
自动切割圆管设备的设计与控制
2018-06-27 10:01蔡汉明董新华郝同晖常瑞鹏
机械制造 2018年1期
□ 蔡汉明 □ 董新华 □ 郝同晖 □ 常瑞鹏
青岛科技大学机电工程学院 山东青岛 266061
自动切割圆管设备是一种用于切割单根圆管的自动化机械设备,针对不同长度和材料的圆管,实现自动切割。半自动化切割圆管设备是较为常见的设备,但是很难获得更高的工作效率[1],而全自动切割圆管设备具有更广阔的发展空间,需要进一步探索[2]。
通过借鉴半自动化切割圆管设备的有关资料,基于可编程序控制器(PLC)设计了一种新型自动切割圆管设备,根据所需尺寸可切割出定长的圆管,具有自动、手动及单循环三种控制模式,可实现夹紧、送料及切割动作[3]。
1 自动切割圆管设备概述
基于PLC的自动切割圆管设备,其工作原理与半自动切割圆管设备类似,即夹紧机构检测到有圆管时自动夹紧,送料气缸伸出推动圆管,到达指定位置后升降机构下降进行切割。整个切割圆管设备由三大部分组成。第一部分是夹紧部分,用于夹紧圆管。第二部分是送料部分,送料气缸伸出,推动夹紧机构到达指定切割位置。第三部分是升降及切割部分。自动切割圆管设备如图1所示。
2 气动系统
自动切割圆管设备以气缸作为执行元件,工作时三个气缸和一台电动机按照预定的程序先后动作,其气动系统原理图如图2所示。
(1)系统过压卸载保护控制。当系统通电后,电动机带动气压泵工作。当系统压力超过预设的压力值时,西门子S7-1200系列PLC通过控制电磁换向阀7YA得电,使多余的气体从溢流阀的先导阀口迅速排出。当系统压力在正常范围之内时,PLC通过控制电磁换向阀7YA失电,使两位两通电磁换向阀阀口关闭,气压泵恢复常态。
(2)系统回原点控制。系统通电之前,各个电磁换向阀处于中位,阀口均关闭。系统通电之后,无论各气缸运行到何处,都将默认进入初始化状态,各气缸磁感应开关、压力表及电磁阀进入自检状态。若夹紧气缸的左端磁感应器未检测到缸杆到位,则系统首先执行送料气缸回原点动作,再使电磁阀右位3YA得电,夹紧气缸缸杆缩回到原点。若送料气缸的左端磁感应器未检测到缸杆到位,则电磁阀右位2YA得电,使送料气缸的缸杆左移到最左端。若升降气缸的上端磁感应器未检测到缸杆到位,则系统首先按顺序分别执行夹紧气缸和送料气缸回原点动作,再使电磁阀右位6YA得电,执行升降气缸回原点动作,并使电动机停止运行。
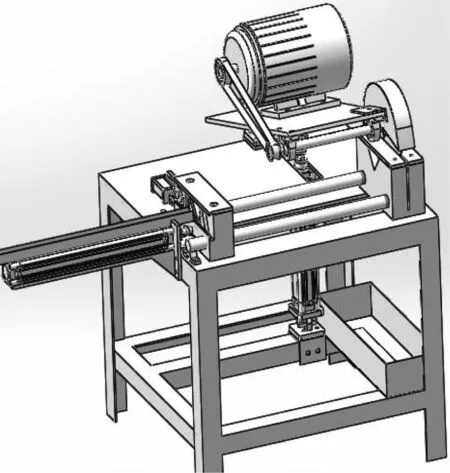
▲图1 自动切割圆管设备示意图

▲图2 自动切割圆管设备气动系统原理图
(3)系统正常工作的手动控制模式。当整个系统进行初始化之后,系统将一直保持无动作运行,此时用户可根据自己的需求选择手动、单循环和自动三种模式中的一种。在手动模式下,电磁阀1YA得电时,送料气缸缸杆伸出执行送料动作。电磁阀2YA得电时,送料气缸缸杆执行快退动作。电磁阀3YA得电时,夹紧气缸缸杆执行夹紧动作。电磁阀4YA得电时,夹紧气缸缸杆执行松开动作。电磁阀5YA得电时,升降气缸缸杆执行缩回动作,且电动机开始运转,执行切割动作。电磁阀6YA得电时,升降气缸缸杆伸出,且电动机停止运行。
(4)系统正常工作的自动控制模式。系统通电进入初始化后,在自动控制模式下,设备执行预先设定顺序的动作,依次为夹紧、送料、气缸升降及切割。当需要切割短材料时,设备执行夹紧和送料动作之后,夹紧气缸和送料气缸返回原点位置,传感器未检测到圆管到位,此时还需执行多次夹紧和送料动作,直到传感器检测到圆管到位,然后气缸下降执行切割动作。由于圆管的总长度视为无限长,且需要设备长时间连续工作,因此有必要循环执行以上动作。自动切割圆管设备工作流程如图3所示。

▲图3 系统自动控制模式流程图
(5)系统正常工作的单循环控制模式。单循环控制模式是在自动控制模式的基础上实现的。单循环控制模式下,系统以切割动作的完成作为程序结束的标志,仅执行一次,所有气缸动作完成后立即执行回原点动作,否则后续控制动作将无法正常进行。
(6)信号报警控制。当系统处于正常状态工作时,由传感器检测工作台上有无圆管,若工作台上突然没有圆管,为了防止设备误动作,报警灯立即报警,此时系统停止工作,各个气缸自动返回原点,同时电动机立即停转。系统将直至检测到有圆管信号后再次执行动作。
3 控制系统
3.1 硬件配置
自动切割圆管设备选择西门子S7-1200系列PLC,这一系列PLC体积小,质量轻,响应速度快,工作性能稳定可靠[4]。控制系统主要包括PLC、直流隔离电源、两台电动机、换向阀、各种开关、按钮、光电传感器、磁感应器等,硬件选型见表1。
自动切割圆管设备控制系统硬件如图4所示。

▲图4 自动切割圆管设备控制系统硬件

表1 控制系统硬件选型
3.2 PLC接线
自动切割圆管设备控制系统PLC外部接线如图5所示。自动切割圆管设备控制系统的程序编写是比较复杂的,因其不仅有手动、自动、单循环三种控制模式,而且有报警、蜂鸣器、自检等辅助程序[5-6]。

▲图5 自动切割圆管设备控制系统PLC外部接线图
3.3 程序设计
自动控制切割圆管设备的三种控制模式是互不干扰的,所以程序中的三个功能块是相互独立的[7-8]。在TIA Portal软件的主程序中调用手动和自动程序功能块非常方便。梯形图程序采用顺序控制法设计,利用辅助线圈的自锁和互锁实现控制功能[9]。自动切割圆管设备控制系统自动控制模式编程如图6所示。

▲图6 自动切割圆管设备控制系统自动控制模式编程
4 检验测试
选用不同长度的圆管进行测试,测试数据见表2。

表2 自动切割圆管设备测试数据
测试结果表明,自动切割圆管设备的机械设计和控制方案是合理的。因为要为精加工留有余量,所以客户规定的余量要求为0~5 mm,使用游标卡尺所测得的测试数据误差在0~4 mm之间,满足客户要求[10]。测试证明自动切割圆管设备的总体设计和控制方案是可行的。
5 结论
自动切割圆管设备基于市场需求设计,在分析工作原理和逻辑控制的基础上,采用PLC控制,具有可靠性高、使用维护方便、抗干扰能力强、易学易用等特点[10]。设备经多次试用,证明了控制方式和设计方案是可行的,系统工作稳定性良好。
[1]李柯,陈明达,冯雄峰,等.基于PLC的热塑性复合材料热压成型用机械手设计[J].机械制造,2015,53(4):4-8.
[2]孙中旭.大型水处理装置生产管理与全自动化控制[J].硅谷,2015,8(3):70,77.
[3]殷正保.粘胶长丝的毛丝及定长自动检测研究[D].武汉:华中科技大学,2009.
[4]廖常初.S7-1200 PLC编程及应用[M].3版.北京:机械工业出版社,2017.
[5]高安邦,石磊,胡乃文.三菱FX/A/Q系列PLC自学手册[M].北京:中国电力出版社,2013.
[6]黄俊玲.西门子S7-1200 PLC程序设计方法研究[J].工业控制计算机,2016,29(10):142-143.
[7]周美兰,周封,徐永明.PLC电气控制与组态设计[M].北京:科学出版社,2010.
[8]梁慧斌,李学华.西门子PLC在空压机站智能控制系统中的应用[J].煤矿机械,2012(4):208-211.
[9]高安邦,石磊,张晓辉.典型工控电气设备应用与维护自学手册[M].北京:中国电力出版社,2015.
[10]谢振江,王树彩,魏义辉.游标卡尺的检定与修理问答[M].北京:中国计量出版社,1991.
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
钢管(2021年2期)2021-11-30
语数外学习·初中版(2020年2期)2020-09-10
现代苏州(2019年16期)2019-09-27
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年6期)2018-01-19
科技创新导报(2016年9期)2016-05-14
燕山大学学报(2015年4期)2015-12-25
天津城建大学学报(2015年5期)2015-12-09
