
矩形弹簧拉紧机构
2018-09-28 00:12叶斌炳严伟
智富时代 2018年8期
叶斌炳 严伟
【摘 要】伴随生产制造业的迅速发展,对机械加工设备提出了更高的要求。加工中心不断往大加工范围的方向发展,多轴和少装夹成为了近年来金属加工的趋势。因此不少机床开始配备各种功能附件头的选项来增加加工范围,因此附件头自动上下安装给各机床设计厂家带来了新的课题,本文设计采用矩形弹簧配套增力机构做附件头夹紧力来源,常态下為拉紧状态,避开传统液压夹紧的压力不稳定等因素,使夹紧结构更稳定可靠。
【关键词】矩形弹簧;增力机构;附件头
一、前言
机械加工设备的附件头可以极大地增加机床原有的加工能力,可以达到五面体或多面加工的效果。附件头在与机床相连接时候,是由机床主轴鼻端通过油缸夹紧附件头上的拉钉来连接主轴与附件头,当不需要附件头的时候又可以松开将头存放在头库中。
这中间夹紧附件头的方式多采用油缸油压夹紧,单向阀保压的方式,这是传统的夹紧机构,但是保压完全依赖单个单向阀的保压能力,可靠性低,安全性低,时间长了容易泻压,特别在压力大的情况下。从而降低了加工精度,如果单向阀出现质量问题更是会造成不安全的后果。
二、夹紧机构原理
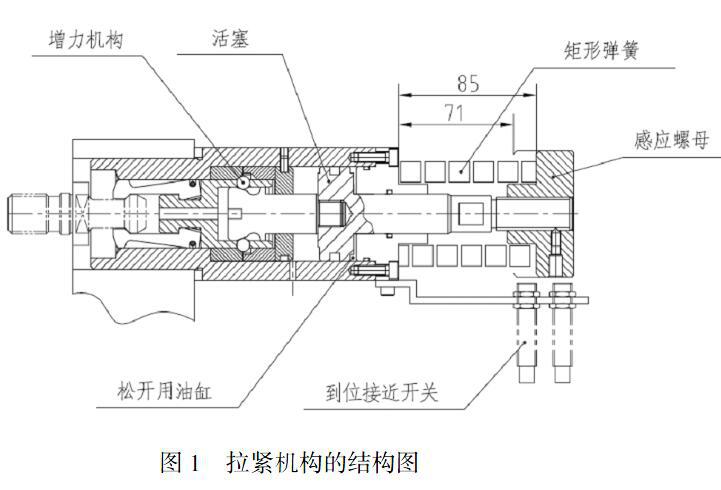
为了妥善解决上述问题,本文所设计的附件头夹紧机构采用纯机械的结构,保证稳定的夹紧力,避开液压夹紧的弊端。该矩形弹簧拉紧机构采用矩形弹簧拉紧,油压松开的结构形式,原理及器件构成见图1所示,整个矩形弹簧拉紧机构的结构如图示,按照具体结构尺寸,设计选取的矩形弹簧型号为SJH63×38×102,自然状态下弹簧长度为102mm,弹性系数为438N/mm,临界压缩尺寸为67mm。按图1显示为拉紧状态,根据计算,一个矩形弹簧可以提供7446N的力。
该机构前段设计有一套增力机构,由一个钢珠实现力的传递,矩形弹簧带动中间拉体向后运动,在中间拉体的斜面与钢珠接触,相对称的两个斜面提供相同的7446N的拉力,使钢珠得到的向后拉力的合力相对原来矩形弹簧自身的拉力有3倍增力,由此计算一个拉刀机构可以提供超过2T的拉紧力。松刀行程为14mm,需要13578N的压力推活塞使松开,按照活塞面积计算得到需要6.5MPA的油压力即可。具体尺寸和拉力还可以通过后端的感应螺母来调节,同时感应拉紧和松开的信号。
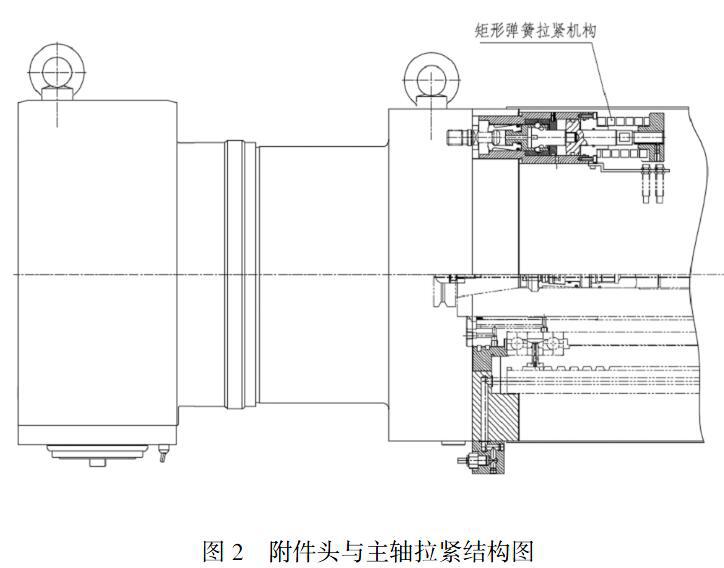
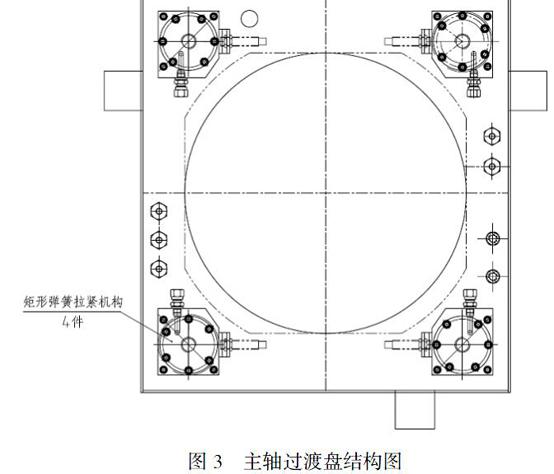
由图2所示,主轴鼻端上的拉紧机构拉紧附件头上的拉钉来带紧附件头,图3所示为主轴部分的过渡盘中布置拉紧机构的位置和个数,一般为4个均布的位置增加拉紧力。
三、总结
采用机械结构来保证拉紧力,完全由矩形弹簧本身的弹力来提供拉紧力,常态下为拉紧状态,避开所有电气控制的不安全因素,且应用中机构数量采用多个,避开太依赖单个零件,大大降低了传统油缸拉紧的不安全性,大幅提高稳定性。
综上所述,该机构通过调整拉紧力的提供方式,采用机械弹簧力来保证拉紧力,消除原来传统的油压拉紧方式的不安全因素,大大提高拉紧结构的稳定性,从而保证机床安装附件头后的刚性,提高机床装上附件头后的加工精度。
【参考文献】
[1]钻井封隔器用矩形截面弹簧的设计与校核[J]. 于洋,张怡. 制造业自动化. 2015(14)
