欧盟机床安全防护方案的探讨及维修
2018-08-13 12:09刘清
设备管理与维修 2018年8期
刘 清
(中国石油集团济柴动力有限公司成都压缩机分公司,四川成都 610100)
0 引言
数控机床的普及,是进入数字化制造技术为核心的机电一体化时代的标志。高速、高效、高精、复合的现代数控机床已经逐渐成为机加工设备的主流。使用功能强大的数控机床设备时,考虑到设备运行时可能对人和设备造成的损害,采取相应措施,最大限度保护人员和设备的安全。机械产品的安全防护,不同国家和地区有不同的要求,其中欧盟国家的机械产品都必须通过CE(CONFORMITE EUROPEENNE,欧洲统一)认证,为确保操作人员的人身安全及财产安全,CE认证标准对数控机床的安全防护有详细要求。西门子840D SL数控系统提供的安全集成功能满足欧盟CE认证的要求和标准,应用在大量的数控机床安全防护方案中。以奥地利生产的一台M120车镗铣加工中心为例,解析数控机床安全防护方案。
1 机床安全防护方案
1.1 M120车镗铣加工中心
1台奥地利WFL公司制造M120车镗铣加工中心,于2014年7月安装调试完毕并投入使用,机床最大加工长度6500 mm,回转直径1140 mm,最大工件重量1500 kg。该机床能很好的实现车、镗、铣等金属切割操作,并附带打磨、抛光、压花和滚花等成型操作。该机床具有较大的生产灵活性,可以最大程度缩短停工时间和工艺规划时间,提高机床工作效率。为了适应复杂加工及刀具多样性的需要,M120加工中心配备有刀库系统。该磨床按照欧盟CE认证要求设计,应用诸多西门子840D SL安全集成系统功能,在欧盟生产的数控设备安全防护设计方面具有一定的代表性。
1.2 安全集成系统硬件组成
M120车镗铣加工中心数控系统采用西门子840D SL,伺服驱动采用S120数字伺服驱动系统,PLC(Programmable Logic Control,可编程逻辑控制)采用S7-300可编程控制器,并使用ProfiNET做为现场通信总线,同时使用ET200s安全I/O模块做为ProfiSAFE的安全输入输出信号模块。
1.3 安全防护方案需要完成的任务
M120车镗铣加工中心的安全集成系统负责安全监控所有轴/主轴驱动装置。SPL根据保护门位置、急停操作设备和确认键的接通状态来释放有危险的机床移动。安全防护方案需要完成下列的安全任务:
(1)通过打开机身保护门来激活机身轴的安全运行停止(SBH)。
(2)主轴只有处于安全停止状态(SH),才可以手动旋转。
(3)按下机身确认键时,如果保护门开启,则使用安全速度1 功能(SG1<2 m/min<50 r/min)替代安全运行停止(SBH)。
(4)机身保护门关闭时,才可以激活安全速度2功能(SG2快速移动)
(5)通过打开手动装料门来激活刀库(滚筒式刀库)轴的安全运行停止(SBH)。手动装料门关闭时,安全速度1功能(SG1快速移动)激活。
(6)通过打开机身保护门和敞开的更换装置盖板来激活换刀器轴的安全运行停止(SBH)。
(7)机身保护门或更换装置盖板关闭时,安全速度2功能(SG2快速移动)激活。
(8)所有线性轴的终端位置(行程终点)通过安全终端功能(SE)进行监控。
(9)接通机床后或达到适当的测试条件(保护门和刀具—手动装料门已关闭,机床处于复位状态,无故障,全部轴处于静止状态),系统自动对与安全相关的驻车制动器和安全集成的停机路径等状态进行安全检测。测试停止之后才能再次启动程序。
2 机床安全防护原理
M120车镗铣加工中心安全防护方案系统结构如图1所示,PLC—SPL和 NCK—SPL组成的 SPL(Safe Programmable Logic,安全可编程逻辑)同SINUMERIK安全集成在一起完成Millturn—机床中的所有安全任务。为了检查2个 SPL的功能性,需要在系统程序中对 PLC和NCK(Numerical Control Kernel,数控内核)之间的周期性数据进行比较,这些数据包括进入SPL的信号、SPL生成的安全信号以及内部状态等数据。
840D SL安全集成系统通过对上面2个通道的数据进行周期性比较,实现双通道检测功能,任何一个通道控制失效时,还能使用另外一个通道的控制保证安全控制功能的正确实现。SPL程序同时在NC和PLC系统内执行,并实时同步监控检测,当检测双通道信号的不同步时间超过设定值(一般设定值为500 ms),系统会认为NC和PLC的信号状态不一致,数控系统将立即产生报警,并使伺服轴立即安全停止并切断伺服转矩输出和伺服使能。其中安全门锁、双手操作按钮和急停按钮等信号对操作人员的人身安全以及机床设备的财产安全起到至关重要的作用,因此根据安全标准将这些输入输出信号规定为高等级的信号,为了实现安全功能,这些I/O信号必须使用双通道功能的电气元件,且PLC的安全I/O模块也必须使用双通道的安全模块。
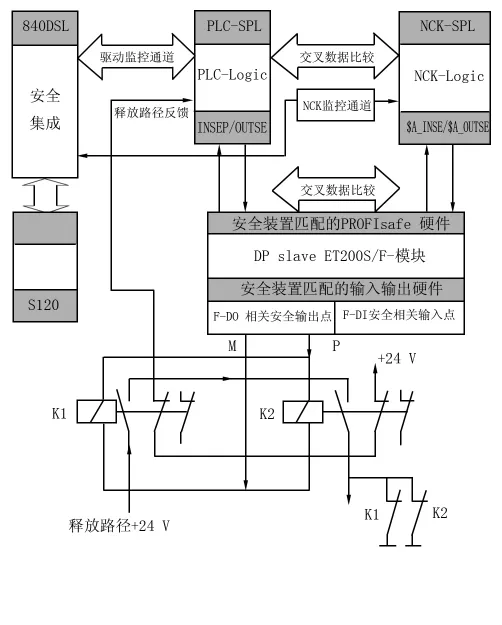
图1 安全防护方案系统结构
3 机床安全防护维修
840D SL安全集成系统两侧一样的逻辑说明了SPL程序的严谨性,交叉校验非常有效,虽然逻辑相同,但两路信号却真实存在,从原理上讲采取的是不同的控制方式,但为了时刻校验其正确与否,必然是两者相同的逻辑。逻辑条件的意义在于在同一个安全周期内,确保SPL的各个系统变量的校验和不出问题。出了问题,也是两路保护,更加确保硬件和人员的安全。从维修角度考虑,如果出现安全集成功能方面的报警信息,说明双通道校验出错,一定是先查看对应的双通道的值分别是什么,它们对应的逻辑条件有没有问题,再确认实物是否损坏,从而判断是哪一路的问题,有针对性地解决,这就是针对安全集成系统的维修思路。
维修安全集成系统时,可以通过查看数控系统诊断画面的监控信息进行故障诊断,能快速确认安全集成报警类型。
案例一。机床出现“27001轴MW1交叉校对错误,201750轴MW1编码器硬件故障。”轴MW1为机床支架1移动轴,查看诊断界面,发现NCK伺服轴坐标位置和Drive安全编码器坐标位置存在误差且超过相关设定公差值,因此引起伺服轴立即STOP A停止,并产生相关安全集成报警。一般情况下,编码器信号进入伺服驱动,光栅尺信号输入NC端,两者数值不同,差距增大到一定程度就会报警。最后检查发现,轴MW1电机编码器损坏,更换编码器后机床恢复正常。
案例二。机床使用过程中出现“安全防护滑动门锁故障。”“F模块199,通道出错。”机床无法正常运行。为了实现防护滑动门安全功能,安全防护门采用双信号方式,门锁I/O信号采用双通道功能的电气元件,信号通过2个通道分别进入INSE和INSEP,当一个门开关信号丢失,另一个信号完好时,会触发门信号安全报警。通过PLC界面查看胶条滑动保护正常的2路信号,$A_INSE[08]为1,INSEP[08]为 0,最终确认安全防护滑动门一边胶条内的感应开关损坏,造成一个门关闭信号丢失而发出报警。更换损坏的胶条,设备恢复正常。
案例三。机床开机时出现多个安全信息报警,“F模块198,通道出错。”多次启动系统,无法消除报警。打开电气柜查看,发现编号198安全I/O模块PR0FIsafe(订货6ES7138-4FA05-0AB0)的所有指示灯不亮,判断该模块损坏,造成相关的安全功能报警。更换新的安全I/O模块时要注意,每个安全模块的F_dest_address参数是按顺序依次从200开始排序,更换时必须将模块的DIP switch setting(9—0)设置相对应的开关量值,例如:安全输入模块1参数F_dest_address设为200,则DIP switch setting需设置为0011001000,且安全模块自身的拨码开关应与其一致。更换后,机床恢复正常。
案例四。机床使用过程中,由于操作原因,Y轴到达软限位时该坐标安全停车。安全集成中的软限位采取双通道同时监控轴的位置信息,一旦超过坐标轴设定的限位值,系统会选择参数定义的安全停车。遇到这种情况,先打开西门子840D SL的HMI操作界面中“安全协议”选项界面,将信息提示轴的坐标框选掉,即去掉打叉,这时安全软限位功能暂时失效,操作者按相反的方向把Y轴开到一个正常的位置,重新选择“用户协议”生效后,安全软限位开关功能被重新激活,Y轴可以正常使用。
4 结语
安全集成功能作为未来数控机床的发展方向之一,在欧盟国家的大型数控设备中已经基本普及,但在国内的机床设备上还处于起步阶段。应根据机床的危险程度,借鉴欧盟的先进安全防护经验,采取不同方案,达到最佳的安全防护效果。最大限度保障操作人员和设备的安全,减少意外事故发生的概率,提高机床使用的安全性和可靠性。在维修安全集成功能时,要从系统工作原理入手,努力掌握维修方法和技巧,以达到事半功倍的维修效果。
猜你喜欢
现代临床医学(2022年5期)2022-09-28
中国特种设备安全(2022年6期)2022-09-20
昆明医科大学学报(2021年4期)2021-07-23
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
电子制作(2018年10期)2018-08-04
猪业科学(2018年4期)2018-05-19
新能源科技(2018年1期)2018-02-17