不同材质换热管与凝汽器管板的胀接方式及比较
2018-08-18 08:27晁红伟
电站辅机 2018年2期
晁红伟,楼 滉
(杭州汽轮辅机有限公司,浙江 杭州 310022)
0 概 述
凝汽器是发电机组中的大型换热器设备。凝汽器管板与换热管的连接广泛地采用了胀接形式,胀管是此类设备制造中重要的工艺流程。为此,对凝汽器与换热管胀接的可靠性进行研究,是十分必要的。凝汽器换热管的泄漏点,常位于换热管与管板的连接部位,所以,换热管与管板的胀接质量,直接影响了凝汽器设备运行的可靠性。解析不同材质换热管的胀管参数,为制订相应的工艺流程提供参考和依据,具有重要的工程意义和学术价值。
1 不同材料换热管与管板的组合
1.1 常见组合
通常,凝汽器将在各种水质条件下运行,因此,管板与换热管的选材也是多样的。管板与换热管的典型搭配,有碳钢-碳钢、碳钢-不锈钢、碳钢-钛、铜-铜等组合。为了真实地模拟各种组合下的胀管过程,按ASME[1]中提供的计算方法,计算材料的应力-应变曲线。典型的材料组合曲线,如图1~图4所示(纵轴为应力MPa,横轴为应变)。各种组合的材料曲线, 较为直观地反映了换热管与管板的胀接特性,同时,还可分析出各种材料组合下胀管工艺的难易程度。
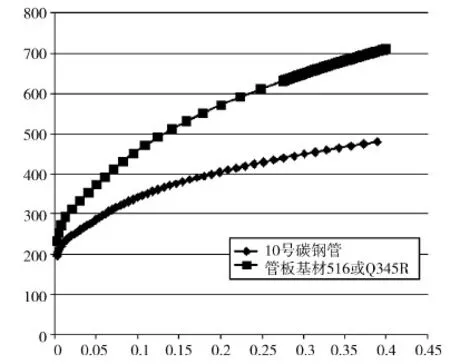
图1 碳钢管与碳钢管板的胀接
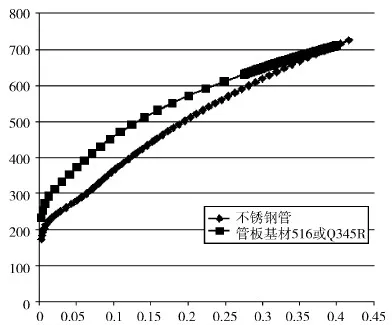
图2 不锈钢管与碳钢管板的胀接
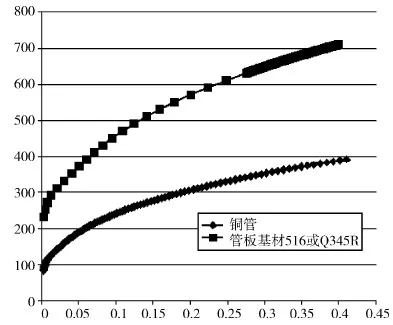
图3 铜管与碳钢管板的胀接
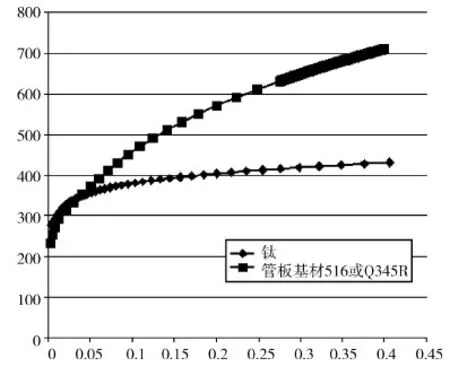
图4 钛管与碳钢管板的胀接
2 建立有限元计算模型
换热器中换热管的布管排列方式,通常有4种,分别是正三角形布管、方形布管、转角三角型和转角正方形的布置方式。正三角形是最为常用的布置形式,可在单位面积内容纳更多的换热管,提供更多的换热面积。在凝汽器设备中,换热管的布管也采用了正三角形的布管形式。
2.1 三维有限元模型及简化
由于正三角形的布管位置,是60°周期性对称的,所以,只需建立30°的接头模型即可。建立的模型,如图5中粗线的显示部分。计算时,管板外径采用Krips和Podhorsky提出的等效套筒[2]方法。
为了研究各种材料组合下的胀管状态,分别建立了有限元模型,如图6、图7所示。在模型中,换热管内径为23 mm,换热管外径为25 mm,换热管长度为121 mm,换热管伸出管板长度为1 mm,管板厚度取40 mm,开孔直径为25.3 mm,孔的间距为32 mm。
材料采用各向同性Von Mise硬化模型[3],利用abaqus 6.14-5软件进行计算,采用C3D8R单元建立有限元模型。计算时,考虑接触非线性及材料非线性行为[1]。
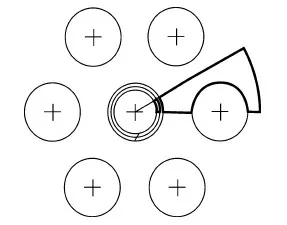
图5 换热管的胀接计算

图6 有限元模型(一)
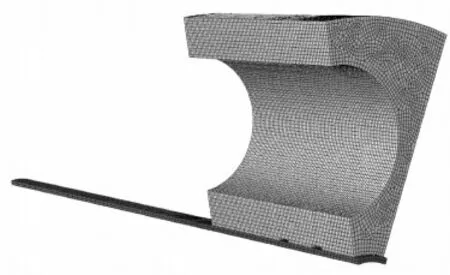
图7 有限元模型(二)
3 计算条件
计算过程涉及接触非线性及材料非线性,比较复杂,所加载荷经过反复试算,才能最终确定。根据不同管材及管板是否开槽进行计算,计算分多步进行,第一步,在管内施加一定压力迫使管子变形并与管板接触,同时约束管板外端和管子另一端。第二步,放开管子上的约束,并增加管内表面上的压力,使得管板也发生较大变形,然后卸载管内的表面压力。最后,在管子的另一端增加拉力,检测管子所能承受的拉脱力。计算时取接触面摩擦系数为0.4[4-5]。在管板及管子的对称面上施加的对称约束力,以及施加在胀管位置处的压力值,如表1所示。
表1胀接压力

管材管板内孔施加压力/MPa第一步第二步碳钢(10号)不开槽70327开槽70200不锈钢(SA316)不开槽70170开槽70150铜管不开槽2090开槽2070钛管不开槽170340开槽70220
4 计算结果及讨论
分别对各管材组合下管孔内开槽和不开槽时胀接后的残余应力分布状态进行了比较,应力的分布状态,如图8~图11所示。分析各图中应力的分布状态可知,在开槽部位的局部残余应力较无槽部位的应力高出很多。较高的残余应力,有利于提高胀接部位承受轴向拉力的能力,但过高的残余应力会产生多种不良的后果[6-8]。计算所需的胀接压力,是经过反复试算后确定的。确定胀接压力的原则, 是让胀管接头的承受力与管子承受的轴应力处于相当的水平。
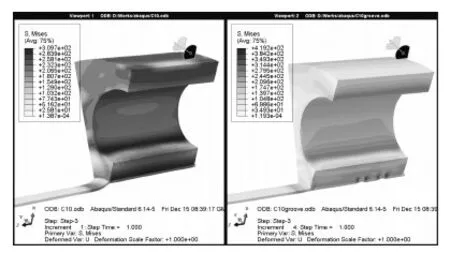
图8 碳钢管与碳钢管板胀接后的残余应力(开槽与不开槽)
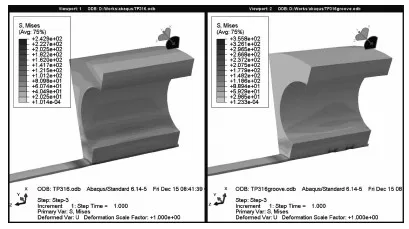
图9不锈钢管与碳钢管板胀接后的残余应力(开槽与不开槽)
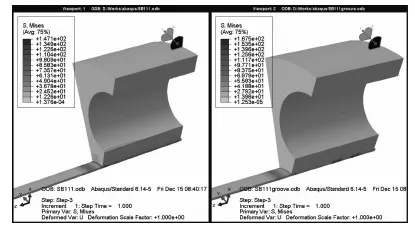
图10铜管与碳钢管板胀接后的残余应力(开槽与不开槽)

图11钛管与碳钢管板胀接后的残余应力(开槽与不开槽)
管子胀接前后表现的各项参数,如表2所示。胀管是比较复杂的形变过程,无法仅用某个变量衡量胀管的连接效果,通过比较胀管率、管子减薄率、卸载后的回弹百分比等各项参数,综合考虑各个方面的影响因素后,方可制订出最佳的胀管工艺。
表2 胀接前后的各项参数

换热管材质是否开槽压力/MPa开或不开/%位移回弹后位移内表面外表面内表面外表面接触力/kN减薄率/%胀管率/%拉脱力/kNASME许用拉脱力/kN拉应力/MPa塑性限/MPa许用应力管子与管板屈服极限百分比/%弹性模量碳钢(10号)不开槽327开槽20061.161.971.841.921.7842.3614.00177.0014.644.3194.20.330.30.30.2725.63.0015.0017.076.45226.419595.784.232.00E+05不锈钢(SA316)不开槽170开槽15088.240.20.190.1960.1842.51.604.6012.965.2171.90.220.20.20.1943.331.005.0013.57.8179.0172.711574.602.00E+05铜管不开槽90开槽7077.780.170.160.160.1521.51.001.006.542.586.70.170.160.160.15161.001.005.443.7572.282.755.135.721.20E+05钛管不开槽340开槽22064.712.762.592.72.5332.517.00255.0014.094.5186.90.360.320.320.295.563.0017.0020.846.75276.4275.898.5119.141.07E+05
4 结 语
从大量仿真计算数据中,寻求胀管形变时的关键参数。通过各种管子与管板材料的组合试验,分析和比较各项胀管参数,力求制订出最佳的胀管工艺。需特别指出的是,在涉及的各种材料组合中,钛管与碳钢管板是最难胀接的,主要是因为钛的弹性模量仅为碳钢弹性模量的一半,而屈服限却是比较接近的。因此,当达到最大胀接位移时,钛的回弹余地较碳钢大,当胀接压力卸载后,钛管有较大的回弹量,而碳钢的回弹量较小,不易产生接触压力。对于钛管-碳钢管板组合的胀接,需要进一步计算和研究。铜管-碳钢管板组合的胀接是最容易的,主要是因为铜的屈服限远低于碳钢,易于形成接触压力。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
水泵技术(2022年2期)2022-06-16
山东冶金(2019年6期)2020-01-06
制造技术与机床(2018年8期)2018-10-09
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
电站辅机(2016年3期)2016-05-17
焊接(2016年6期)2016-02-27
焊接(2015年2期)2015-07-18
装备环境工程(2015年4期)2015-02-28
中国氯碱(2014年11期)2014-02-28