
激光焊接金刚石工具过渡层配方设计初步研究
2018-09-10 06:28潘晓毅谢德龙肖乐银
超硬材料工程 2018年4期
潘晓毅,谢德龙,林 峰,肖乐银,陈 超
(广西超硬材料重点实验室,国家特种矿物材料工程技术研究中心,中国有色桂林矿产地质研究院有限公司,桂林 541004)
激光焊接具有能量集中、能量输出覆盖范围广、焊接过程无需填充钎料、可焊材质种类范围大、异种材料焊接性能好、焊接深宽比高、易于实现自动化等突出优点,因此在工业领域中的应用越来越广泛[1-3]。目前,激光焊接技术已成熟应用于金刚石工具如锯片、钻头等的制造中,取得了明显的经济效益[4]。激光焊接金刚石工具首先采用粉末冶金法将结合剂和金刚石混合烧结成一定形状的节块,然后通过激光焊接将节块连接在钢材基体上。相较于传统工艺,激光焊接法所使用的节块在结构设计上有极大的不同。以金刚石地质钻头为例,传统中频金刚石地质钻头的钻齿基本由工作层、结合层两层结构组成;而激光焊接金刚石地质钻头因其工艺特点,钻齿结构由工作层、过渡层、焊接层组成[5]。
过渡层是激光焊接金刚石节块的重要组成部分,有连接工作层与焊接层的作用,过渡层配方设计的优劣左右着金刚石工具整体的安全使用性能。目前对于过渡层配方的研究较少,不利于激光焊接技术在金刚石工具上的应用推广与进一步革新。
1 实验
在激光焊接金刚石工具中,焊接层成分基本由Fe、Co与少量Cu组成,而工作层除了金刚石外还含有WC、W、Cu、Co、Sn、Ni、Mn等成分。过渡层连接着工作层与焊接层,除要求自身具有优良的成型性能外还需要能分别与工作层、焊接层有效结合。本实验将从过渡层配方自身烧结致密性能、过渡层-焊接层结合部位抗弯强度、过渡层-工作层结合部位抗弯强度三个方面展开研究。
1.1 配方设计
选择某钻头配方A:30wt%WC+30wt%Fe+10wt%Co+30wt%(663Cu+Ni+CuSn15 +NiCrP)作为工作层配方;选择Eurotungstene公司的NEXT300预合金粉作为焊接层粉料,其中NEXT300预合金粉主要成分为:72wt%Fe+25wt%Co+3wt%Cu;选择中国有色桂林矿产地质研究院有限公司开发的某Fe、Co、Cu预合金粉B作为过渡层强韧化研究成分[6]。
过渡层配方设计思路:(1)设计G1、G2、G3三种过渡层配方,以50%质量百分比NEXT300预合金粉比例替代配方A中的WC、Fe、Co成分,考察以预合金焊接层粉部分替代工作配方中主要高熔点成分的效果;(2)设计配方G4,以预合金粉B与NEXT300完全替代工作层配方A中的WC、Fe、Co成分,考察利用预合金焊接层粉完全替代工作配方中的主要高熔点成分的效果;(3)以预合金粉B、NEXT300及Cu粉的比例混合设计配方G5、G6,考察以高强韧型的预合金粉配以单质Cu粉直接作为过渡层的效果。所设计的G系列配方如表1所示。

表1 过渡层配方Table 1 The powder formulas of transition layer
1.2 试样制作
(1)如图1示意填料方式,通过隔板填料制作过渡层-工作层(标号GXG)及过渡层-焊接层(标号GXH)的拼装冷压块,其中工作层粉为含30%(砂轮制)金刚石浓度的A配方粉料、焊接粉为NEXT300纯粉料,完成填料紧实后抽出隔板通过冷压设备冷压至一体,然后进行热压烧结-氧化皮去除的工艺步骤制作横向分层烧结试样,试样尺寸为:30mm×12mm×6mm。
(2)按表1各配比通过冷压成型-热压烧结-氧化皮去除工艺顺序分别制作30mm×12mm×6mm尺寸的烧结试样(标号GX),以同样的方法制作A配方、含30%(砂轮制)金刚石浓度的A配方(标号A30)及NEXT300的烧结试样。
其中冷压工艺统一为:垂直30mm×12mm面压制,冷压压力7~10MPa,泄压拆模;热压烧结工艺统一为:烧结温度830℃,升温时间6min,烧结压力25MPa,烧结真空度0.1Pa,保温保压时间5min,出炉温度650℃,冷却至室温拆模。

图1 拼装冷压示意图Fig.1 The schematic diagram of assemble cold pressure
1.3 性能测试
通过CMT4304型液压万能材料试验机测试各烧结试样的三点抗弯强度,跨距25mm,测试GXG、GXH试样时压头加载位置为30mm×12mm面上中间部位的成分分隔位置。通过对比分析各强度数值对过渡层配方设计进行研究分析。
通过排水法测得的密度与理论计算密度比值记作相对密度比,对比考察各试样的烧结成型性能,计算公式如下:
(1)
其中δ为相对密度比,ρa为排水法测得的密度,ρt为理论计算密度。
2 实验结果及分析
单一配方试样的三点抗弯强度测试结果如表2所示,A、NEXT300、B、G1~G6分别对应各自配方试样结果,A30为含30%(砂轮制)金刚石A配方的试样结果。由表2可知:(1)各试样的相对密度比δ值相近且均大于95%,说明各试样整体烧结性能较好,且与烧结工艺匹配较好;(2)预合金粉B与NEXT300的δ值同其他试样对比较高,说明所选用的两种预合金粉烧结成型性能相对优于其余配方粉料;(3)预合金粉B与NEXT300试样的抗弯强度远高于其余试样,这是因为两者属Fe-Co-Cu预合金粉,具有成分均匀、粒度细且含有部分合金相等特性,烧结试样抗弯性能优异;(4)A30烧结试样的抗弯强度较低,相对于A试样降低了308.33MPa,这是因为金刚石不参与烧结,烧结性能差,故试样抗弯强度低;(5)过渡层配方按试样抗弯强度由高至低排序为:G5>G6>G4>G3>G2>G1。

表2 单一配方试样测试结果Table 2 The test results of each single powder formula sample
通过SEM对各试样进行断口形貌分析,断口SEM扫描结果如图2所示,a-f图分别对应G1-G6试样。结合配方成分进行分析,由图2可知:

图2 纯抗弯试样断口SEM图Fig.2 The fracture SEM diagrams of pure bending test sample
(1)a、b图断口形貌接近,有大量层片状组织分布在断口上,多为沿晶断裂,脆性断裂特征明显,这是因为G1、G2配方中含大量熔点较高的WC、Fe、Co成分,830℃热压烧结下会有层片状组织形成,该层片状组织未能完全烧结融合,结合力较差故整体韧性较低,宏观表征上为G1、G2抗弯强度较低仅分别为823.55MPa、1122.93MPa;(2)c、d图断口上层片状组织较a、b图数量下降,还出现了部分韧窝组织,这是因为相对于配方G1、G2而言,G3、G4完全去除了高熔点的WC成分,且Fe、Co成分以Fe-Co-Cu预合金粉形式加入,在830℃热压烧结温度下烧结性能有所提升,韧性也随之提升,且G4中预合金占比相对G3更高,宏观上表现为G3抗弯强度1252.33MPa、G4抗弯强度1360.25MPa、RG4>RG3;(3)e、f图断口上出现大量韧窝,并伴有部分穿晶断裂,从成分上分析,这里的韧性断裂特征增多是由预合金粉特性决定的,G6粉中添加Cu成分的设计并未像预想中的那样提升整体烧结性能,反而是G5抗弯强度(1678.03MPa)更优于G6(1386.32MPa),由SEM图分析可能是因为单质纯Cu粉粒度高于预合金粉粒度,从而导致烧结组织粗大、降低了试样抗弯强度[7-12]。
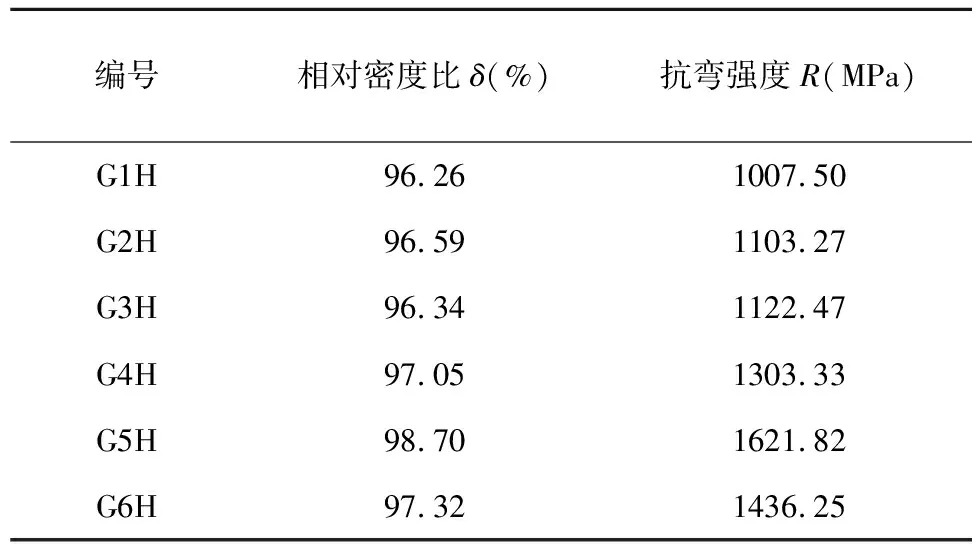
表3 GXH试样测试结果Table 3 The test results of GXH samples

图3 GXH试样Fig.3 The GXH sample
过渡层-焊接层拼接烧结试样测试结果如表3所示,G1H~G6H分别对应G1~G6同NEXT300的拼接烧结试样。结合表2、表3可知:(1)各试样相对密度比δ接近且高于95%,说明分层试样整体烧结性能较好,且与烧结工艺匹配较好;(2)抗弯强度上,RG5H>RG6H>RG4H>RG3H>RG2H>RG1H,同过渡层配方自身抗弯强度大小顺序一致,说明GXH试样的强度分布与过渡层配方有一定的对应关系;(3)从测得的数值上来看,GXH试样抗弯强度更接近于过渡层,断裂部位偏向过渡层配方一侧(如图3)。
过渡层-工作层拼接烧结试样测试结果如表4所示,G1G~G6G分别对应G1~G6同含30%(砂轮制)金刚石A配方的拼接烧结试样。结合表2、表4可知:(1)随着含金刚石层的加入,相对密度比δ同不含金刚石试样相比有所降低但降幅不高,说明整体烧结性能降低但影响不大;(2)抗弯强度上,RG5G>RG6G>RG4G>RG3G>RG2G>RG1G,GXG试样强度结果排序与GXH、GX系列试样一致,说明GXG试样的强度分布与过渡层配方有一定的对应关系;(3)从测得的数值上来看,GXG试样强度更接近于工作层,断裂部位偏向工作层配方一侧(如图4)。

表4 GXG试样测试结果Table 4 The test results of GXG samples

图4 GXG试样Fig.4 The GXG sample

图5 三点抗弯测试力学示意图Fig.5 The mechanics schematic diagram of three points bending test
对分层试样的三点抗弯测试过程进行受力分析,简易示意图如图5所示,F加载于中点,两支点间跨距为l,通过力学计算可知,测试试样在支点中间部分的中轴切应力Fy=1/2F,而距离试样中点x距离处的弯曲应力σ有:
(2)
此处M为试样x处的弯矩,W为试样抗弯截面参数,b为试样宽度,h为试样厚度。

3 结论
文章通过设计分层试样抗弯实验,对过渡层的设计进行了初步的实验探索分析,得出结论如下:
(1)实验结果表明分层烧结试样的抗弯强度数值上与低强度一侧自身抗弯强度接近,且断裂总是发生于低强度一侧而非力加载的中间部位;
(2)通过力学计算证明分层试样的交互部位抗弯强度高于低强度一侧,过渡层可通过改善交互部位性能而影响分层试样的整体抗弯强度,但是实验结果表明对于含金刚石工作层的分层试样提升范围有限;
(3)过渡层的配方设计除了需要自身强度高于工作层配方外还需能有效改善交互部位性能;
(4)工作层强度与整体分层结构设计对于整体强度起决定性作用,过渡层设计仅能起辅助改善的作用。
猜你喜欢
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
河北理科教学研究(2020年3期)2021-01-04
石材(2020年7期)2020-08-24
小学科学(学生版)(2020年2期)2020-03-03
小学科学(学生版)(2020年1期)2020-01-19
工程与建设(2019年2期)2019-09-02
动漫星空(兴趣百科)(2018年4期)2018-10-26
中学生数理化·八年级物理人教版(2017年3期)2017-11-09
安徽地质(2016年4期)2016-02-27
