:江苏科技大学,2016.
[3] 刘敏丽.电厂用P91钢焊接工艺及其焊后性能研究[J].热力发电,2017,40(2) :88-90.
[4] 吴志亚,张建军.P91集箱与12Cr1MoV端盖的焊接技术[J].焊接,2016(6) :48-50,75.
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
山东冶金(2022年1期)2022-04-19
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
——“长三角合金钢材料与制品产业链专刊”前言
上海金属(2020年6期)2021-01-05
石油管材与仪器(2020年2期)2020-05-11
中国金属通报(2020年1期)2020-04-23
科技风(2018年9期)2018-05-14
制造技术与机床(2017年9期)2017-11-27
建筑建材装饰(2017年4期)2017-05-31