
浅谈凹凸与模切一次成型加工方法
2018-09-05 08:47方强博斯特上海有限公司
上海包装 2018年8期
■ 方强 (博斯特(上海)有限公司)
在激烈的市场竞争中,如何优化加工工艺,缩短加工时长,几乎是每家包装印刷企业都在尝试的新突破。今天,笔者要谈论的话题是凹凸镶嵌在刀模板上的一体优化方案。
众所周知,当一个带凹凸的产品呈现在我们面前,它首先需要击凸,然后才是模切,这样总体就需要2次走纸加工,随之而来的是需要2次定位,这就会有跑位的隐患存在,所以最理想的方式是一次成型。但在实际操作过程中,由于订单的印张数通常并不多,一次成型在调校凹凸板所需的时间都比较长,使得效率提升的感受并不强烈。
在与多家包装印刷企业合作过程中,我们发现凹凸模的阴模在调整到合适的位置后进行压力调整时,需要重新调整位置,如此往复会浪费大量时间。如果能在调整压力时不需要破坏已调好的固定位置,将会大大简化操作,缩短校版时间。
带着这个问题,笔者在某包装印刷企业实际试验了以下方法,发现可以有效地减少模版调教时间。
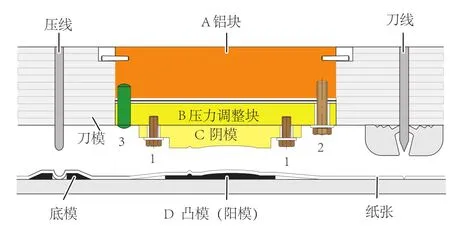
图1: 阴模部分
首先我们将阴模部分加工成3个部分 :
A部分为铝块;
B部分为压力调整部分;
C部分为带有图案的阴模。
具体方法:
1.将加工好的铝块、压力调整块和阴模,如图1所示居中叠加,并用胶水粘贴牢固;
2.在阴模的四个角使用ø4.3的钻头钻孔,深度不穿透压力调整块;
3.在压力调整块的对角钻ø5.8的孔,深度过铝块8mm;
4.使 用ø6H7绞 刀 绞 孔,ø6X16mm的圆柱销压床入,定位压力调整块和铝块;
5.在要压力调整块的另2个对角钻ø5的孔,深度过铝块8-10mm;
6.分拆阴模、压力调整块和铝块,阴模上的4个ø4.3的孔扩孔刀ø7,压力调整块上的4个ø4.3孔攻螺纹M5,铝块上ø5的孔攻螺纹M6;
7.重新组装如图1所示。在实际生产加工过程中,我们在调整位置偏差时,松开螺丝1,因其孔间隙有2mm,可以在水平方向有1mm前后左右调节的空间。结合博斯特下模台的±0.9mm可以满足市场上99%的产品需求。在阴模、产品、阳模完全吻合后,我们需要对产品的激凸凸起高度做调整,以此来对应产品质量标准(通常在0.1±0.03)。此时,我们只要松开螺丝2M6,阴模和压力调整块一起与铝块分离在铝块上补压纸(博斯特补压纸0.03mm),再次安装,只需要按照原位装回即可。位置有ø6的圆柱销保证,只需拧紧M6的螺丝。
我们向客户推荐采用这样的方法进行生产,模切机操作员能快速地完成校板,不仅实用性强,模具加工简单,而且大幅度降低了操作难度。此外,还能大幅提升生产加工效率,产品质量也得到了更好的保证。
希望本文能给包装印刷企业在模切压凹凸工序上,带来一些新的思路和方法,从而帮助更多的企业提升产品质量和生产效率。
猜你喜欢
数学年刊A辑(中文版)(2022年3期)2023-01-05
幼儿画刊(2022年6期)2022-06-06
当代陕西(2022年6期)2022-04-19
印刷工业(2020年4期)2020-10-27
印刷工业(2020年4期)2020-10-27
小天使·六年级语数英综合(2018年6期)2018-10-08
特别健康(2018年4期)2018-07-03
出版与印刷(2016年4期)2016-12-20
Coco薇(2015年5期)2016-03-29
出版与印刷(2014年1期)2014-12-19
