
大曲率半径圆弧面向心孔数控加工技巧
2018-09-03 03:47黄斌
智富时代 2018年7期
关键词:铝合金
黄斌

【摘 要】本文针对某产品铝合金安装座的结构特点,对圆弧安装面上的向心孔数控加工的难点及加工方法进行了分析探讨,摸索出一种加工大曲率圆弧面向心孔的新方法,通过实际加工,本文提供的加工方法能够满足设计要求,给以后加工类似零件提供借鉴经验。
【关键词】铝合金;组合夹具;向心孔;零点找正
一、引言
铝合金加工性能良好,比重轻,飞机上的某些零件常常采用铝合金材料,长期以来铝合金材料在航空领域也发挥了相当大的作用。随着加工工艺技术的发展,近年来,由于飞机结构越来越先进,对零件的加工精度和结构要求越来越高,给制造精度带来一定的困难。
安装座零件材料为铝合金,属易加工材料,但其结构复杂并且尺寸精度要求高,尤其是安装座安装面上的大曲率半径向心孔的加工尺寸精度和形位精度要求都很高,而且安装孔的精度好坏直接影响后续的零件装配。
二、安装座结构分析及加工难点
(一)结构分析
图1所示为某产品安装座结构示意图,该安装座结构复杂,安装面均为圆柱面和圆锥面,安装面上的安装孔均为向心孔。
(二)加工难点
1.裝夹困难。该零件几个面都是圆锥面,在加工中很难实现一次装夹,而且圆锥面半径大,因此,只能在小型立式加工中心上加工。
2.向心孔加工精度高,孔径公差为0.03和0.04。
三、圆柱面上2-φ6.5+0.04 0向心孔的加工
(一)加工思路
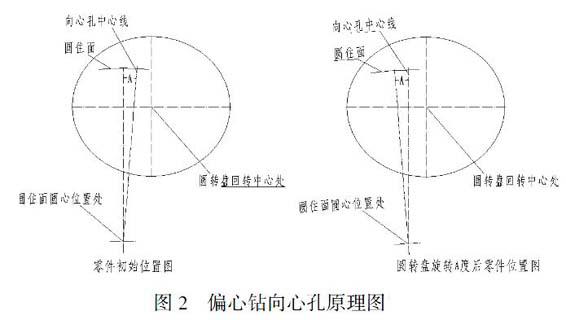
从图1可知,2-φ6.5孔为半径为R1046.2的圆柱面上的向心孔,圆柱面上向心孔的加工一般思路是将圆柱回转中心校至与工作台回转中心重合,然后靠旋转角度来钻向心孔,然而该零件的特点是零件小但圆柱面半径大,且工作台面回转半径小于零件圆柱面半径,无法将零件圆心校至与工作台圆心重合,针对该零件该加工思路可行但不可取。既然零件圆心无法摆放到工作台圆心上,那么就选择零件圆心与工作台圆心不重合的加工思路。该加工思路是将零件装在圆转盘上,然后将零件对称中心线校直与Z轴平行,从图2可知,向心孔与Z轴夹角为A,当圆转盘旋转A度后向心孔中心线与Z轴平行,此时,可以进行钻孔了,但是孔中心与圆转盘中心有一定的距离,在打孔时需将该距离值算出。该加工思路利用圆转盘在立式的三轴数控加工中心上即可加工类似向心孔。
(二)装夹方式
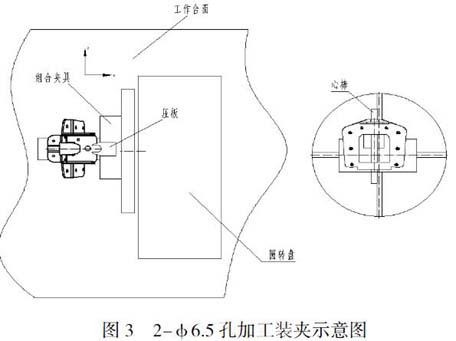
如图,利用零件上A、B两平行面定位装夹零件,首先在圆转盘上安装组合夹具,再将零件装夹到夹具上,零件右端面靠平组合夹具。
(三)加工过程
1.打表找正圆转盘中心→打表找正零度位置→校直心棒(确定零件中心Y坐标值)→找正零件侧面(确定XO坐标)→找正零件圆柱面最高点(确定Z坐标值)
2.零件基准找好后加工2-φ6.5+0.04 0。先钻φ4底孔→再用φ4铣刀铣孔→调整刀补控制尺寸加工精度→塞规检测。
3.切削参数选择。由于零件壁薄而且装夹刚性不是很好,因此,在加工过程中不宜选择大进给量。
四、圆锥面上6-φ6.5+0.04 0向心孔的加工
(一)加工思路
圆锥面上钻向心孔一般的加工思路是在五轴加工中心上钻孔或者用钻模钻孔的。但是,本文提供了另外一种加工思路,那就是与圆柱面上钻向心孔的思路一样,只是在装夹是需要将圆锥的母线摆到与台面平行。
(二)装夹方式
如图3,利用零件上A、B两平行面定位装夹零件,首先在圆转盘上安装组合夹具,再将零件装夹到夹具上,将母线摆平。
(三)加工过程
1.校直心棒(确定零件中心Y坐标值)→找正零件侧面(确定XO坐标)→找正零件圆锥面母线最低点(确定Z坐标值)
2. 零件基准找好后加工6-φ6.5+0.04 0。先钻φ4底孔→再用φ4铣刀铣孔→调整刀补控制尺寸加工精度→塞规检测。
3. 切削参数选择。在加工过程中不宜选择大进给量。
五、结束语
通过以上的加工方法对圆柱面和圆锥面上的向心孔的加工,满足图纸要求,为以后类似零件的加工提供了可以借鉴之处。
【参考文献】
[1] 《机械加工工艺手册》孟少农 主编,1998年3月出版,机械工业出版社
[2] 《夹具工程师手册》 刘文剑,曹天河,赵维缓编,1987年,黑龙江科学技术出版社
猜你喜欢
腐蚀与防护(2022年6期)2023-01-10
舰船科学技术(2021年12期)2021-03-29
电镀与环保(2016年3期)2017-01-20
焊接(2016年1期)2016-02-27
中国铸造装备与技术(2015年5期)2015-12-10
材料研究与应用(2015年4期)2015-08-23
焊接(2015年4期)2015-07-18
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
汽车与新动力(2015年1期)2015-02-27
