三轴多焊缝变电站接地扁钢自动焊接系统
2018-12-06 02:26朱建春胡国飞张高超曹杰勇王冠华
机电工程技术 2018年10期
朱建春,胡国飞,张高超,曹杰勇,王冠华
(江西省送变电工程有限公司,江西南昌 330200)
0 引言
焊接自动化主要表现为焊接过程中控制系统的智能化、焊接生产系统的柔性化及一体化.焊接自动化系统不仅能降低劳动力成本,而且能够提高生产效率、保证焊接质量的稳定性[1-2],自20世纪90年代后,我国焊接界把实现焊接生产机械化、自动化作为战略目标,因此自动焊接逐步取代手工焊接成为制造业发展的必然趋势。

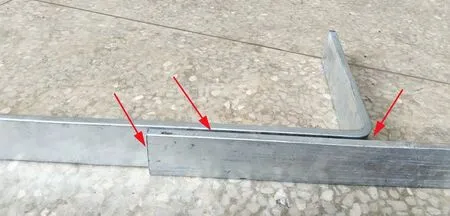
图1 变电站接地扁钢焊接的不同形式
基于位置反馈的伺服系统经常用于焊接系统的设计中[3-5],在这类系统中一般都采用单片机或PLC对焊枪的位置、焊枪运行的速度及倾角进行检测,并将这些检测量和控制量进行实时比较,以确定当前焊枪是否处于期望的位置。如邹焱飚等[6-7]设计了直角坐标焊接机械手,通过伺服电机的旋转编码器对运动量进行检测,实现了机械手对待焊工件的三轴移动焊接,但文中对系统的焊接流程介绍略显单薄;徐鹏[8-10]等在系统中运用视觉位置检测方法,研究了摄像机模型的建立和图像处理技术,但对视觉处理部分的介绍不够详细;叶建雄等[11]采用超声波传感器检测焊缝的形状,利用运动控制卡实现系统的统一控制,对系统功能进行了描述,但对运动控制卡的控制实现方法介绍较少。
由于变电站接地扁钢焊接时,存在着焊缝搭接形式多,同时需要对搭接的多条边进行焊接,如图1所示是其中的二种典型搭接,箭头所指为焊缝所在,很明显,无论是哪种形式,都不可能一次性焊完,中间存在着重新寻找起焊点的问题,此时焊枪必须要提起且移动到新的焊接点。这些特点对实现接地扁钢的焊接自动化带来挑战,到目前为止,接地扁钢的焊接工作均由人工完成。
针对上述情况,设计了图2所示的三轴变电站接地扁钢自动焊接系统。整体上是一台架在宽幅万向轮上的可移动焊接平台,平台上有特制的不粘型底板,在底板上安装有快压型压力钳,借助可活动挡块的帮助,可将需要焊接的二条扁钢按所需的搭接形式进行固定;焊枪固定在三维运动轴上的旋转机构上,从而获得至少四维的空间自由度,可以完成不连续焊缝,甚至是不同面的焊缝的焊接任务。所有的运动机构均由PLC进行控制,同时借助CCD摄像机的协助,在焊接前获取焊缝的坐标信息,通过空间曲线的拟合,从而完成自动焊接任务。

图2 变电站接地扁钢自动焊接系统结构图
1 自动焊接系统的构成
变电站扁钢自动焊接系统主要由传感子系统、运动子系统、焊接子系统和可编程逻辑控制器PLC四部分构成,系统各组成部分既相互独立又相互联系,通过控制器实现模块协同工作。系统整体构成如图3所示。
各部分的功能介绍如下。
可编程逻辑控制器:在系统中处于中心地位,是控制系统的核心,包括大量的输入和输出元件。首先可以接收光电位置传感器送来的位置信号,确保各轴运行在安全区域;其次可以通过MODBUS协议和图像采集系统通信,获取当前的焊缝信息,并据此规划焊接路径;此外,在输出控制方面,可以启动及停止焊接系统的送丝机构,完成轨迹规划中的插补运算,并实现三轴联动,通过脉冲频率和脉冲数量多少的不同,实现各轴间不同速度、不同运动长度间的匹配,从而使焊枪能够准确地沿着焊缝运行。为便于人工介入,PLC还能实时响应操作人员的手动控制按钮的操作,如紧急停止,手动和自动方式的转变等。程序设计质量的高低直接关系到系统功能的强弱和使用方便与否。
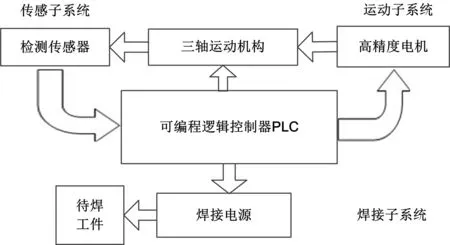
图3 系统整体结构图
传感子系统:除光电式位置传感器外,CCD传感器在本系统中用于提供实时的焊缝信息,其通过图像处理算法分析提取焊缝边缘,获得焊缝位置信息后将转换后的焊缝坐标值传入PLC。视觉图像坐标和PLC所在的运动控制坐标的转换是其中重要的工作,像素坐标 p′(u,v)变换为对应的三维运动坐标p(X,Y,Z)的数学关系如下[12]。

式中 ax=f∕dx, ay=f∕dy,M1由 ax、 ay、 u0、 v0四个参数决定,由摄像机的内部硬件属性决定这四个参数的大小,所以称为摄像机内部参数。M2为摄像机外部参数,表示摄像机在世界坐标系中的位姿变换。
运动子系统:此部分由图2的三维滚珠丝杆构成,再加上用于焊枪旋转的机构。所有这些机构均由高精度带位置反馈的步进电机驱动,步进电机的分辨率设为20 000脉冲∕转,所用三维丝杆X、Y、Z的节距为20 mm,所以一个脉冲对应的位移量为1μm。步进电机的驱动器与PLC的接线方法特别需要注意,因为高速输出PLC所用的晶体管分为PNP和NPN二类,它们与驱动器的连接方式是不同的。实际所用的步进电机型号为86BYGH,PLC为支持4路高速脉冲输出且具有运动插补功能的XDM型,它们之间采用图4所示的共阴极接法。
焊接子系统:为方便在工地使用,采用具有一元化参数设置的单相焊接电源,内置式送丝机可缩小其尺寸,同时可以提供气保焊、氩弧焊和手工焊等多种工作方式,增加使用的灵活性。焊机受PLC控制完成送丝、起焊和止焊等工作,焊接熔池的深度、飞溅的大小均连续可调。
2 焊接系统工作流程
首先由CCD传感器获取焊缝信息,经过坐标变换后通过485总线将相关坐标传给PLC,控制器据此进行路径规划并控制各电机的驱动器,驱动X、Y和Z轴的电机协同动作,使焊枪移至焊接起点并始终沿着提取的焊缝轨迹运动。工作流程如图5。

图4 PLC与步进驱动器的接线

图5 多焊缝扁钢自动焊接工作流程图
3 总结
本文以可编程逻辑控制器为核心,结合图像传感器和滚珠丝杆构建了一套三轴变电站多焊缝扁钢自动焊接系统,实现了不同搭接形式下的扁钢固定和多焊缝连续程序控制自动焊接的功能,进行了焊接测试,取得了良好的效果。正式投入使用后,可以显著降低工人的劳动强度,提高接地扁钢的焊接质量以及焊接效率。
猜你喜欢
现代农机(2022年3期)2022-07-11
湖北电力(2021年5期)2022-01-21
新疆钢铁(2021年1期)2021-10-14
燕山大学学报(2021年4期)2021-07-29
组合机床与自动化加工技术(2019年11期)2019-11-27
模具制造(2019年3期)2019-06-06
智能制造(2017年4期)2017-07-24
中国公共安全(2017年11期)2017-02-06
办公自动化(2016年18期)2016-12-17
制造技术与机床(2015年8期)2015-04-24