浅谈内孔孔底精整创新技术
2018-08-22 19:31马庆辉
科学与财富 2018年21期
马庆辉
引言
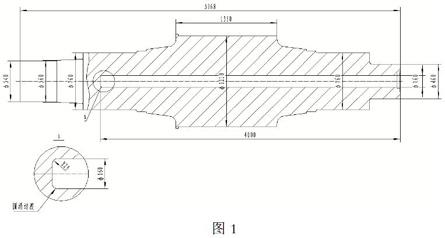
粉碎机、辊压机在水泥工业中占据重要地位,粉碎机轴、辊压机轴是整机设备的重要组件,运转中承受较大的力矩、冲击,在粉碎机轴、辊压机轴中心有冷却水孔,为减少应力集中,避免断轴,对孔底质量要求较高,要求孔底与孔壁必需圆滑过渡,以下图作为参考。常规加工方法在深孔钻镗床上采用镗刀进行靠镗,孔底会留下接刀痕,且粗糙度较差,无法满足使用要求。
刀具介绍
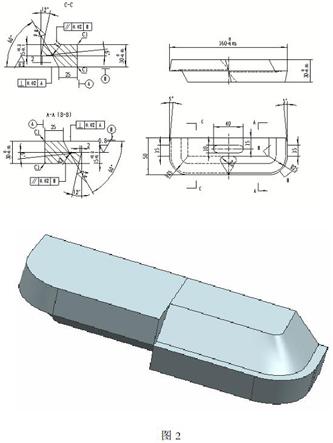
为消除孔底接刀台阶,需用整体浮动刀具对孔底及R角进行精整加工,此刀具采用高速钢(W18Cr4V) 整体加工而成,如图2,刀具宽度160(0/-0.05),用以加工Ф160内孔,刀具具有正刃(A-A)与反刃(B-B),并关于中心对称,此结构使刀具在切削时切削力相互抵消,刀具前角为6°,后角12°,切削刃需在刀具磨床上进行磨削处理,粗糙度达到Ra0.8,避免切削时产生沟槽,两侧切削刃分别加工15mm直线刃,切削时起到导向和修光刃的作用。刀具端面加工40×10的腰型通槽,便于與浮动镗头定位螺钉进行定位,避免刀具后退时刀具脱落,遗留在深孔内不便取出。
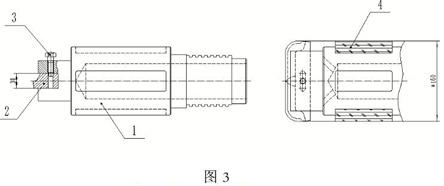
1 为浮动镗头,工件前端加工通槽,便于刀具浮动,有利于加工出良好轮廓,
2 为整体式浮动精整刀具,便于去除孔底接刀痕,提高孔底粗糙度,
3 为定位螺钉,刀具退回时防止刀具脱离,
4 为支撑键,与工件内孔紧密接触,提高切屑刚度。
因最后用精整浮动刀具成型加工,且刀具能够在浮动镗头中自由浮动,能保证较高的平面度及粗糙度。
图4为精整刀具使用之前的加工效果,孔底接刀台较明显,粗糙度较差,
图5为使用精整刀具后的加工效果,孔底接刀台明显降低,显著提高粗糙度。
猜你喜欢
一重技术(2021年5期)2022-01-18
装备制造技术(2021年1期)2021-05-21
中国钨业(2018年4期)2018-11-02
三峡大学学报(自然科学版)(2018年3期)2018-05-22
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
三峡大学学报(自然科学版)(2017年1期)2017-03-20
山西建筑(2016年27期)2016-04-06
三峡大学学报(自然科学版)(2014年1期)2014-03-07
化工生产与技术(2014年6期)2014-02-27