重水堆装卸料机B推杆固定销窜动故障处理
2018-11-08 06:14曹烽华
设备管理与维修 2018年15期
曹烽华
(中核核电运行管理有限公司,浙江海盐 314300)
0 引言
中核运行秦山三厂2个重水堆机组共有7个装卸料机推杆组件(编号为1#~7#)在役运行,其中5#和7#推杆组件都先发生了B推杆固定销窜动故障,故障描述见表1。
5#推杆组件后面3次B推杆固定销窜动故障发生在同一个服役周期内。5#和7#推杆组件发生窜动的B推杆固定销均位于B推杆头无弹簧销侧,B推杆固定销磨损情况见图1。B推杆固定销发生窜动后,会凸出B推杆头外缘,在B推杆动作过程中,会与导向套筒和料仓管内壁发生摩擦,可能会造成以下影响。
(1)B推杆驱动失效,造成换料过程中断和换料计划调整。
(2)B推杆固定销磨损的铁屑会进入主系统,导致燃料棒束破损。
可以看出B推杆固定销窜动带来的后果是严重的,因此分析B推杆固定销窜动故障的原因,采取应对措施是十分必要的。
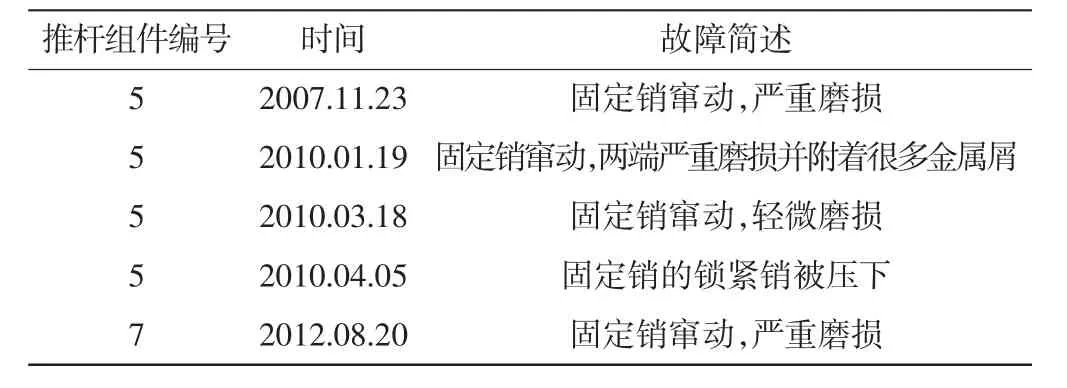
表1 推杆组件B推杆固定销窜动故障统计
1 装卸料机推杆组件的结构及功能
CANDU-6重水堆核电站的一大优点是不停堆换料,而装卸料机就是专门用于实现这一特点的。推杆组件(图2)是装卸料机的重要组成部分,它位于装卸料机的后部,通过10英寸抱卡直接与料仓的后端部相连。推杆组件主要有6根同心不锈钢管组成,从里到外依次为1#管、2#管、3#管、C推杆管、L推杆管和B推杆管,外加一个推杆组件腔体。推杆组件可以完成功能:①安装和卸出燃料通道的密封塞和屏蔽塞。②运行操作管嘴塞和导向套筒。③从上游把新燃料棒束推进燃料通道;从下游克服燃料通道两端压差,把燃料串推回到燃料通道里,其中包括使用FARE(流量助推延伸工具)工具。

图1 B推杆固定销磨损照片

图2 装卸料机推杆组件
在B,L,C推杆的端部各安装一个推杆头。它们互相配合,实现上述功能。推杆头主要由B推杆头、L推杆头、C推杆头和偏转杆等4部分组成(图3)。B,L,C推杆头通过螺纹连接,分别安装在各自推杆管的顶端,然后通过弹簧销或者锁紧装置进行防松定位。在L推杆头和C推杆头之间又有1个推力环。推力环通过两个B推杆固定销与B推杆头固定在一起。L推杆管的表面沿着轴向方向被切削掉两块,以容纳这两个B推杆固定销。L推杆在沿着B推杆、C推杆往复运动时,前后移动的范围不能超过所切削面的轴向长度。推力环的主要功能是把B推杆的推力传递给偏转杆,使偏转杆沿着C推杆头的内径孔轴向运动一定的距离。当偏转杆位于C推杆头的最前端时,偏转杆端头高出C推杆头内部端面大约0.864 cm。这一距离主要为操作运行燃料通道密封塞的密封盘和管嘴塞密封圈的施压机构。
B,L,C推杆头上都有若干个锁紧钢珠,而且都处于同一径面。L推杆头可以与B,C推杆头轴向轮廓面相配合,使B推杆和C推杆可以去操纵不同的装卸料工具,完成装卸料的各个功能。
2 B推杆固定销窜动故障原因分析
2.1 B推杆固定销受力状况分析
如图3所示,B推杆固定销的两端是固定在B推杆头上,中间与推力环的半圆型槽配合。B推杆通过固定销带动推力环和偏转杆,从而带动C推杆一起前进;在C推杆完全回撤时,则起到类似机械挡块的作用。
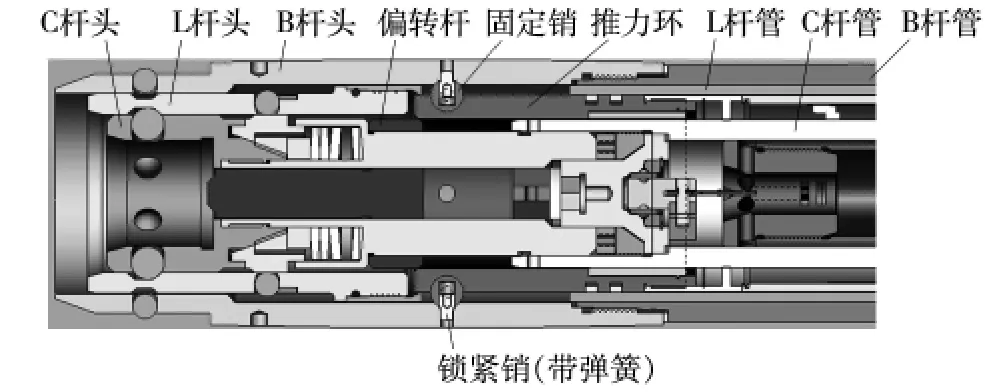
图3 推杆头结构
在拆装通道塞子和工具的操作中,B推杆通过推力环推动偏转杆,克服通道塞子和工具的施压机构时,施压机构通过偏转杆对固定销有一定的反向作用力。C推杆完全回撤时,会带着偏转杆碰到推力环前端,该过程中偏转杆的底座与推力环存在撞击的作用力,C推杆每次完全回撤都对B推杆固定销有一定的正向作用力。为了防止上述的两种力使B推杆固定销发生圆周窜动和轴向移位,在B推杆固定销上又设计了一个带弹簧的锁紧销。锁紧锁是受一定的偏转力,在没有其他外力作用的情况下,锁紧销的弹簧是可以保持锁紧销是完全顶起的,但如果固定销受到偏转力异常增大,长期下来,锁紧销的弹簧就可能慢慢被压下,最终使固定销发生窜动或移位。
2.2 故障原因分析
2.2.1 B推杆固定销与L推杆管方槽摩擦
设计上L推杆管的方槽与B推杆固定销是不接触的,两者之间的理论间距是2.64 mm。从图3推杆头的结构图可以看出,只有L推杆管方槽与B推杆固定销存在发生摩擦的可能性。如果B推杆固定销与L推杆管方槽摩擦,在L推杆前进或回撤的动作过程中,L推杆管方槽与固定销的摩擦力,转变成扭转力作用到固定销上,使锁紧销受到的偏转力增大。在L推杆往复运动的过程中反复摩擦,对B推杆固定销上的锁紧销产生侧向扭转力。当锁紧销完全被压下后,对固定销就失去锁定作用,最终固定销会发生窜动。
在5#和7#推杆组件解体检修中,发现2个推杆组件的B推杆固定销与L推杆管方槽确实存在异常摩擦(图4)。而在其他推杆组件检查中,都发现B推杆固定销与L推杆管方槽表面有不同程度的磨损。能够造成B推杆固定销与L推杆管方槽摩擦的原因如下。
(1)B推杆管和L推杆管有相对转动。B推杆管和L推杆管之间有相对转动,会使B推杆固定销与L推杆方槽发生摩擦。B推杆头内壁和L推杆头表面的压痕如图5所示。B推杆头内壁的压痕是L推杆头钢珠挤压造成的,而L推杆头表面的压痕是B推杆头钢珠挤压造成的。如果B推杆管和L推杆管之间没有转动,那么B推杆头内壁和L推杆头表面的压痕应该是单一的,图5中B推杆头内壁和L推杆头表面的压痕有3条之多,这说明B推杆管和L推杆管在推杆动作过程中存在相对转动。
分析得出B推杆管和L推杆管的相对转动是由于C推杆头表面缺陷造成的。测量5#和7#推杆组件C推杆头分离环直径均偏小,其中5#推杆组件C推杆头分离环直径比图纸要求尺寸小了0.5 mm(测量值60.26 mm,设计值60.76 mm),这是C推杆头分离环受到异常挤压导致的。图6中,C推杆头分离环表面和后倒角处有很多挤压痕迹。C推杆表面的压痕来自于L推杆头钢珠的挤压,主要是L推杆与C推杆动作不同步造成的。由于C推杆是重水驱动,回撤不平稳且速度较快,当L推杆没有回撤到零位时,C推杆已经完全回撤但并没有到达零位,此时C推杆头的分离环撞到L推杆头的钢珠。C推杆头分离环后倒角在长期挤压到一定程度后,L推杆头钢珠会强行挤到C推杆头分离环外壁和B推杆头内壁之间,造成更严重的挤压,造成L推杆驱动反馈失效。B推杆头和L推杆头之间的挤压力,会造成B、L推杆管之间发生转动。C推杆与L推杆在回撤中不同步,C推杆回撤较快,L推杆滞后是所有推杆的共性问题,无法消除。在其他推杆组件的解体检查中,发现C推杆头的分离环均受到不到程度的挤压。
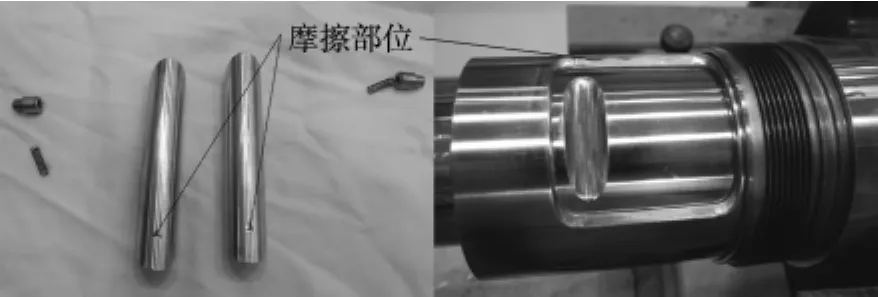
图4 B推杆固定销和L推杆管方槽摩擦痕迹
(2)L推杆管方槽深度过浅。L推杆管方槽的深度就是方槽到L推杆管外壁的最大距离。方槽深度过浅,会导致B推杆固定销与L推杆管方槽间距减小,增大两者间摩擦的可能性。
5#和7#推杆组件L推杆管方槽深度测量结果见表2。方槽深度均偏浅,接近下限,其中5#推杆组件L推杆管无销侧方槽深度比要求值小了0.03 mm。2个推杆组件L推杆管都是无销侧方槽浅,当B推杆管和L推杆管出现相对转动时,无销侧的方槽壁会首先与固定销摩擦,这也解释了5#和7#推杆组件为什么总是无销侧的固定销窜动而有销侧的固定销未窜动。检查其他推杆组件L推杆管方槽深度,发现L推杆管方槽深度都偏浅,接近下限,结果见表3。
(3)B推杆头相对B推杆管发生转动。虽然B推杆头与B推杆管在螺纹连接的根部装有弹簧销来防止B推杆头松动,但实际上B推杆头相对于B推杆管圆周方向仍可以有约10 mm弧长的转动裕量。这足以让B推杆头带着B推杆固定销窜动并与L推杆管方槽摩擦。但是推杆组件实际检修中,没有发现过B推杆头有松动的现象,基本可以排除该原因。
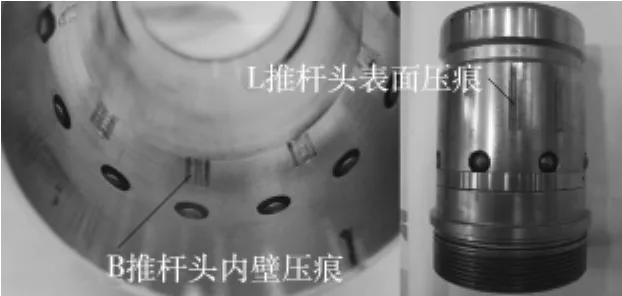
图5 B推杆头内壁和L推杆头表面的压痕

图6 C推杆头分离环表面压痕

表2 5#和7#推杆组件L推杆管方槽深度测量结果
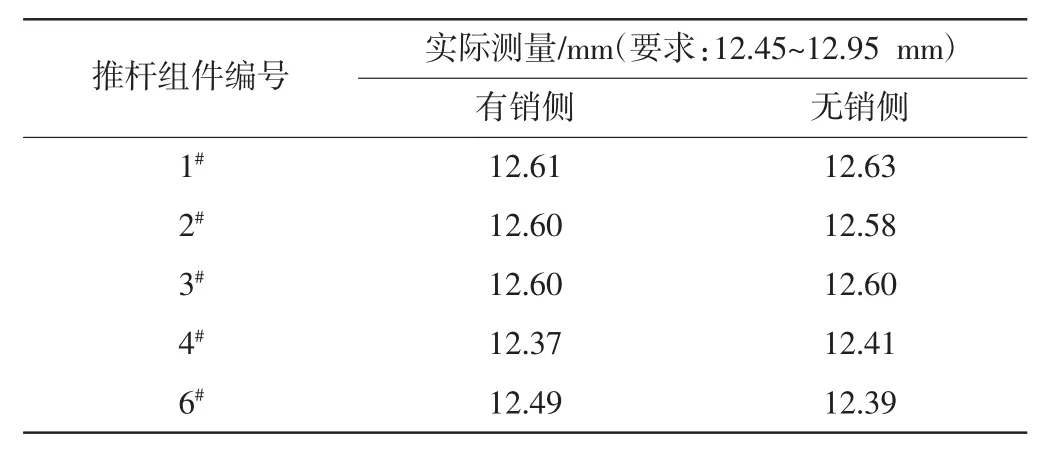
表3 其他推杆组件L推杆管方槽深度测量结果
(4)B推杆头垫片不合适。在推杆组件维修手册98-35214-MM-001中的14.4.1里,对B推杆头垫片的调整有明确规定,目的就是通过调节B推杆头垫片的厚度来确保B推杆头安装后,B推杆固定销与L推杆方槽是尽可能平行、无摩擦接触的。如果B推杆头垫片的厚度不对,会使两侧B推杆固定销与L推杆管方槽的间距不一样,有一侧固定销的距离会过小。推杆动作过程中,B推杆管与L推杆管之间的相对转动就会导致间距小的那侧固定销与L推杆管方槽首先摩擦。
B推杆头垫片与B推杆头是相互匹配的,只有更换B推杆头时才涉及到垫片调整。在发生B推杆头固定销窜动故障前,所有推杆组件均未更换过B推杆头,同时在5#和7#推杆组件解体检查中,对B推杆头垫片进行了验证,垫片是合适的。鉴于以上2个原因,可以排除B推杆头垫片的原因。
2.2.2 锁紧销问题
(1)锁紧销没有顶起。固定销安装后锁紧销没有顶起,固定销失去锁定。推杆动作过程中,固定销在推力环和偏转杆的作用下,必然会发生窜动。
在5#推杆组件首次出现B推杆固定销转动故障后,分析原因是固定销上的锁紧销没有被弹簧完全顶起,为此制作了锁紧销专用检查工具进行检查确认,并在维修规程中增加了固定销安装后锁紧销的独立验证步骤,但第二个运行周期内仍出现3次固定销转动故障,因此可排除固定销安装的人为失误因素。
(2)锁紧销配合间隙过大。如果锁紧销头部与B推杆头锁孔的配合间隙或者锁紧销底部与固定销上的安装孔配合间隙过大,都会使固定销产生轻微窜动,增大锁紧销与锁孔侧壁的摩擦力,造成锁紧销弹簧回缩,固定销发生窜动。但通过实际测量,固定销和锁紧销相关尺寸满足要求,5#推杆组件的测量数据见表4。
通过上述原因分析,可以看出B推杆固定销与L推杆管方槽的摩擦,改变了B推杆固定销的受力状况,使B推杆固定销的锁紧销受力压缩,最终导致B推杆固定销窜动。L推杆管方槽过浅和C推杆头缺陷共同作用,造成5#和7#推杆组件B推杆固定销窜动故障。
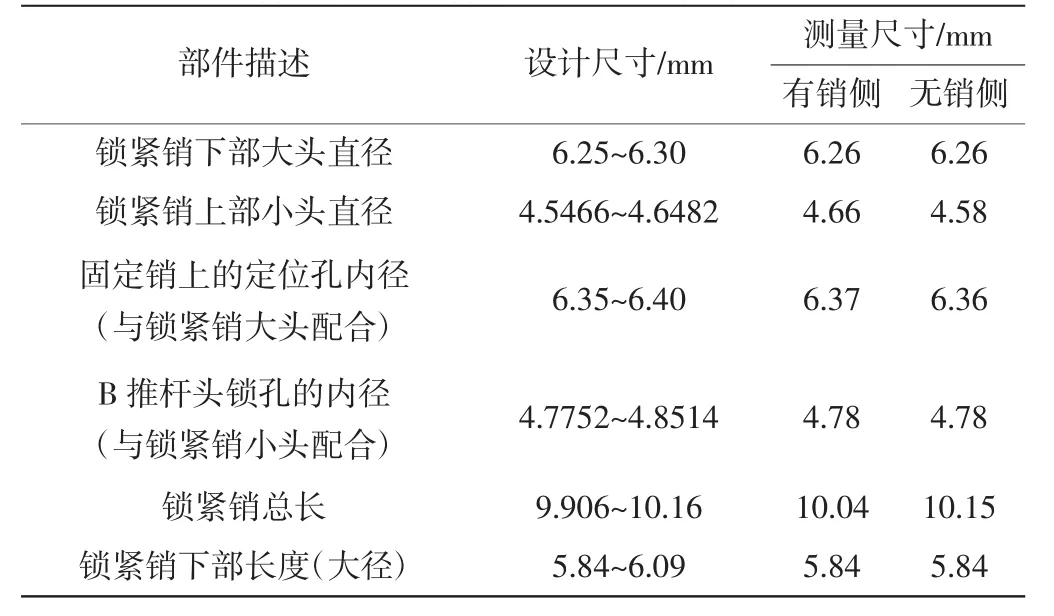
表4 5#推杆组件B推杆固定销及锁紧销尺寸测量结果
3 应对措施
针对B推杆固定销窜动故障原因,同时为了防止其他推杆组件出现类似故障,制定了相应的措施。
(1)对所有推杆组件L推杆管方槽深度进行确认,打磨不满足要求的L推杆管方槽。打磨原则是深度往尺寸上限靠,尽可能增大B推杆固定销与L推杆管方槽的间距。
(2)检查所有推杆组件的C推杆头,对C推杆头分离环表面压痕进行处理,压痕严重无法处理的则更换。
4 故障处理
在5#和7#推杆组件B推杆固定销窜动故障处理中,通过打磨L推杆管方槽增加了L推杆管方槽与B推杆固定销间距;通过更换C推杆头,消除了B,L推杆管之间的转动,解决了B推杆固定销与L推杆管方槽摩擦引起的窜动故障。
对其他推杆组件C推杆头根据实际情况进行处理和更换;对L推杆管方槽进行了打磨,结果见表5。
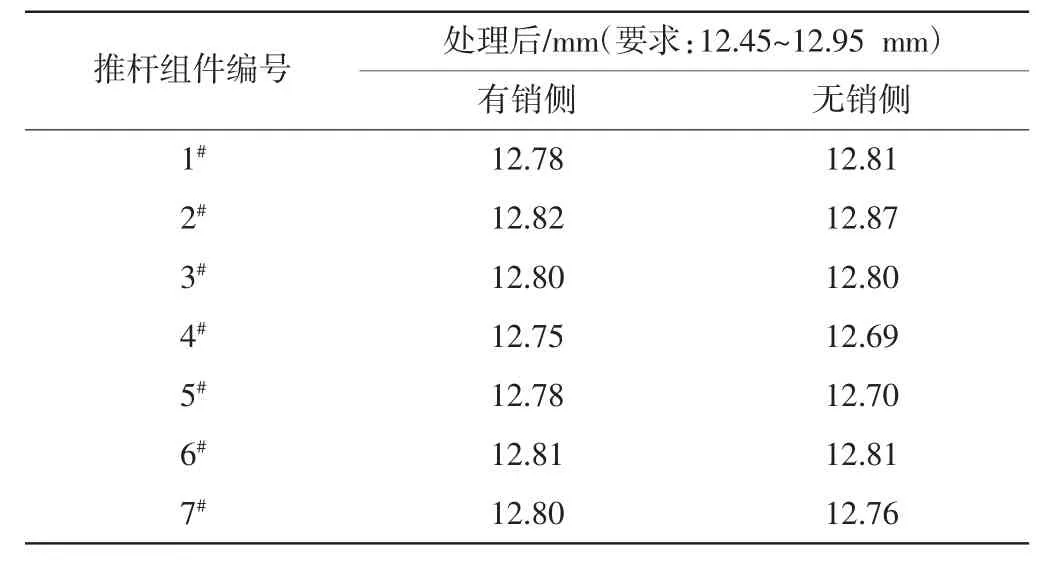
表5 推杆组件L推杆管方槽处理结果
5 结论
目前5#推杆组件已正常运行2个周期(1.2 a/周期),7#推杆组件正常运行1个周期,都没有再发生B推杆固定销窜动故障,其他推杆组件也运行正常。在后续5个推杆组件解体检修中,检查B推杆固定销和L推杆管方槽,均未发现摩擦痕迹,说明两者在推杆组件运行过程中未发生摩擦,应对措施是有效的,B推杆固定销窜动的隐患已根本消除。
猜你喜欢
宝钢技术(2022年4期)2022-12-23
机械管理开发(2022年5期)2022-07-07
上海涂料(2021年5期)2022-01-15
纤维复合材料(2018年3期)2018-04-25
中国核电(2017年1期)2017-05-17
材料科学与工程学报(2016年4期)2017-01-15
材料科学与工程学报(2016年1期)2017-01-15
新乡学院学报(2016年6期)2016-12-01
橡胶工业(2015年8期)2015-07-29
锻压装备与制造技术(2015年2期)2015-06-26