
继电器罩壳抛丸处理工艺研究
2018-06-22 02:12杨兆俊罗光权陈前伟
现代制造技术与装备 2018年5期
杨兆俊 罗光权 陈前伟
(贵州航天电器股份有限公司,贵阳 550009)
继电器罩壳是继电器的外衣,罩壳外观的好坏很大程度上影响顾客的满意程度。继电器罩壳主要在冲压、热处理、电镀等工段进行加工,大致工序为:拉伸→退软→二次拉伸→退软→变薄拉伸→半退软→整平→线切割→酸洗→入库。在罩壳生产的各工序主要会出现以下表面质量问题:在拉伸时,拉伸凹模圆角上有缺陷,就会导致罩壳表面产生拉丝甚至拉伤,同时凹模推块上存在细小垃圾的存在,会导致底部出现凹坑、压伤;酸洗时,由于酸洗过程需要翻动,罩壳之间的摩擦不可避免地造成碰伤、划伤。另外,由于罩壳加工工序颇多,周转较为频繁,在周转过程中罩壳很容易碰伤、划伤。这些潜在问题的存在很大程度上影响了此类零件的正常生产秩序。
假设投入10000只罩壳的坯料,最后入库的可能只有7500只,损耗的罩壳多是因为表面质量问题没能得到解决。有些轻微的表面质量问题可以通过分类-砂光的操作进行补救。但是,每次分类出来的罩壳数量很多,同时还需要砂光,将会占用大量时间,而且砂出来的表面状态不理想,很多罩壳往往因为砂光后尺寸变化大而报废。
由此可见,表面质量问题严重影响继电器罩壳的生产效率,给企业带来了巨大的人员浪费和经济损失,必须要寻求一种好的方法来解决罩表面质量问题。
抛丸是一项新兴的表面处理技术,对提高零部件表面质量具有显著作用。随着国内外经济技术的不断发展,抛丸表面处理技术已经在制造行业得到广泛应用,逐渐成为表面处理技术的关键一环。
1 抛丸原理及参数说明
1.1 抛丸的原理
所谓抛丸,一般而言就是用小直径的弹丸,室温条件下在离心力的作用下高速喷射工件,进行表面强化和清理,其作用目的视具体情况而定。综合而言,抛丸过程是使工件表面材料在再结晶温度下产生强烈的塑性变形和加工硬化现象,并产生较大的残余压应力,从而提高工件表面强度、硬度、疲劳强度及抗应力腐蚀能力,降低材料的缺口敏感性。
贵州航天电器股份有限公司QPL30型履带式抛丸机结构简图如图1所示,采用高速旋转的飞轮离心抛射钢丸,钢丸喷射速度履带转速等参数可以通过控制面板调节。工件装入抛丸室内,由履带缓慢带动自由翻转,保证零件表面的每一个部位能进行抛丸处理。
零件表面抛丸细化程度通过丸粒的种类以及大小进行控制,丸粒有不锈钢丸、铝丸、玻璃丸、塑料丸等,其直径大小一般从0.1~1mm范围进行选择。
1.2 参数说明
抛丸机可控参数包括履带转速、抛丸时间、抛丸频率和丸粒大小。抛丸频率和丸粒大小决定了抛丸机施加到工件表面的撞击力的大小;履带转速决定了单位时间内工件被抛击的次数和单次抛击的持续时间;抛丸时间为整个抛丸过程的时间。通过调整相关参数,人们可以得到不同的效果,可视具体要求而定。
2 抛丸夹具的设计
从罩壳外观质量问题以及抛丸机功用看,罩壳抛丸势在必行。但是,如果把罩壳直接放入抛丸室内进行抛丸,会导致罩壳表面抛丸状态不一致和口部严重变形。所以,抛丸夹具应运而生。抛丸夹具是罩壳抛丸的关键,最初的平面式抛丸夹具如图2所示。

图1 抛丸机结构
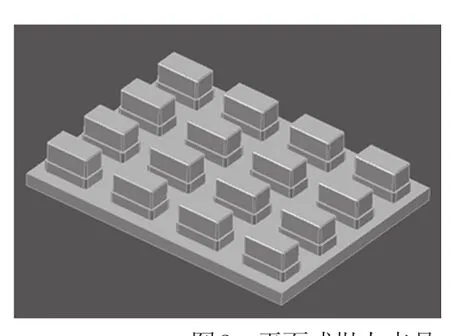
图2 平面式抛丸夹具
使用平面式抛丸夹具时,罩壳未能有效翻动使得罩壳五面抛丸程度轻重不一,不能满足使用要求。而且夹具的适用性差,不利于批量处理。为了解决该问题,相关人员进行了网上和实地调研,经过多番讨论研究后得出了新型罩壳抛丸夹具的设计方案,即滚轮式抛丸夹具。滚轮式抛丸夹具由滚轮、骨板和定位块组成,如图3所示。
滚轮起支撑作用,使整个夹具能在抛丸室中连续稳定地滚动。骨板直接承载定位块,然后固定在滚轮上,一个滚轮可以安装6块骨板。每块骨板设置了11个定位孔,用于固定定位块,定位块的数量决定于罩壳的大小,一次最多只能安装66个定位块。骨板与定位块之间存在45°的夹角,抛丸时可以便丸粒均匀地抛到罩壳的两个面上,从而保证处理后两个面的质量状态一致。定位块用来固定罩壳,是夹具的关键部位。它的尺寸根据不同的罩壳分别进行设计生产。经过多次试验与讨论,定位块进行了三次改良,如图4所示。
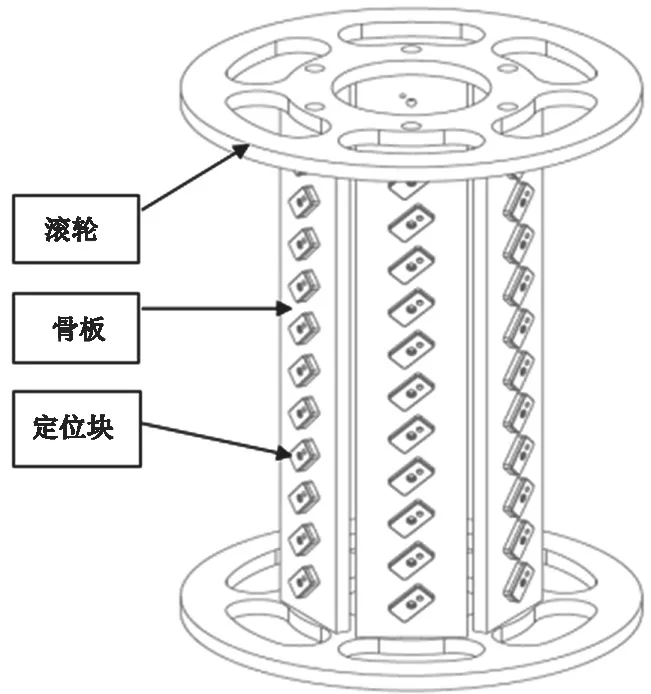
图3 滚轮式抛丸夹具

图4 定位块优化
直方螺纹形固定罩壳时为面接触,有很好定位效果。但是,因为罩壳加工时有差异性,口部尺寸在公差范围内变动,而直方形定位块尺寸固定单一,并不适合批量生产的罩壳,而且安装罩壳时装卸困难。
斜锥螺纹形定位块带有锥度,增强了罩壳的适应性,满足公差范围内罩壳的所有生产尺寸。这种定位块与罩壳是线接触,虽然能够方便地固定罩壳,但是在抛丸过程中如果参数没有设置好,很容易使罩壳口部发生变形。
为了解决定位块在骨板上的装卸问题,定位块改良为斜锥通孔形。改良后,螺钉穿过定位块将其固定在骨板上,从此不用拆下骨板就可以更换定位块,方便了生产,增强了夹具的灵活性。
3 罩壳抛丸处理
3.1 抛丸处理效果
抛丸处理给罩壳表面质量带来了很大的改观,如图5所示。
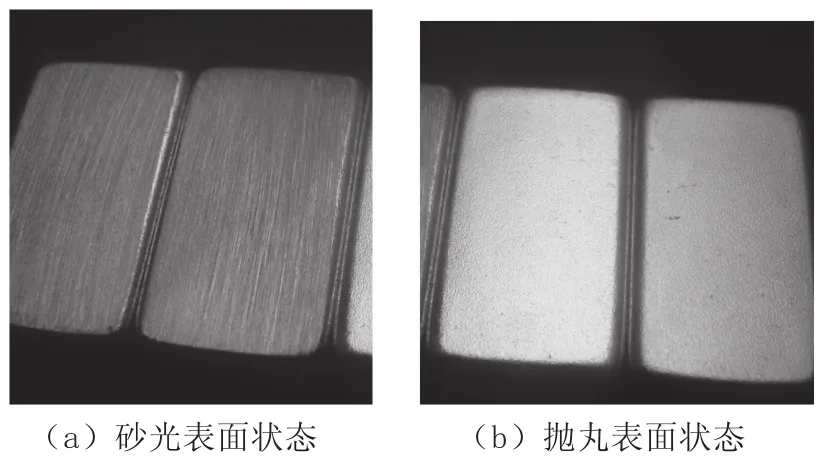
图5 砂光及抛丸处理效果对比
由图5可以看出,抛丸处理后的外观质量明显要好于砂光处理的罩壳表面,外观表面视觉效果细腻、柔和。电镀后零件表面整体呈漫反射状态,同时也可以达到麻面效果。
另外,经抛丸处理后的制件表面晶格扭曲变形,使表面硬度增高,同时在零件表面形成无数凹坑,增大了电镀接触面积,有助于提高镀层结合力,同时也消除零件局部应力所导致的应力腐蚀情况。综合而言,抛丸处理使罩壳表面材料在再结晶温度下产生强烈的塑性变形和加工硬化现象,并产生较大的残余压应力,从而提高工件表面强度、硬度、疲劳强度及抗应力腐蚀能力,降低材料的缺口敏感性。
3.2 抛丸处理过程中存在的问题
罩壳抛丸具有特殊性,给抛丸处理带来了一定的难度。抛丸夹具的使用在很大程度上方便了抛丸处理,然而问题依然存在。
3.2.1 底部凸起抛丸过程中,丸粒从上部喷出。因为滚轮是转动的,单个罩壳除口部外剩下五个面,接触丸粒的概率为顶部其他四个面的2倍,所以击打的强度要高得多,产生的内应力也较大,底面容易形成凸起。当使用直径0.3的丸粒对试样罩壳进行抛丸时,底面至少凸起有0.17mm,口部变形很小。后面改用直径0.2mm的丸粒对试样罩壳抛丸,因为丸粒质量减小,对罩壳表面的冲击力变小,凸起幅度也随之变小,至多0.14mm(包括前道工序可能产生的尺寸偏差)。3.2.2 口部凹陷变形对部分外形较大、厚度偏薄的罩壳进行抛丸时,抛丸后口部发生变形,影响与基板的装配。3.2.3 抛丸状态不一致
抛丸处理的整个原理就是利用滚轮固定罩壳,滚轮转动从而使罩壳都受到抛丸作用,这样必然导致罩壳除底部外的四个面有两个面的状态与另两个面状态不一致。因为丸粒从上部抛出,方向单一,迎着抛丸方向的两个面受到的抛丸撞击多于顺着抛丸方向的两个面,造成前两个面抛丸程度大于后两个面的抛丸程度。
4 针对以上问题的解决措施
4.1 底部凸起问题
虽然对抛丸参数进行了多次反复调整,但是,依然没能减少突起程度。改用直径0.2mm的丸粒进行抛丸,虽然减小了凸起的程度,但是没能根除凸起问题,依然会给后续工作带来不便。多次试验未果后,后经采用冲床整平验证,整平后的罩壳基本满足使用要求,而且解放了抛丸处理工艺参数的选择,从而很大程度上提高了抛丸处理的效果。
4.2 口部变形问题
经过对抛丸过程的深入研究和罩壳工艺的系统讨论,最终决定用直径0.2mm的丸粒进行抛丸,这样缓解了罩壳的口部变形。同时,更改工艺,在线切割之前进行抛丸,因为线切割前,罩壳有拉伸留下的边缘,而边缘具有加强筋的效果。在抛丸时,拉伸边缘对口部的材料有很好的支撑作用,从而进一步减少甚至避免口部变形。
4.3 抛丸状态不一致问题
因为对抛丸处理固有的看法和经验的不足,这个问题变成了看似无法解决的问题。但是,经反复试验操作,得出了答案:先抛丸一半的时间,停止后取出夹具掉转方向,再放入抛丸机内抛一半的时间。实践证明,这样操作后,效果明显,各个面上的状态达成一致,进一步提高了罩壳的表面质量。
5 罩壳抛丸处理带来的经济效益
抛丸处理在企业罩壳生产中的运用具有以下现实意义:企业不必再投入大量人力、物力对拉伸后罩壳表面质量问题进行繁杂的处理;拉伸时对拉伸模具的要求有所降低,因为抛丸处理可以去除拉伸时所产生的轻微拉丝问题;降低了罩壳周转时的损耗,因为抛丸处理的表面强化作用增加了罩壳的表面强度,周转时出现表面质量问题的概率大大降低;抛丸后的罩壳电镀性能更好,使得继电器整机电镀的效率和合格率都有所提高。
6 结语
继电器罩壳表面质量的好坏,直接影响客户的满意程度,是继电器销售的敲门砖。抛丸处理的引入大大提高了罩壳的表面质量,抛丸操作的系统化、规范化又将会使罩壳的表面质量更上一层楼。由此可见,抛丸处理具有现实而美好的前景,对于企业的发展更是锦上添花。
[1]蔡峋.表面工程技术[M].北京:机械工业出版社,2006.
[2]陈亚.现代使用电镀技术[M].北京:国防工业出版社,2004.
猜你喜欢
再生资源与循环经济(2022年8期)2023-01-06
装备制造技术(2020年6期)2020-11-27
中国生物医学工程学报(2019年4期)2019-07-16
汽车实用技术(2019年7期)2019-04-18
知识文库(2018年11期)2018-10-20
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年3期)2017-06-21
创新时代(2016年10期)2017-05-06
中华骨与关节外科杂志(2016年5期)2016-05-17
中国卫生标准管理(2015年16期)2016-01-20
