
车铣中心立柱式车铣复合加工装置的设计
2018-06-21 06:01李海安
精密制造与自动化 2018年2期
李海安
(上海机床厂有限公司 上海200093)
随着我国高端制造业中精密零件的精度要求不断提高,对加工不断提出新的要求,高精度数控卧式复合加工中心的需求也日益增加。由于复合加工具有高精、高效、环保的特点,复合加工机床通过单台机床可实现多工序、多工种加工,减少了装卸和调整时间,提高了加工效率和产品品质,所以复合型机床成为了机床行业的重点发展方向,市场对高精度数控卧式复合加工中心的需求也日益增加。
1 工艺分析
用户的加工对象为薄壁类零件,外圆加工成圆锥体,外圆有圆形和方形窗口,外圆小端面需钻削并攻丝等分螺纹孔,窗口处尺寸一致性达到0.05 mm,粗糙度达到Ra3.2 μm。外圆和大小端面表面粗糙度达到Ra1.6 μm以上、径向跳动0.02 mm、尺寸精度IT6。加工零件如图1所示。

图1 零件示意图
传统加工工艺,其主要流程有:数控卧式车床粗精车外圆、内圆、端面;立式龙门铣床,利用分度头装夹工件大端,钻削外圆各圆形窗口和铣削方形窗口、钻攻小端面螺纹孔至要求。
复合加工工艺将车、铣等加工工序集中到单台机床,其主要流程有:两端内孔倒 60°角并精修,上特制顶尖,连续粗、精车锥度外圆及两端面,转换加工单元并利用主轴分度功能,钻铣外圆处圆形和方形窗口至要求;利用特制中心架动力刀架,钻攻小端面螺纹口至要求。该方案有效地改变了以前工艺工序多、工件精度低,提高了加工效率。
2 立柱式复合加工装置的机械结构及特性
该立柱式复合加工装置安装在 X轴中拖板上,由伺服电机、传动装置、底座、滚珠丝杠、平衡油缸、动力刀架、滑板、导轨副、立柱、夹紧油缸组成。Y轴垂直运动由安装在底座内部的伺服电机驱动传动装置和滚珠丝杠带动滑板沿 Y轴垂直运动。装置结构如图2所示。

图2 立柱式复合加工装置结构
当需要车削时,立柱式复合加工装置由伺服电机驱动传动装置和滚珠丝杠带动滑板至车削原点,再由夹紧油缸顶紧滑板,保证了车削时导轨副处于无侧隙状态,从而保证了车削精度。
当需要铣削时,夹紧油缸通过液压放松,再由伺服电机驱动传动装置和滚珠丝杠带动滑板沿Y轴做垂直铣削运动,并通过安装在底座内的两个平衡油缸,平衡掉了动力刀架和滑板的自重,保证Y轴上下垂直运动的一致。
3 立柱式复合加工装置设计
3.1 技术参数设定
确定Y轴快移速度600 mm/min、Y轴行程±70 mm、Y轴定位精度0.014 mm。车切削参数为切深5 mm、进给量1 mm/r、工件最大直径Φ1 250 mm、转速400 r/min、刀具主偏角45°。铣削参数为切削速度40 mm/min、每齿进给量0.1 mm/z、铣刀直径Φ20 mm、切深5 mm、铣削宽度10 mm、刀具齿数10、刀具主偏角75°。计算切削力:车削主切削力为7780 N、进给力2334 N、径向力3 890 N。铣削主切削力为2 577 N、进给力851 N、径向力902 N。
3.2 滚珠丝杠选用
由于Y轴方向采用了平衡油缸结构,滑板和动力刀架自重通过平衡油缸将其自重抵消。现滚珠丝杆主要承受的是铣削时的主切削力,根据技术参数铣削主切削力为2 577 N、Y轴快移速度600 mm/min、铣削切削速度40 mm/min、Y轴行程±70 mm、Y轴定位精度0.014 mm。
根据结构需要初选 HIWIN FDI50-5T6 滚珠丝杠,精度等级C3,定位精度为 0.008/300 mm,该丝杠导程为5 mm、丝杠中径Φ50 mm、珠径Φ3.175 mm、额定动载1 757 kgf、刚度177 kgf/μm。设运作条件为正常转动,运行寿命为25 000 h。
3.3 立柱受力分析
由于该立柱复合加工装置具有车削和铣削两种功能,通过技术参数设计中的参数可以看出车削时候的主切削力明显大于铣削时的主切削力,故立柱的强度校核以车削时候的切削力为参数来进行校核。
设车削时,车削受力点离动力刀架中心距离X=270 mm、Y=0 mm、Z=332 mm, 主切削力为7 780 N、进给力658 N、径向力1 096 N。如图3所示。
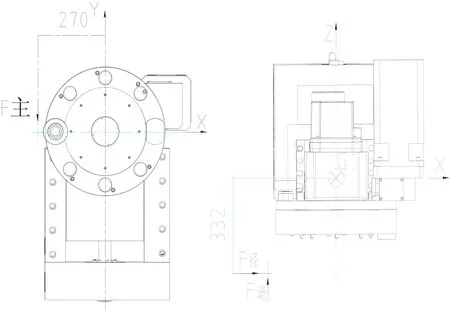
图3 立柱受力分析图
3.4 立柱静力结构分析
立柱材料采用QT600-3球墨铸铁,该材料物理性能参数有密度ρ为7 300 kg/m3、弹性模量E为173 GPa、泊松比u为0.3、强度极限δb为600 MPa、屈服强度极限δ0.2为370 MPa。
在模型导入有限元分析软件之前,去除对分析结果影响不大的局部细节。再添加零件材料属性,定义受力载荷、固定面,并适当地将网格划分得比较小。设置求解项并求解,结果如图4所示。


图4 立柱分析结果
将分析结果汇总整理后,见表1。

表1 立柱分析数据
从分析结果可看,最大应力为4.7 MPa,最大变形量为0.008 mm,远小于QT600-3球墨铸铁屈服强度370 MPa和车削工件跳动要求0.02 mm。因此立柱强度设计是安全的。
4 结语
随着我国高端制造业对中精密零件的精度和生产效率要求不断提高,车铣复合加工这种高效率、高精度加工方式得到了越来越多的应用。针对用户零件加工需求,本文设计出具有垂直铣削功能和车削功能的立柱式复合加工装置,减少了工件多次装夹造成的精度失准、准备工时长、多工种反复加工等缺点,提高了加工效率,满足了用户对车铣复合加工的需求。
[1]张志英.数控车床液压系统设计[J].机械制造与自动化, 2010, 39(1):33-35.
[2]成大先.机械设计手册[M].5版.北京:化学工业出版社, 2010.
[3]苏宏志,李文祥,王建军,等.车铣复合加工中心Y轴立柱的受力分析及结构优化[J].机械研究与应用,2015,28(6):23-24.
[4]蔡廷宇.滚珠丝杆超负荷计算及分析[J]. 精密制造技术与高效装备, 1998(2):31-33.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年10期)2018-10-13
通信电源技术(2016年1期)2016-04-16
组合机床与自动化加工技术(2014年12期)2014-03-01
振动、测试与诊断(2014年4期)2014-03-01
