金川Ni-Cu回路的浮选改造升级
2018-09-03 01:49王玛斗Aberkrom李金智苏许贵曾绍波
世界有色金属 2018年12期
王玛斗,K. Aberkrom,李金智,苏许贵,曾绍波
1.金川集团股份有限公司 甘肃金昌 7371002.奥图泰(上海)冶金设备技术有限公司 上海 200051)
1 介绍
金川集团是全球第四大镍生产商,同时也运营着中国最大的镍生产基地。金川本部地处于中国西北的甘肃省金昌市,其自有的Ni-Cu矿资源已开发了数十个春秋。本文所探讨的选厂处理量为14000吨每天,产品为供冶炼处理的Ni-Cu粗精矿。选厂内浮选有两段回路,通常称为高精与低精回路。
1.1 工艺概况
一段磨矿回路由半自磨-分级闭路所构成,其产出的P80为150μm、矿浆浓度33%~42%的矿浆作为高精浮选回路的给矿。如图1左上侧所示,高精回路为两条平行生产线,各自包括一台130m3和三台150m3的浮选机,其中位号为207与209的浮选机为130m3,该回路产出的精矿会经过单独处理以产出高质量的Ni-Cu精矿。而高精回路的尾矿则会经过球磨机的再磨,将P80降到75μm,并以32%~39%的矿浆浓度作为低精回路的给矿。如图1右下所示,低精回路同样是两条平行的生产线,且各自包含有七台150m3的浮选机,其中前三台为粗选作业产出低品位的粗精矿供低精精选作业,第四与第五台为扫一作业而最后两台为扫二作业。扫一的精矿返回低精回路前端的搅拌槽,扫二作业的精矿则返回扫一的给矿箱。
1.2 考察与实验室工作
为了评估本选厂的性能和作出对扩建11000吨每天选厂的选型建议,2015年分两个时间段分别开展了两次系统的浮选实验工作。2015年三月的实验工作中主要是各浮选阶段的动力学实验,以此为基础在HSC模拟软件内建立了完整的模型。这也导致了同年八月参数性设计以开展闭路实验工作。两次实验同时也考察记录了工业生产的水平,以作为基准对标实验结果。

图1 Ni-Cu选厂的高精与低精回路

图2 镍选矿品位-回收率关系
相关结果展示如图2(Ni)与图3(Cu),其中三月记录工厂指标为动力学实验期间,八月的指标为第二次实验期间。黑色的趋势线表示八月工厂的平均水平,描点的结果为全厂综合回收率与品位,即高精与低精的混合产品。
图2 中的数据表明从当年三月到八月选厂的回收率指标有所提升,但综合Ni品位降低了几个百分点。而基于三月份动力学实验的闭路实验表明在产品相近Ni品位的前提下,可获得更高的回收率。以闭路实验的结果所更新的模型也被用来预测工业级生产所能达到的最大回收率与品位。这意味着其他因素如处理量、药剂制度、解离情况和矿石性质等都是在近乎等同的水平。具体来说,结果表明精矿中9.6%Ni品位和88%的回收率是可以达到的。如黑色趋势线所示,工厂实际运行情况一直是在6%Ni品位与88%回收率到10%Ni品位与80%回收率之间变化波动。

图3 铜选矿品位-回收率关系
图3中的数据表明的是Cu的情况,全厂生产结果与Ni类似即八月时回收率略高但品位有所降低。工厂实际运行情况一直是在4% Cu品位与80%回收率到7% Cu品位与75%回收率之间变化波动。而基于三月份动力学实验的闭路实验达到了略低于6% Cu品位和80%的回收率结果。以闭路实验的结果所更新的模型也被用来在各种变量下预测工业级生产所能达到的最大回收率与品位,具体来说,结果表明精矿中7.1% Cu品位和81%的回收率是可以实现的。
与金川工艺团队汇总了以上实验结果后,发现通过对浮选回路内工艺流程的和浮选机机械结构的改造优化,可提高冶金性能。工艺流程的变动由金川执行,例如将搅拌槽结构提高、改进高精的精选回路以提高最终精矿品质等。
针对已有的浮选作业,从以下方面考虑,对于低精粗扫选回路提出了升级改造方案包:
(1)在不牺牲品位的前提下提高回收率
(2)通过增加自动回稳定生产操作
(3)延长磨损件寿命并节能
实践上这意味着更换搅拌机构为FloatForce 技术,降低转速,同时通过泡沫流速控制原理与泡沫摄像头(FrothSense)来自动控制充气量与液位高度。
2 指标研究
作为升级改造项目的一部分,指标研究工作在金川铜镍选厂内从2017年初开始。本研究目的在于调研升级改造是否能使性能有所不同。
升级改造是在低精回路开展的,从二段磨矿回路后其本身具有两条平行的粗扫选生产线(分别为A与B)。每条线都有三槽粗选和四槽扫选,具体配置为给矿箱+1+2+中间箱+2+中间箱+2+排矿箱。基于业主早前的实验工作与生产经验,其中A线的整体效果比B线会逊色一些,导致这种不同的可能性较大的原因是前端最初调浆搅拌槽所分出来的矿浆体积上的差异。结合金川与奥图泰所做的各项工作,决定对A线的五台浮选机进行改造升级。
在开始所有的改造之前,对AB两条线进行了取样性能评估。该评估范围仅限于粗选与前两槽的扫选,因为正是这五台将会进行对应的改造升级,这些槽子在图4中标记为蓝色。
在升级改造过程中,我们对两条生产线,在升级改造的前后,分别取了浮选给矿、粗选精矿、粗、扫一精矿和扫一尾矿的样品,以用于对比两条线之间的品位与回收率。取样时按照每8小时的一次即与班作业等时进行的。具体来说,在每班8小时内,会有一小时一轮共4小时的时间跨度的混合样。最终,共有40组对比结果用于前后情况的对比分析。
所有的槽内矿浆样品都是通过泵取样的,即采用真空泵通过管道直接从槽内下部靠近镖阀或给矿箱的位置所抽取的。而所有的精矿样品则是用溢流取样器,在各内置溜槽的溢流口边缘以固定时间的接取并混合来作为各阶段的精矿样品的。粗选以前三槽的泡沫为样品,扫一则是后续的两槽。

图4 低精粗扫选回路,蓝色槽体为本项目升级改造的范围
3 冶金性能
为了评估冶金性能上的影响,决定采用统计学对比的方法来进行比较。本项目中,认为学生t-测试适用于这种分析。学生t-测试的方法,是一种对于工厂内药剂调整或者产线对比的通用评估分析方法。
3.1 浮选设备改造及工艺优化之前
在浮选机安装之前,数据处理保留了41次观察值,以进行比较。删除了观察数据中的异常值,以使数据更具代表性。根据数据,两排浮选给料品位(Ni)几乎相同(0.55%的镍与0.56%的镍)。A排的精矿品位略高B排,B线镍回收率平均高于A排5.53%,将数据中极端异常值去除后,平均差值为5.53%-单位;即B系列较高。
我们进行了双样品T检验,以确定结果的统计学意义。T检验结果表明,回收率的差异具有统计学意义,错误结论的几率为0.07%。配对T测试结果可详见表1,其中给出较高的可信度即表明两系列间回收率差值是真实且统计性明显可见的。这可能有多方面的原因所致,但本项目中并未对其进行深入的研究以探寻根本原因。
3.2 浮选设备改造及工艺优化之后
改造之前浮选机安装之后,数据处理保留了类似数量(39)的观察值,以进行比较。再次,我们删除了观察数据中的异常值,以使数据更具代表性。根据数据,两排的Ni给矿品位与改造之前几乎相同(0.55%的镍与0.55%的镍)。
相比于改造前,精矿品位有所下降,其中A排仍比B排略高一些。因低精品位变化,回收率整体都有所提高。两排之间的回收率差值则为3.6%-平均单位,对比改造前,提高了1.9%-单位。T-实验表明差值为真的概率为0.08%的排他。同步对比改造前后的处理量、药剂制度等均在相近水平。
学生t-实验也同样对铜的结果进行了展开,表明铜回收率同步提高了2.1%。如图1所示,本作业提高对应的所改造的为左侧低精回路。在此期间并未跟踪和分析高精回路,因此对全厂而言,综合回收率的提高应当是低于上述镍1.9%和铜2.1%的结果的。
3.3 节能效果&磨损寿命
在现有的150m3浮选机内装入FloatForce搅拌机构要求降低转速以避免无序的紊流。改造前的转子转动时边缘线速度为8.3m/s并且只能单方向转动。改造后转速有了明显的下降,其产生的节能能效果如图5所展示。
能耗的具体测量是在数天时间内的某一间隔时间所进行的,全部包括有165个观察值。通过分析,所有的观测值求出每一槽对应的平均值,在图中A排为蓝色而B排为黑色。如果把A排和B排的逐一做比较会发现,平均节能在8%即约为17.5 kWh每槽。如本文前面所阐述的,本项目主要目标是提高冶金性能。因此,转速降低对磨损件使用寿命的影响以及对进一步节能有利之处并未进行深入研究。
升级改造完成后,平稳运行六个月时各部件在第一次大检修期间检查了磨损寿命。表明转子与定子的磨损件对比于原搅拌机构,在磨损情况上有显著的降低。这主要得力于转速的降低和更高效的可在正反两方向运行的搅拌机构,同时不同的衬胶材料也对此颇有贡献。

表1 两次样品t-实验假设等变量

表2 改造后等波动假设下所收集数据的学生t-实验分析
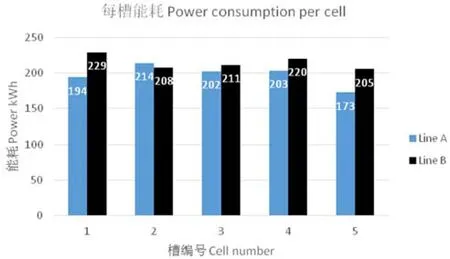
图5 升级改造完成后每槽能耗情况
4 工艺稳定
在选厂内,工艺控制稳定性对工艺性能的影响通常是一被忽略的特性。其中对此部分的解决方案是采用更为自动化程度高的工艺稳定控制,其包括以下特性:
(1)自动地控制充气量进入槽内。
(2)依照前端的扰动补偿来反馈调控泡沫厚度。
(3)采用特定算法调控理念来通过充气量和泡沫厚度的调整来控制进入溜槽的出泡量。
因为原来的液位控制是通过PLC现场柜来实现的,这一新的调控方法要求更为复杂的线路布置。泡沫分析仪的引入也同样是新的,因而现在主控室内的操作员也可以看到实时的工艺情况。需要克服的最大障碍是要停止原有的通过现场浮选工来手动调节浮选机参数的控制方式。
在将操作模式连接到专家系统之后,操作员可独立自行的作业生产,只需要在选厂启或停的时候打开或关闭该系统即可。
对照于第三节中描述的工艺改善情况,也进行了专家系统开关条件下对提高指标贡献度的考察。但实际结果并不好在数值上体现,因为工艺明显更为稳定,且部分工艺提高的贡献是与自动化程度提高有关的。
5 结论
通过工业级实验改造了五台其他品牌的浮选机,同步提高了自动化水平,并评估了FloatForce混合搅拌技术。该评估是通过在浮选机升级改造的前后时间段取样来进行的。所得到的相关结果以student的t-测试假设变量来分析,这种统计结果表明:对比于平行生产线,在低精浮选回路有1.9%镍回收率和2.1%铜回收率的冶金性能提高。所安装的新型搅拌技术和专家系统也实现了能耗节约8%和更为稳定的工艺操作。搅拌机构的使用寿命仍在持续增加,且目前为止已经是原有机构的150%了。
猜你喜欢
戏曲研究(2022年1期)2022-08-26
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
大理文化(2020年12期)2021-01-23
大理文化(2020年12期)2021-01-23
世界有色金属(2020年1期)2020-03-26
文苑(2019年14期)2019-08-09
资源信息与工程(2019年3期)2019-07-01
中国矿业(2019年4期)2019-04-16
消费导刊(2018年10期)2018-08-20