
轨道交通机车转向架的加工制造
2018-12-11 12:39李洪贺
智能制造 2018年5期
李洪贺


一、概述
转向架是轨道交通机车上的关键部件,我公司为美国GE生产的转向架采用整铸结构。传统铸钢件由于其自身的工艺特点,必然存在影响切削加工的一些常见铸件缺陷,如材料局部硬点,夹渣,这些缺陷既影响切削加工的稳定性,也容易造成加工尺寸超差,表面精度难以保证,同时在处理这些缺陷的同时,更容易造成铸件局部变形。传统转向架类复杂铸件的常规加工方法需要在重复多次划线工序,每次划线工序多次翻转,加工工序也需要在一台机床上多次翻转,多次测量,而每一次翻转,都会造成基准产生误差,同时加工过程因为修复铸件缺陷而产生的变形更是误差产生的原因,最终的上述二方面综合误差就会造成产品的尺寸精度和形位精度超差,并影响产品的交期和质量,但通过工艺优化与辅助智能制造,这些问题得到了改善和优化。
1.仿真评价与优化编程
(1)根據前期加工情况,以及分析问题产生的原因,技术人员提出多项产品解决方案,如局部粗加工,加工合并,变换刀具,加工参数改变,模块加工,机床改变等。
(2)根据多种产品解决方案,把产品三维实体模型,输入Unigraphics NX,进行数字化方式仿真,确认和优化产品及其开发过程,调试每一种产品解决方案,选定最优化方案,消除了原有每一个问题需要在物理样机上逐步试验、调整、解决、确定的繁琐。图1和图2对产品进行仿真评价的过程。
(3)根据最优化方案,确认加工工艺路线。
划线→焊接工艺支撑→粗加工→检验→探伤→划线→模块化精加工→螺纹加工→检验→装配→涂装→终检→包装
(4)定义标准化刀具库、加工工艺参数样板库,初始化粗加工、半精加工、精加工等操作常用参数,生成加工程序。图2为输出的数控加工程序。
2.加工过程的实时跟踪检测
(1)加工过程对产品加工质量进行实时监控,产品划线阶段,使用精度达到0.03mm/lOOOmm的三坐标测量仪(型号:NHL 1205035,X=12000mm,Y=2600mm*2,Z=3500mm)划线,可以减少常规钳工平台划线的误差,一次划线可以把X,Y,Z三向全部解决,实现一次换线,一次基准,各序基准统一。图3为使用三坐标测量仪划线过程。
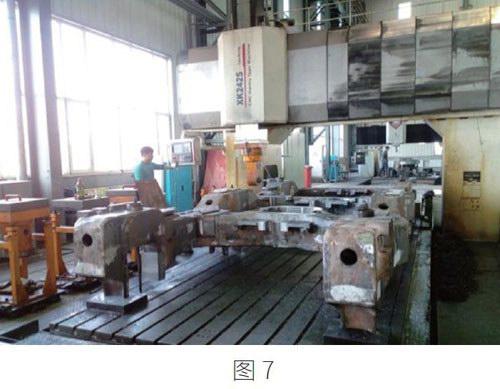
(2)输出的数控程序输入到加工机床,机床使用加载SIEMENS 840D控制系统工作台面为3000mm*6000mm的数控龙门加工中心,加工中使用FARO激光跟踪仪、计算机和专用软件,通过采集加工面的点云数据,在计算机上实时判断加工结果正确与否,出现偏差及时判断与报警,图4为使用FARO激光跟踪仪现场实时检测工件。对关键尺寸关键部位,定期实施加工能力分析,图5为加工能力分析过程。对操作人员,检查人员产品检验过程定期实施重复性再现性分析(GRR分析),图6为GRR分析过程。图7为机床加工过程,图8为加工中心操作系统界面。
二、结语
通过上述工艺改进的实施,实现产品批量达产,工时效率提升300%,产品实现免检,与GE公司签订战略合作协议,获得GE公司新兴迅速成长奖,GE最佳质量奖。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
锻压装备与制造技术(2015年2期)2015-06-26
金属加工(冷加工)(2015年11期)2015-04-17
卫生职业教育(2014年16期)2014-05-16
河南科技(2014年8期)2014-02-27
