
机身部件对合台的设计与制造
2018-06-22 02:12周洪岩
现代制造技术与装备 2018年5期
周洪岩
(沈阳飞机工业(集团)有限公司,沈阳 110850)
在飞机制造厂的装配车间中,不只是有装配型架,还有配套型架、补铆型架、对合型架以及精加工台等。不同种类的型架虽然各有其特殊作用,但是型架的结构和安装工艺是通用的。型架结构形式大致可以分为两类,即整体式型架和分散式型架。本文阐述的正是分散式型架——机身对合装配型架。
1 对合台的功能和结构特点
1.1 对合台的功能
后机身产品由左、右发动机舱和中舱等组件构成。对合的过程主要包括左、右发动机舱与中舱的连接,仪表舱上、下壁板的安装,并按技术要求保证发动机舱与中舱各框之间的间隙。在保证发动机交点的同时,还要保证发动机舱与中舱各框的间隙、左、右发动机舱与中央翼模拟器的间隙。
1.2 对合台的结构特点
1.2.1 外形尺寸巨大
对合台型架是分散式框架,地基框架尺寸7500mm×8200mm,该地基框架采用整体框架组焊成,地面上框架高2275mm。
1.2.2 结构复杂、定位交点和协调关系多
型架由六部分组成:地基、框架、架车、定位器、卡板、辅助装置。特别是中央翼接头定位器、垂尾接头定位器、仪表舱定位组件,分别采用单独的框架装配,该框架可绕转轴旋转90°,方便飞机上、下架。中央翼接头定位器、垂尾接头定位器交点按标准量规协调。
2 对合台的设计与制造
2.1 地基的设计、制造与调整
为保证飞机装配后的精度要求,提高型架的刚度和强度,采用整体式地基框架,避免地基变形增大飞机的制造误差。在地基的制造过程中,为方便工人操作和实际运输,将地基框架按照对称线分成四部分分别组焊,为减少地基框架变形,框架进行振动消除应力。将地基框架运至现场,按蓝图尺寸将四个框架摆到正确的位置,利用自制的调整顶丝调整框架,用水平仪找正框架水平,最后利用连接板将框架连接,完成地基框架的安装、调整工作。
在地基框架的四周安装四个工具球座,利用激光跟踪仪建立基础坐标系,并对图示工具球打出实测值。利用激光跟踪仪按蓝图尺寸安装支座(HB495),此方法优点在于充分利用仪器,减少工人的劳动强度,并能准确确定支座位置,其中支座(HB495)为标准件,其上面钻有连接地基、型架骨架的钻模孔。以往实践证明,由于装配能力的限制,与骨架连接的钻模孔在装配前钻出,不能与型架骨架准确连接,浪费制造成本。最为合理的方法是型架骨架确定好准确位置后,再由钳工用磁力钻配置出连接孔,最后配合基建打地基,保护好工具球座。
2.2 现场安装与调整
由于该型架比较大,按图纸安装四个工具球建立基础坐标系后,为便于后续基准转换,尽可能一次多建一些ERS点,按ERS点的优选原则,在地基适当位置上建立ERS点,一些大的支座也建立ERS点,确保移动激光跟踪仪时,测量点都能看到。
特别不好调整的是框上的六个大梁定位器,大梁定位器调整好后与框架浇白水泥固定。该定位器上有三个工具球,由于该定位器悬在空间,前后没有支撑,不易调节。现场按实际情况,在每个梁定位器前后两端点焊四个螺母,用螺栓顶着大梁定位器,调整直至符合工具球值。
现场装配时,由于零件比较多,装配周期短,机身对合型架是分散式框架,各组件可平行作业,现场三台激光跟踪仪同时在不同角度开始安装各个零件。辅助框架、测量工具套、工具销及垫片提前做好,可以为该工装的顺利安装做好充分准备。
3 技术难点
3.1 翻转式支臂加工困难,装配困难
中央翼悬挂接头定位器定位支柱高2235 mm,宽492mm,要求加工2-Φ90H7孔同轴,非常困难。由于框架用方管、槽钢、连接板组焊,零件表面腐蚀且有焊接变形,镗床加工孔时没有定位基准,孔易镗偏。
解决办法:组焊时在槽钢框架中焊接的套筒外径尺寸加大,图纸尺寸Φ110mm,改为Φ150mm,内孔制初孔Φ60mm。在侧面点焊4块平板作为加工工艺基准,铣床加工时,保证侧面与底面垂直。镗床加工孔时,侧面4块平板立在平台上,镗床直接镗孔就能加工,确保孔不镗偏。由于机加能力的限制,加工500mm长距离,由于镗刀刚度不够,加工出来的孔出现锥孔,长衬套出现椭圆形,导致衬套按实际配车。该支座装配时,两端2-Φ90H7孔压一个内孔是Φ60H7的带台衬套,衬套长170mm,两端在里侧压套,不好装配。根据装配需要,两端做两个导套,做一个600mm长的Φ60f6的定位销,确保该带台衬套能够同轴压入。
3.2 垂尾支座加工困难,装配困难
垂尾支座采用可翻转形式,摇臂沿着转轴可旋转90°。设计利用两支柱通过方管连接而成。实际上,人们是将两支柱分开单独加工,并在支柱上焊接工艺平版,完成图纸加工任务。按图纸装摇臂时,由于摇臂太重,框架尺寸大,人工移动费劲,孔稍偏一点,都插不上。
解决办法:在侧面点焊4块平板作为加工工艺基准,镗铣床加工时,保证侧面与底面垂直。镗床加工孔时,侧面4块平板立在平台上,镗床直接镗孔就可以,确保孔不镗偏,不垂直于底面。装配时,把其中一个框架放在平台上,利用机加加工的平面与平台垂直,在平台上调整框架,保证孔垂直于平台,浇砂固定框架。把摇臂用吊车起吊,慢慢插入轴中,由于摇臂长520mm,孔必须垂直于平台,用吊车慢慢点动。而最上面的支座用吊车起吊,在平台上调平,用千斤顶顶住,慢慢敲打上面的支座孔附近,使其对准轴慢慢进入,顶着上面支座的千斤顶慢慢松动,上面的支座不断下降,最终完成垂尾支座的组装工作,如图1所示。
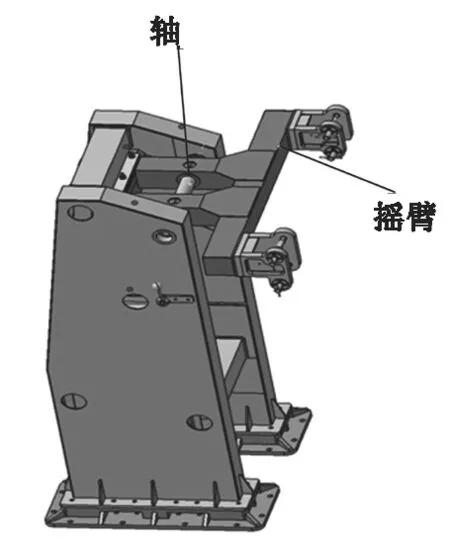
图1 垂尾支座安装示意图
3.3 量规在空间不易定位
中央翼接头定位器按量规协调,量规按工具球固定好位置后,在定位器上打出工具球实测值。量规如何在空间定位和调整,是现场安装时需解决的难题。根据生产需要,在数模上做一个定位量规的框架。该框架侧面靠近量规的地方用槽钢围成矩形,与量规有40mm间隙,可用顶丝顶着量规微调,量规下面也可用顶丝微调,这样就保证支撑量规的框架地面固定好后,量规可上下、左右、前后微调节,确保量规准确定位。
4 结语
机身对合台属于分散式大型装配工装,零件生产和组装全部按数字化制造,有效提高了装配工装的制造精度。在工装研制过程中,笔者通过结构特点、使用功能、协调基准等方面的详细分析,创造性地突破了一些数字化的关键制造技术,如翻转式支臂和垂尾支座的研制、量规的空间定位技术等。这都为整个工装的使用效能和稳定性提供了保证和支持,也缩短了工装维护中的检查和返修时间。飞机数字化装配工装制造技术已经成为飞机制造行业的主导发展方向,随着经验的不断积累,数字化工装的设计也将更加快捷、合理,使飞机制造水平迈上新台阶。
[1]张晖武,武厚忠.轻型飞机复合材料结构件工装的设计与制造[J].航空制造技术,2000,(1):47-48.
[2]《飞机制造工程手册》总编委会.飞机制造工程手册(飞机工艺装备分册)[M].北京:航空工业出版社,1994.
[3]方若愚.金属机械加工工艺人员手册.上海:上海科技出版社,1983.
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
中国信息技术教育(2022年19期)2022-10-12
装备环境工程(2022年7期)2022-08-10
仪器仪表用户(2022年2期)2022-02-18
科技创新导报(2021年33期)2021-04-17
山东工业技术(2017年20期)2017-10-17
小学生作文选刊·低年级版(2017年4期)2017-06-07
电子制作(2017年1期)2017-05-17
人间(2015年10期)2016-01-09
民用飞机设计与研究(2015年3期)2015-12-07
