基于主成分分析的船舶柴油机故障监测方法
2018-05-07 11:12尚前明杨安声唐新飞
中国航海 2018年1期
尚前明, 杨安声, 陈 辉, 唐新飞
(武汉理工大学 能源与动力工程学院, 武汉 430063)
基于主成分分析的船舶柴油机故障监测方法
尚前明, 杨安声, 陈 辉, 唐新飞
(武汉理工大学 能源与动力工程学院, 武汉 430063)
为研究船舶柴油机运行状态与热工参数之间的联系,通过监测热工参数的变化来判断船舶柴油机当前的状态。以12K98ME-C柴油机为研究对象,采用主成分分析法对其12种热工参数进行分析,揭示柴油机性能各热力参数之间存在很大的内在联系。在样本数据中加入异常点,采用T2统计量和Q统计量对故障点进行检测分析,进而验证该方法对故障监测的有效性。研究发现柴油机热工参数之间的相关性非常强,采用该方法可达到很好的降维效果,能准确识别出柴油机的异常状态。
柴油机;主成分分析;热工参数;统计量;故障监测
与柴油机工作过程有关的热力参数蕴含有大量的信息,这些信息具有外界干扰小、质量好、诊断范围广和可用性强的特点,具有很高的监测和诊断应用价值。这里以MAN B&W的12K98ME-C智能柴油机为研究对象,运用主成分分析(Principal Component Analysis,PCA)法处理其台架试验数据,对数据加入异常点,通过判断统计量的数值是否超限对异常点进行识别。利用该算法分析直接反映柴油机经济性和动力性的热工参数,对了解柴油机性能故障与热工参数之间的内在联系具有指导意义。
1 PCA故障监测过程
PCA用于故障检测的基本方法为:根据在正常工况下采集的数据,按一定的算法流程找出能表达正常工况下过程变量之间的因果关系的低维主成分(即主元模型),一旦过程的实时测量数据的统计量超过建立的主元模型的统计量,即可判断过程中已有故障发生,具体算法流程见图1。
2 原型机及其热工参数
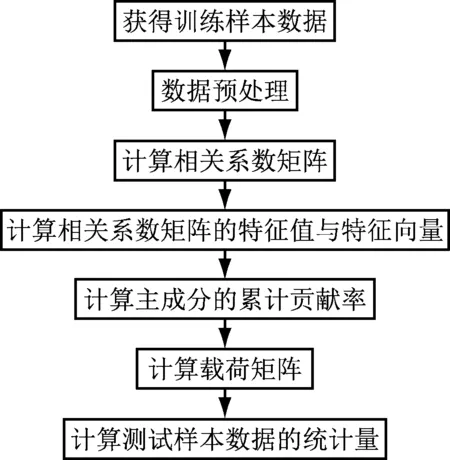
图1 主成分分析法用于故障监测的一般过程
原型机为东方海外“OOCL 1720”主机(12K98ME-C)二冲程增压柴油机,其额定功率下的最大转速为104 r/min。该船配用MHI公司生产的MET83SE型涡轮增压器,其参数为:最大转速11 000 r/min,最高温度580 ℃。测试时所使用燃油的参数为:黏度在40 ℃时为7.9 cSt,密度在15℃时为0.914 7 g/cm3,硫含量为0.23%。柴油机的气缸常数为4.102 2,冷却水的浓度为0.115‰。在这些参数下,柴油机在不同负荷下运转,测得所研究的12种热工参数。[1-2]
在测试台架上(虽然测试台架与实船环境有一定的差异,但在主机性能测试方面相似度很高),测得主机分别在25%,50%,75%,85%和100%等5种负荷下的一系列热工参数,测量结果见表1,该数据是主机在相应负荷下平稳运行一段时间之后选取某工作循环的热工数据。
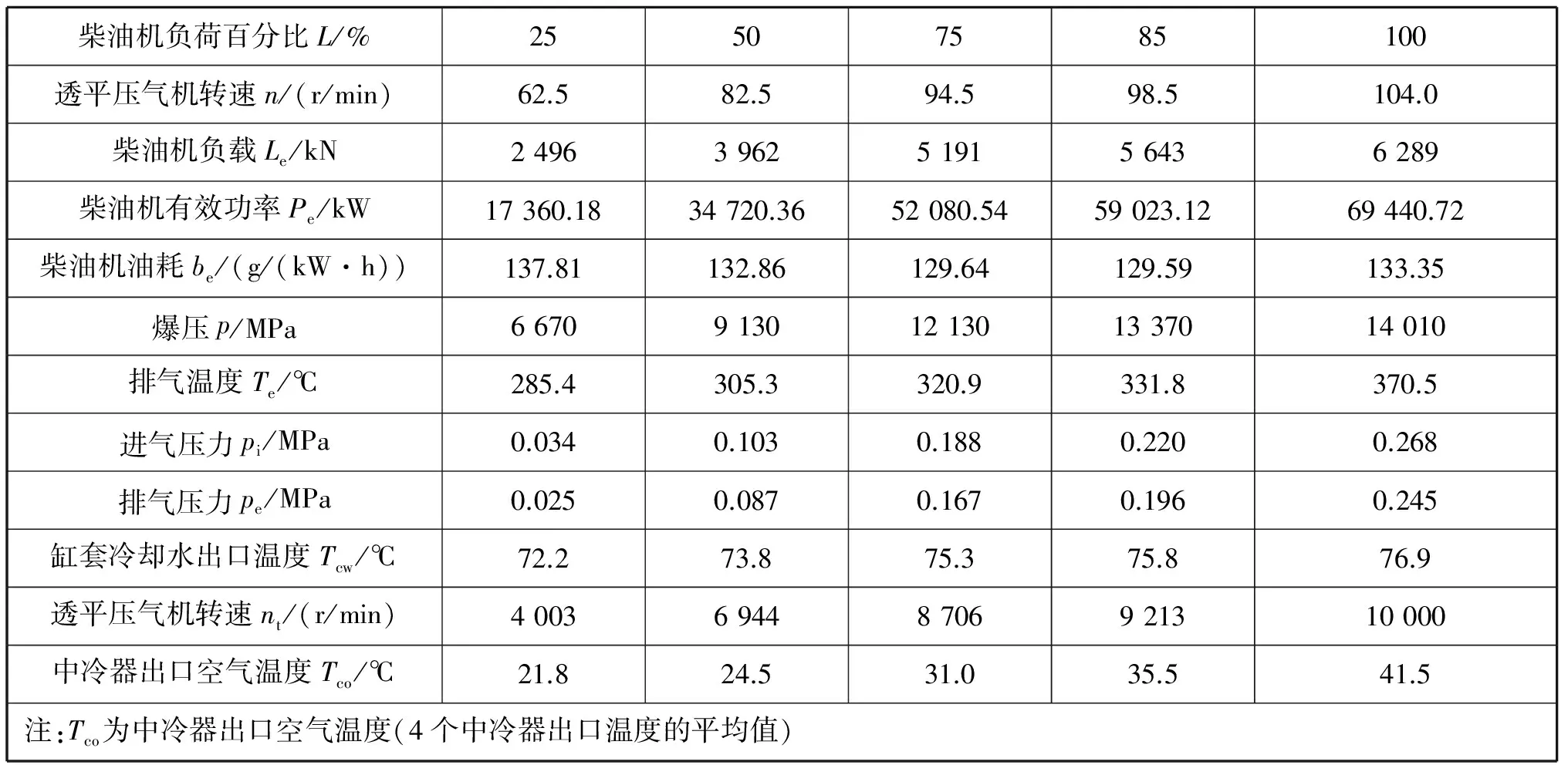
表1 不同负荷下柴油机的热工参数
3 主元模型建立
为使主元模型能更加真实地反映出系统的所有特征,可任意选取一组合适的样本进行建模,同时训练样本数据质量的好坏直接决定主元模型的精确程度。由于样本数据在实测中会受到噪声的干扰,虽然PCA本身对噪声有一定的处理能力,但噪声过大仍会破坏各变量之间的相关性,影响主元模型之间的精度,因此只有对样本数据进行降噪处理才能确保主元模型的精确度。这里以25%负荷工况(该工况下主机转速>50 r/min,鼓风机处于关闭状态)下的热工参数作为样本参数,介绍PCA用于故障监测的一般过程。
3.1 数据预处理
采用滑动平均值法对样本数据进行降噪。该方法首先定义一个移动窗口,其长度为k。设x(i)为第i时刻变量的测量值,用i到i+k时刻的移动窗口内的样本平均值来代替x(i)的观测值,从而达到消除测量噪声的目的。其降噪的过程可描述为
(1)
为研究各热力参数与性能故障的内在联系,对由多组热力参数组成的样本矩阵R进行主成分分析,每组样本包含12种参数。
(2)
式(2)中:m为样本点个数;n=12。
对样本数据进行标准化处理和相关分析,得到标准化样本矩阵。
3.2 计算相关系数矩阵
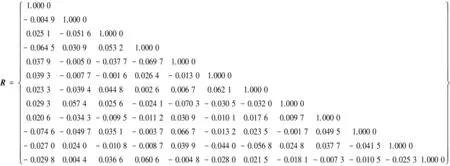
带噪声的相关矩阵R为
降噪之后的相关矩阵R′为
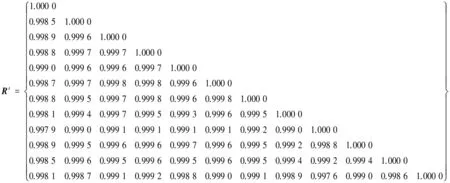
对比相关系数矩阵R与R′可知,带噪声样本的各变量之间的相关性非常小,直接将带噪声的样本用于主成分分析起不到明显的降维效果。对样本数据进行降噪之后样本各变量之间的相关性明显增强,因此降维效果也非常明显。
3.3 特征值与特征向量
为进一步分析样本中各变量之间的关系及样本的总体特征,需计算该矩阵对应的特征向量和特征值及主成分的累计贡献率[3](选取的主成分特征值之和与所有成分特征值之和的比值),计算结果见表2。利用累计贡献率来确定主元个数,累计贡献率的大小直接反映主元模型的监测精度,一般根据经验,只要其值>85%即可满足精度要求。[4-7]为进一步提高监测精度,将该指标定在95%以上。
由表2可知:根据降噪前的样本数据计算出的前8个主成分的累计贡献率只有70.78%,并没有达到95%,数据降维效果不佳;根据降噪之后的样本数据计算出的第一主成分的贡献率达到99.93%,超过95%,不仅降维效果非常明显,而且具有很高的监测精度。
4 PCA故障监测
从统计学的角度来讲,要检测数据中是否包含故障信息,可通过建立统计量进行假设检验,并根据统计量的值是否超过控制限来检测故障。这里引入T2统计量和Q统计量作为检测统计量。
4.1 T2统计量和Q统计量
HotellingT2和Q统计量[3,8]的定义如下。
1)T2统计量的计算式为
(3)
式(3)中:Da=diag(λ1,…,λa)为前a个主元的特征值矩阵。T2统计量服从自由度为n和n-a的F分布(n为训练样本集合的样本点个数,a为主元个数)。T2统计量的实质是检测样本x在主元空间的投影向量的长度。当显著性水平为α时,可得到T2统计量的控制限为
(4)
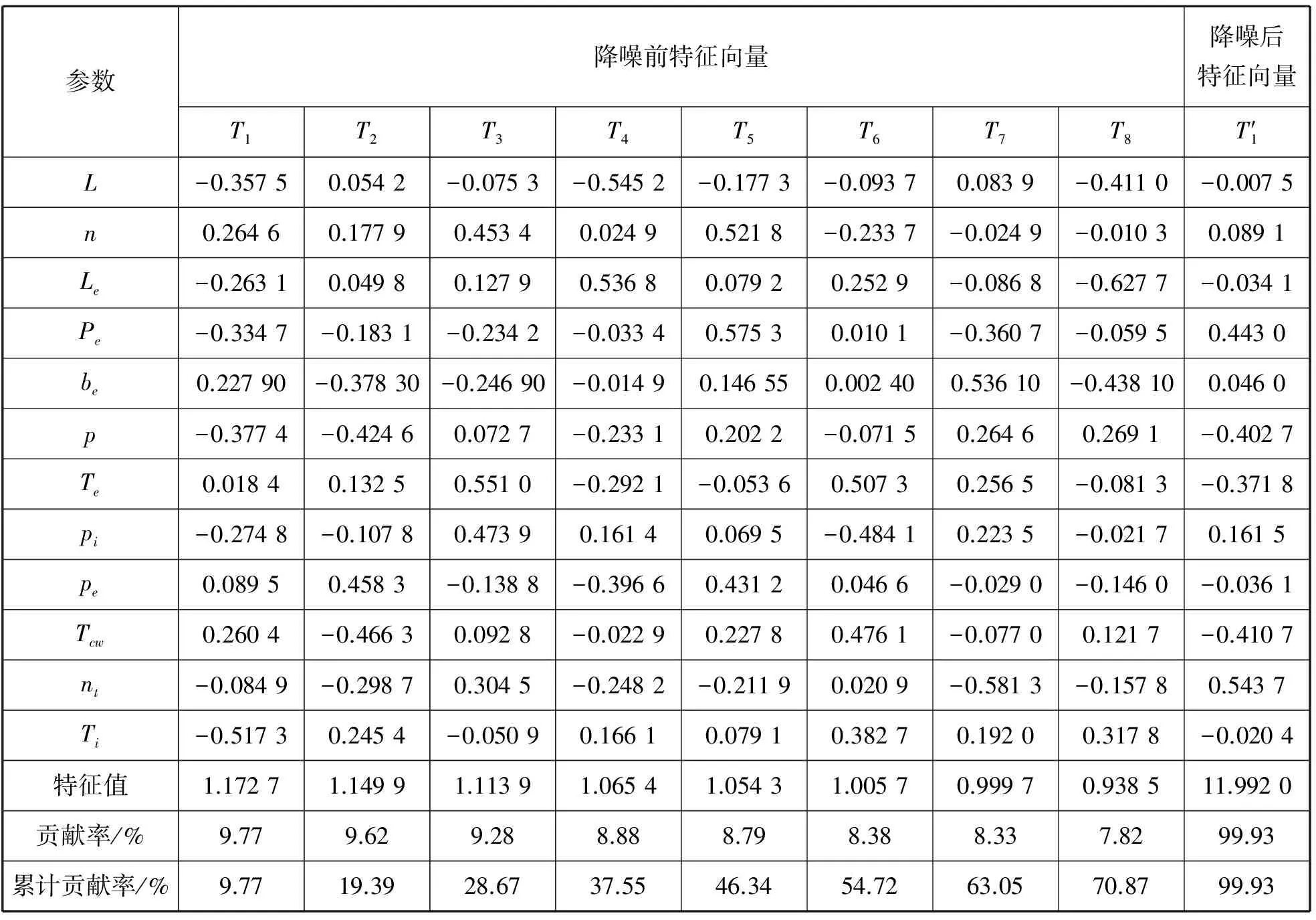
表2 特征向量与特征值计算结果
显著性水平是指误检的概率,一般用α来表示,用1-α来表示置信度。
2)Q统计量的计算式为
(5)
当显著性水平为α时,Q统计量控制限(SPE控制限)为
(6)
对于一个新的检测样本,其Q统计量或T2统计量的值应在控制限之内为正常状态,超出控制限为故障状态。通常定义α=0.05时的控制限为警戒控制限,α=0.01时的控制限为动作控制限。为提高置信度,这里取α=0.01。
图2~图5为带噪声和降噪后的训练样本的T2统计量和Q统计量,并给出对应统计量的控制限。
从图2~图5中可看出:训练样本对T2统计量不敏感,T2统计量的最大值比其控制限要小很多,因此降噪前和降噪后的样本均没有超过T2统计量控制限;训练样本对Q统计量比较敏感,由于带噪声的缘故,部分样本的Q统计量超过了其控制限,而降噪后的样本均没有超过Q统计量控制限,说明降噪可剔除一部分异常点。

图2 带噪声训练样本的T2统计量

图3 带噪声训练样本的Q统计量

图4 降噪后训练样本的T2统计量

图5 降噪后训练样本的Q统计量
4.2 故障监测
为测试PCA的故障监测能力,选取缸套冷却水温度高、气缸排气温度高和透平压气机转速偏低等3种异常现象,每种现象设置3种异常程度。具体异常点设置情况见表3。
表3中,异常程度的大小可用偏移率的绝对值来衡量。当偏移率较低时可能只是普通的异常现象,当偏移率超过一定限度时可能就是故障现象,这需通过2种不同的控制限来分析。测试样本的T2统计量见图6。
由图6,图7和表3可知:对于当前工况,T2统计量在参数偏移率较大时才会超过控制限,Q统计量在参数偏移率较小时就会超过控制限,因此主机在某一确定工况下正常运行过程中,对于波动范围较大的参数可采用T2统计量作为监测指标,对于波动范围较小的参数可采用Q统计量作为监测指标,这样就可降低误检的概率,从而提高监测的准确性。
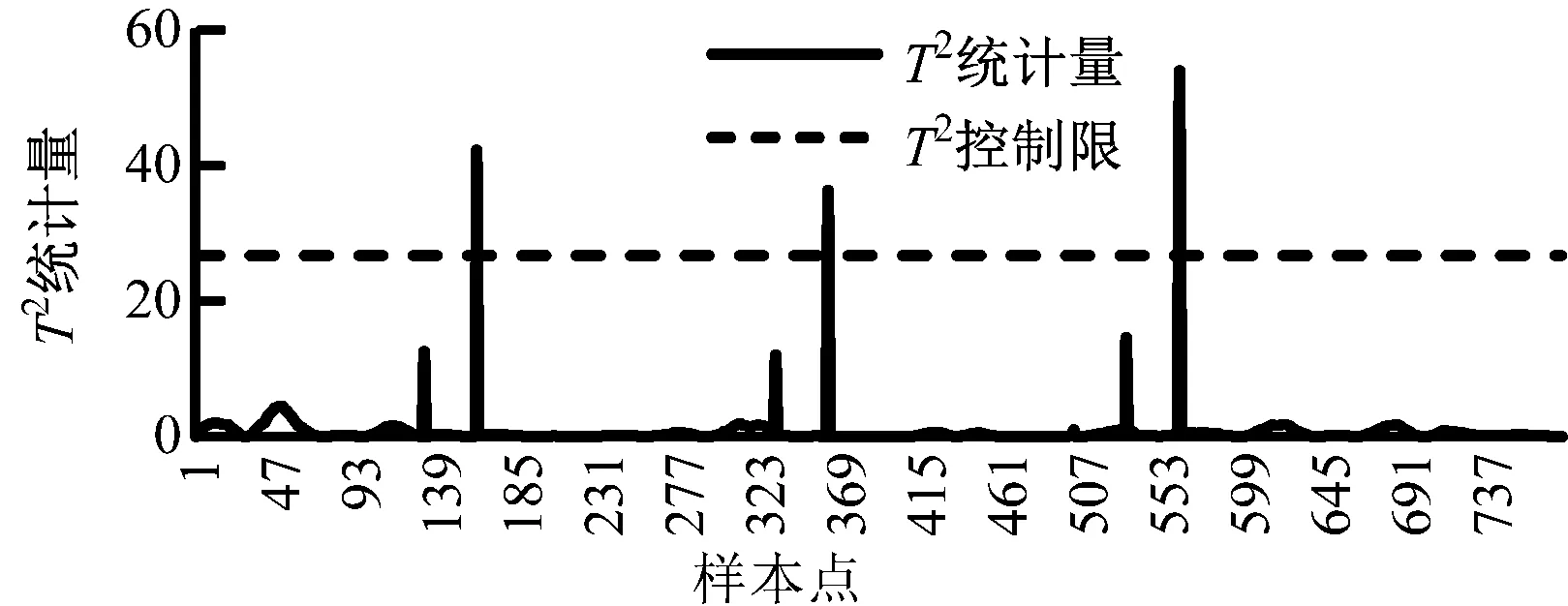
图6 测试样本的T2统计量
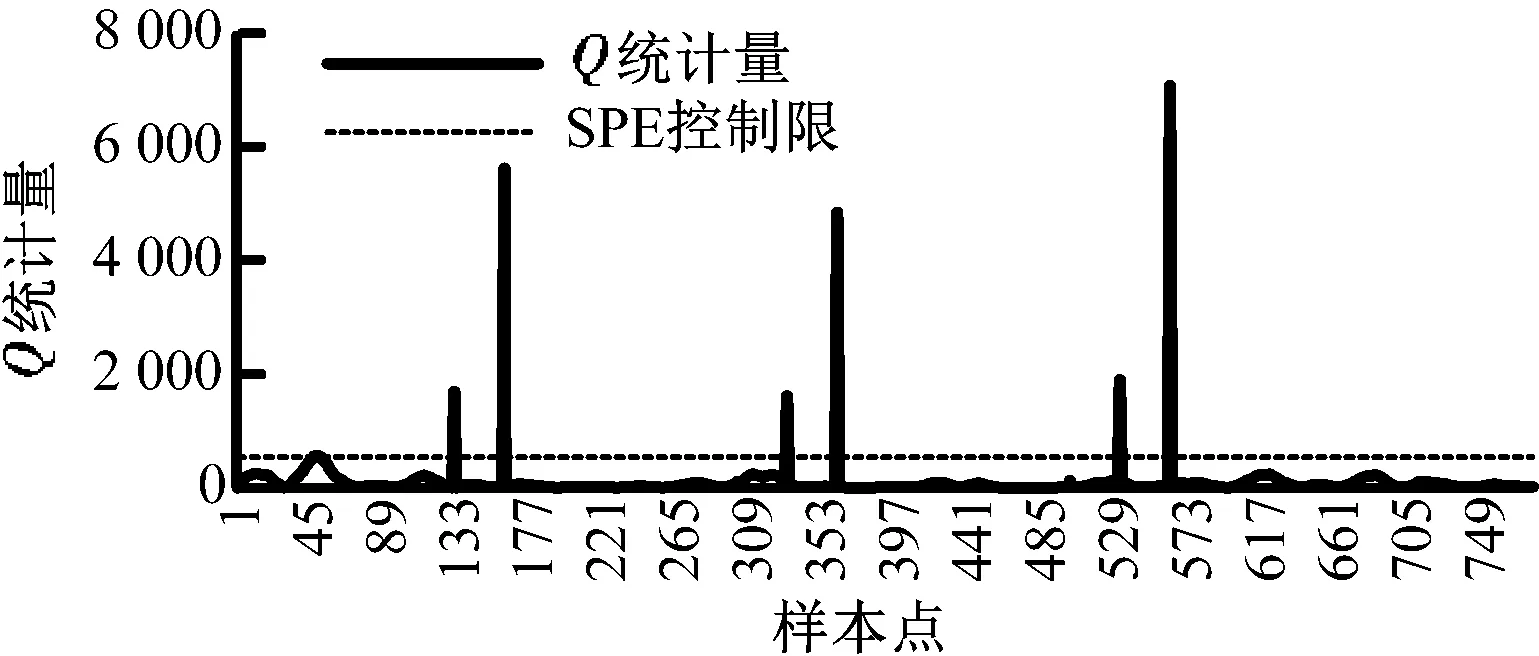
图7 测试样本的Q统计量
5 结束语
1)本文介绍PCA用于故障监测的一般过程,以ME智能柴油机为研究实例分析其热工参数的特性,降噪之后发现这些参数之间的相关性非常强,很适合采用该方法对样本数据进行降维处理。
2)本文采用T2统计量和Q统计量作为检测统计量,对ME智能柴油机的热工参数进行检测,发现Q统计量要比T2统计量敏感,在参数偏移率较小时就会超过控制限针对该特性,即可根据不同的参数特性选择不同的监测指标。
3)本文只对稳态工况进行监测,后续可尝试进行动态工况监测。另外,可在故障监测的基础上与模式识别算法相结合进行故障诊断。
[1] 薛胜军. 基于神经网络与模糊技术的内燃机热工故障在线诊断的研究 [D]. 武汉:武汉理工大学,2001.
[2] 胡以怀,万碧玉,詹玉龙. 柴油机性能故障仿真及信息特征分析[J]. 内燃机学报,1999(3):233-240.
[3] 牛征. 基于多元统计分析的火电厂控制系统故障诊断研究 [D].北京:华北电力大学,2006.
[4] HIMES D M, STORER R H, GEORGAKIS C. Determination of the Number of Principal Components of Disturbance Detection and Isolation[C]//Proceeding of the American Control Conference, Piscataway, New Jersey, IEEE Press,1994:1279-1283.
[5] QIN S J,DUNIA R. Determining the Number of Principal Components for Best Reconstruction[J].Journal of Process Control,2000,10(2):245-250.
[6] 苏林,尚朝轩,连光耀,等. 基于故障检测率的主元个数确定方法 [J]. 计算机测量与控制, 2011(8):1857-1860.
[7] 张新荣,熊伟丽,徐保国. 基于PCA的发酵过程监控模型主元数的确定 [J]. 计算机测量与控制, 2009(6):1120-1122.
[8] JACKSON J E, MUDHOLKAR G S. Control Procedures for Residuals Associated with Principal Component Analysis[J].Technometrics,1979,21:341-349.
FaultDiagnosisofMarineDieselEngineBasedonPrincipalComponentAnalysis
SHANGQianming,YANGAnsheng,CHENHui,TANGXinfei
(School of Energy and Power Engineering, Wuhan University of Technology, Wuhan 430063, China)
In order to study the relationship between the marine diesel engine operating state and the thermal parameters and judge the status of marine diesel engine by monitoring the change of the thermal parameters, taking the 12K98ME-C diesel engine as the research object, the 12 kinds of thermal parameters are analyzed by the Principal Component Analysis(PCA), and the inherent relationship between the thermodynamic parameters of the diesel engine is revealed. Then outliers are added into the sample data, and the fault points are detected and analyzed byT2statistics andQstatistics. It is found that the correlation between the thermal parameters of the diesel engine is very strong. The method can effectively reduce the dimension and can accurately identify the abnormal state of the diesel engine.
diesel engine; PCA; thermal parameter; statistic; fault monitor
2017-12-08
国家自然科学基金面上项目(51579200)
尚前明(1974—),男,四川广安人 ,副教授,研究方向为主要动力设备故障诊断。E-mail:568857508@qq.com
杨安声(1989—),男,河南信阳人,助理实验师,研究方向为轮机仿真及自动控制。E-mail:779666590@qq.com
1000-4653(2018)01-0019-05
U664.121;U672.2
A
猜你喜欢
数字技术与应用(2021年4期)2021-11-21
科学与财富(2021年36期)2021-05-10
科技创新与应用(2020年6期)2020-02-29
汽车与新动力(2019年5期)2019-11-07
汽车观察(2019年2期)2019-03-15
热力发电(2019年2期)2019-03-01
现代电子技术(2016年23期)2017-01-12
商情(2016年5期)2016-05-14
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年3期)2014-02-27