
核级低合金钢手工回火焊接热影响区组织性能研究
2018-06-08 10:26叶义海郑德旭罗绪珍朱其猛朱勇辉
电焊机 2018年5期
叶义海,郑德旭,罗绪珍,王 建,尚 巍,朱其猛,朱勇辉
(1.中国核动力研究设计院,四川成都610041;2.福建福清核电有限公司,福建福清350300;3.华龙国际核电技术有限公司,北京100037;)
0 前言
核电作为安全、清洁能源之一将是我国能源发展的重点。压力容器、蒸汽发生器、主泵、稳压器等均为大型承压设备,是核反应堆的核心,是化学能转换电能的关键所在,其本体材料一般采用低合金钢。目前,核电站中广泛用于承压设备的低合金钢有美国的 SA508-3、德国的 20MnMoNi55、法国的16MnD5、俄罗斯的15Х2НМФАCl.1以及日本的SFVV3等。
大型核级承压设备长期在高温、高压、高辐射环境下服役,其低合金钢本体材料及其焊缝可能会产生超标缺陷,或原制造缺陷扩展而产生超出标准要求缺陷,严重影响核电站的安全运行。为了保证设备安全可靠和机组正常运行,亟需开发低合金钢设备缺陷修复工艺技术。手工回火焊接技术作为一种新型焊接修复技术,可以有效达到焊后热处理的效果,广泛应用于易淬火钢的焊接或修复。
由于低合金钢属于易淬火钢,在焊接过程中其热影响区(HAZ)组织会产生恶化,影响焊接质量,需要进行热处理[1-2]。受空间环境限制等制约,现场修复实施热处理难度较大。目前国内的焊条电弧焊回火焊接维修技术研究尚处于起步阶段。本研究重点分析核级低合金钢手工回火焊接的热影响区和熔敷金属的组织性能,为手工回火焊接技术在核动力装置低合金钢设备焊接维修中的工程应用奠定技术基础。
1 试验方法
1.1 试验材料
试验用母材为我国早期自主研发的核级低合金钢,牌号S271,交货状态为调质态,组织为粒状贝氏体,化学成分见表1。试验件规格尺寸330mm×300mm×55mm。
试验用焊材为核级低合金钢焊条,牌号E9018G,规格为φ2.5mm和φ3.2mm,化学成分见表2。

表1 S271钢化学成分 %

表2 E9018G低合金钢焊条化学成分%
1.2 试验件制备
根据核电站低合金钢设备的规格及焊接维修需求,设计、加工了如图1a所示的试验用试件。试件制备采用焊条电弧焊,主要焊接参数如表3所示。焊前试件进行200~235℃预热处理。
试验共制备试件5件,分别编号为SGSY-TGGB-1~SGSY-TGGB-5。所有试验件前2层采用回火焊接参数,其余层为填充层。其中SGSY-TGGB-2在焊趾位置增加了3道补充回火焊道,SGSY-TGGB-3~SGSY-TGGB-5为每层焊接后分别打磨掉熔敷金属厚度40%、50%和60%再进行焊接的试件,试件如图1b所示。

图1 设计的试件示意

表3 主要焊接参数
2 试验过程及结果分析
2.1 局部增加热循环对HAZ组织组织性能的影响
SGSY-TGGB-1和SGSY-TGGB-2金相样品HAZ微观组织观察位置如图2所示。
SGSY-TGGB-1金相样品HAZ微观组织形貌如图3a、图3b所示,SGSY-TGGB-2金相样品HAZ微观组织形貌如图3c、图3d所示。
S271母材、E9018G熔敷金属、SGSY-TGGB-1和SGSY-TGGB-2样品HAZ硬度测量值见表4,两个样品HAZ硬度对比如图4所示。

图2 金相样品HAZ微观组织观察位置

图3 试验件焊趾位置HAZ组织形貌
S271母材、E9018G熔敷金属、SGSY-TGGB-1和SGSY-TGGB-2样品HAZ冲击功测量值见表5,两个样品HAZ冲击功对比如图5所示。

表4 S271母材、E9018G熔敷金属和HAZ硬度实测值

图4 S271母材、E9018G熔敷金属和HAZ硬度对比

表5 S271母材、E9018G熔敷金属和HAZ冲击功实测值

图5 S271母材、E9018G熔敷金属和HAZ冲击功对比
由图3a、图3b可知,未增加补充焊道的试件焊趾位置HAZ回火效果不够充分,局部组织存在回火马氏体和残余奥氏体晶界,严重影响HAZ组织性能。由图3c、图3d可知,在焊层的两侧焊趾位置增加了3道补充焊道后,试验件焊趾位置回火效果良好,其热影响区局部的残余奥氏体分解充分,残余奥氏体晶界消失,回火马氏体组织分解转化充分。
由表4可以看出,S271母材硬度分布在190~224HV0.2,E9018G 熔敷金属硬度为 199~268HV0.2,SGSY-TGGB-1样品 HAZ硬度为 260~304 HV0.2,SGSY-TGGB-2 样品 HAZ 硬度为 290~340HV0.2。由图4可知,增加补充焊道的SGSY-TGGB-2HAZ硬度高于SGSY-TGGB-1的硬度。分析认为,虽然SGSYTGGB-1样品未增加补充焊道,HAZ回火不充分,组织中有回火马氏体存在[3-4],但其组织形貌中有原始奥氏体晶界出现,大大降低了HAZ硬度[5-6]。因此,SGSY-TGGB-2样品HAZ硬度高于SGSY-TGGB-1样品是可能的。
由表5可知,S271母材冲击功分布在228~264J,E9018G熔敷金属的冲击功为 168~228 J,SGSYTGGB-1 样品 HAZ 冲击功为 128~154 J,SGSYTGGB-2样品HAZ冲击功为162~224 J。由图5可知,增加补充焊道的SGSY-TGGB-2 HAZ冲击功高于SGSY-TGGB-1的冲击功。分析认为,SGSYTGGB-1 HAZ回火不充分,组织中有回火马氏体和原始奥氏体晶界出现,极大地降低了HAZ冲击韧性。
由图3~图5可知,未增加补充焊道的SGSY-TGGB-1 HAZ组织为回火焊接的过渡组织,原始奥氏体晶界的出现导致硬度实测值相对较低,但其冲击韧性远低于母材和SGSY-TGGB-2热影响区。因此从综合组织性能方面考虑,低合金钢手工回火焊接过程中在焊趾位置增加补充焊道、加强回火效果是非常必要的。
2.2 回火焊层厚度对HAZ组织性能的影响
SGSY-TGGB-3、SGSY-TGGB-4和SGSY-TGGB-5金相样品HAZ微观组织观察位置如图6所示。
SGSY-TGGB-3、SGSY-TGGB-4、SGSY-TGGB-5样品HAZ微观组织形貌如图7所示。
SGSY-TGGB-3~SGSY-TGGB-5样品HAZ硬度测量值见表6,两个样品HAZ硬度对比如图8所示。
SGSY-TGGB-3~SGSY-TGGB-5样品 HAZ冲击功测量值见表7,两个样品HAZ冲击功对比如图9所示。

图6 SGSY-TGGB-3~SGSY-TGGB-5样品HAZ微观组织观察位置

图7 SGSY-TGGB-3~SGSY-TGGB-5样品HAZ微观组织形貌

表6 SGSY-TGGB-3~SGSY-TGGB-5样品HAZ硬度测量值
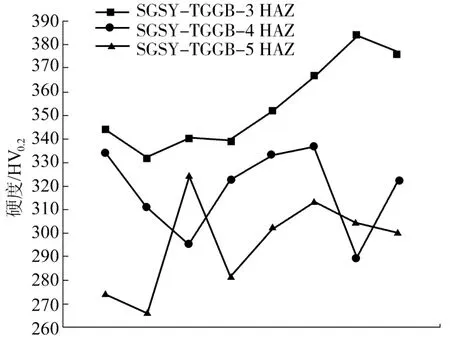
图8 SGSY-TGGB-3~SGSY-TGGB-5样品HAZ硬度对比

表7 SGSY-TGGB-3~SGSY-TGGB-5样品HAZ冲击功测量值

图9 SGSY-TGGB-3~SGSY-TGGB-5样品HAZ冲击功对比
由图7可知,SGSY-TGGB-3样品HAZ组织回火效果相对不充分,局部有少量的回火马氏体存在。SGSY-TGGB-4样品和SGSY-TGGB-5样品HAZ组织回火较为充分,未见明显的回火马氏体。
由表6可知,SGSY-TGGB-3样品的硬度为332~384HV0.2,SGSY-TGGB-4 样品的硬度为 290~337HV0.2,SGSY-TGGB-5 样品硬度为 266~324HV0.2。由图8可知,随着打磨量的增加,对应的样品HAZ硬度水平呈下降趋势。
由表7可知,SGSY-TGGB-3样品的冲击功为142~182 J,SGSY-TGGB-4 样品的冲击功为 156~186 J,SGSY-TGGB-5 样品的冲击功为 190~224 J。由图9可知,随着打磨量的增加,对应的样品HAZ冲击韧性水平呈明显上升趋势。
由于采用焊条电弧焊方法,每层焊接熔敷金属厚度相对较厚,回火焊接时必须去除部分厚度原焊层才能达到回火效果。本试验中SGSY-TGGB-3样品在进行第二层回火焊接时,由于熔池距离HAZ相对较远,有效回火温度覆盖不到位,回火不充分,局部有少量的马氏体组织存在,导致对应的HAZ硬度相对较高,冲击韧性相对偏低。
3 结论
采用焊条电弧焊回火焊接工艺在核级低合金钢S271板开槽试验件上填充低合金钢熔敷金属制备试件,利用该试件研究了局部增加补充回火焊道和回火焊层厚度对HAZ组织性能的影响。
(1)核级低合金钢手工回火焊接过程中,在焊趾位置局部增加补充焊道,可有效加强HAZ回火效果,改善组织性能。
(2)手工回火焊接时,每层焊接熔敷金属厚度相对较厚,下一层回火焊接时熔池距离HAZ相对较远,有效回火温度覆盖不到位,HAZ回火不充分。
(3)随着上一层回火焊层打磨量的增加,对应的样品HAZ冲击韧性水平呈明显上升趋势。
[1]刘会杰,闫久春,魏艳红,等.焊接冶金与焊接性[M].北京:机械工业出版社,2007.
[2]崔忠斤.金属学与热处理[M].北京:机械工业出版社,1999.
[3]王路兵,唐获,任毅,等.回火对马氏体/贝氏体高强复相钢组织性能的影响[J].轧钢,2007(24):18-22.
[4]住平,赵建仓,王淦刚,等.回火焊道对核电低合金钢表面镍基堆焊层热影响区性能的影响[J].中国表面工程,2014,27(1):87-92.
[5]张莉莉,张晓勇,郝瑞辉,等.回火焊道热处理对X80管线钢热影响区组织性能的影响[J].热加工工艺,2008,37(21):6-9.
[6]史绍贤,陈丽园,谢明,等.16MnR低合金钢焊接接头的组织与力学性能研究[J].金属铸锻焊技术,2011,40(15):131-134.
猜你喜欢
山东冶金(2022年2期)2022-08-08
大电机技术(2022年3期)2022-08-06
山东冶金(2022年1期)2022-04-19
仪器仪表用户(2022年3期)2022-03-04
机械工业标准化与质量(2021年11期)2021-08-15
装备制造技术(2020年1期)2020-12-25
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
