
基于Pro/ENGINEER的电极设计方法与技巧
2018-12-11 12:39赵学庆王帅史宏莹于晓明
智能制造 2018年5期
赵学庆 王帅 史宏莹 于晓明


一、引言
电火花加工技术是历史最悠久的特种加工方法,在模具制造业、航空和航天、电子等众多领域得到了广泛的应用。电火花放电加工是分别把工件和工具制作成两个电极,利用两极间脉冲火花放电产生的热能,熔化、蒸发和抛出工件电极材料,达到加工工件的目的。
电极设计好坏会直接影响电极的加工复杂性、制造成本、加工进度与精度,最终会直至影响整套模具的生产成本和生产进度。因此必须高度重视模具制造中电极的设计问题。
Pro/ENGINEER软件在模具设计中有广泛的应用。实体造型、参数化和自上而下的设计理念,成为模具工程师体现设计思想的得心应手的工具。在Pro/ENGINEER软件中,电极的高效设计有一个非常好的方法,就是借助软件中独特的体积块特征(volume)扣印电极。就如使用橡皮泥嵌入型腔,再取出橡皮泥,电极的形状就做成了,而且还是实体结构,可以继续使用实体特征进行编辑,这对于应用Pro/ENGINEER的设计人员在设计电极时会更加简便。当模型修改时,Pro/ENGINEER的参数化就体现出强大的优势,从模型至电极工程图一改到底。
二、Pro/ENGINEER软件抽取电极的基本方法
1.pro/ne中使用体积块(volume)
当型腔模型为准确的模型后,可在型腔上直接反扣出电极模型。此种方法使用较为广泛。在许多CAM软件中有快速电极制作的模块,可在准确的模具型腔上反扣出电极,并可编辑底座的大小及形状。在Pro/ENGINEER的加工模块中使用Volume可快速的做出电极的模型,然后转出为*.prt的实体造型或IGS文件。其方法按以下图例顺序所示。
进入加工模块:图l与图2是进入PROE编程模块的方法。调入模型:将型腔模型调入,与系统坐标系匹配。如图3、图4所示。这四个步骤是准备阶段的软件操作,养成习惯即可。
准备工作做好以后,开始建立体积块。铣削体积块在加工模块中是用来限定加工区域的一种手段,即具有曲面特征,又可以进行实体特征的编辑操作(如拉伸增加、去除、倒角、偏置等),操作方法灵活。在模具分型中,分型体积块具有相同的特点。
点击右侧“铣削体积块”快捷键,如图5所示,进入创建实体拉伸的界面,如图6所示。创建的拉伸特征如图7所示。
体积块建立以后,仍然在当前的过程中,选择右侧的“修剪工具”图标,开始扣印电极。如图8所示。
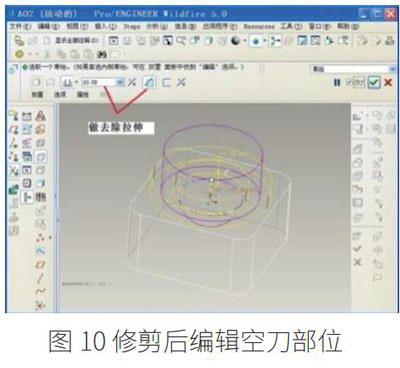
选择型腔作为剪切的工具,修剪体积块,如图9所示。点击确认后,成型部位的轮廓就展现在眼前。如图10所示.此时,电极成型部位的底面与型腔的分型面重合,还需要做出一端5-10mm的避空段,避免电加工时损伤分型面及棱角。还在这个进程中,点击拉伸特征的快捷键,如图6所示,做去除拉伸特征,如图10所示效果。
做好了电极的避空段,电极的形状就完全呈现,点击确认,完成体积块。
此时的体积块只是一个特征,需要转换成实体部件或IGS等格式文件,才能用来做电极的加工编程。
先介绍通过体积块创建实体的过程。如下图11、图12所示。
创建一个新部件,起好电极名称。例如:DJ1。
沿着下拉菜单的次序,选择使用面组(Use Quilt)创建实体。
点击确认后,实体模型创建结束,如图13所示。在模型树中显示出新建的电极实体。
此时,体积块仍然存在屏幕中,与实体模型重合在一起,视觉上有些杂乱。可以将体积块遮蔽,不再显示。需要显示的时候再取消遮蔽即可。遮蔽体积块的方法如图14所示。
文件树中的电极实体,作为一个装配模型,可以在激活的状态下进行细化的处理。保存加工文件后,在当前文件夹中可以找到“DJ1”的模型,转入加工模块进行CAM流程。
当团队合作时,需要导出IGS或STP格式的文件,再导入其它类型的CAM软件进行编程。Pro/ENGINEER中的体积块具有面组的特征,只要在“另存”中选择面组特征,即可转换出所需要的格式文件。如图l5所示。
2.电极干涉检查的方法
Pro/ENGINEER检测电极干涉主要在装配模块中。将模具型腔与电极按照制品坐标系装配在一起,每个电极设置不同的颜色,可清楚地查看每个电极放电的位置,干涉的情况一目了然。将关键部件转换成实体,其余部件为线框,则更直观,如图16所示。方法:点击view→modelsetup→component display→create,建立名称→shading→选取部件→done。
建立一个电极“CD2”,如图16所示,有明显的干涉存在。细微之处,可使用Pro/ENGINEER装配中的Moldanalysis,会自动地将干涉部位表示出来。如下图17所示。
打开电极与型腔的装配文件(*.asm),在文件条中选择分析(Analysis)→模型(model analysis)→在子菜单栏中选择全局干涉(Global Interference),接着定义(definition)栏目中选择仅零件(part only),包括面组quilts(exclude),显示精确结果display (exact result)→计算(compute),运算后部件与部件之间的干涉部位会以高亮的线条表示出来。或者,在显示全部(Display)中选择快速查看(Quick check),Pro/ENGINEER会列出所有部件间的干涉,具体细节可點击预览(Verify)察看结果。如下图18所示。
同传统的切削加工相比,电火花加工速度和加工效率很低,Pro/ENGINEER软件的应用使电极的设计变更灵活方便,提高了设计效率缩短了电火花加工周期。
三、提高电加工效率的电极设计方式
在实际生产中,如何使用数量最少、形状最简单的若干个电极完成复杂型芯的加工,需要根据具体情况分析。下面列出了四种电极设计技巧。
1.并列
某些中、小型的压铸模具,其主电极或其中局部电极需粗、精两次放电加工,如果电极的尺寸较小,可将粗、精电极设计在一起,中间偏置出干涉的尺寸。如此不仅可节省NC加工、放电加工的装夹时间,还可提高电加工的位置精度。要确保偏置的基准明确,偏置的距离不能产生干涉,如图19所示。
2.间隔
某些型腔的并排的薄筋電极,间隔很小,NC加工时刀具很难进入,加工条件不好,小直径加长的刀具不仅震颤造成光洁度降低,刀具还容易折断,连带筋片损伤。如图20所示。将此类情况的电极分成间隔的两个电极,是一个很好的解决方法。
电极间隔分离后,可以使用较大直径的刀具进行NC加工,保证了更高的强度与更好的表面质量,提高了筋片加工的成功率,但增加了电极数量,也延长了电加工的时间。利弊权衡,要根据部件加工的重点技术要求决定电极方案。质量至上,则要付出必要的时间。
3.旋转
图21所示的圆柱段是一段精度要求较高的分型面。若竖直加工,由于电极的高度较大(约70mm),较难保证圆弧面的弧度与侧边的小圆角(R2),因此平放加工效果较好。
电极在放电时需拨转10,因此需要在电极上设计出一段工艺基准。在NC加工时用球刀以曲面铣削的加工方式铣出基准,在电加工时电极拨转10,以CAD提供的基准尺寸进行加工。电极的细节设计如图22所示。
旋转的设计方式技术要点在于要设计出放电基准,并明确标示不含减寸量的尺寸、位置。此基准在NC阶段是倾斜状态,加工后一定要使用三坐标测量误差,为电加工做好准备。电加工时,要确认旋转方向、基准位置,及时与电极设计人员、检测人员联络沟通。
可见,旋转电极在NC加工时精度提高,CAD人员的设计工作量增大,电加工人员确认的时间增加。鉴于此,只适用于特殊情况需要,不能作为普遍使用的电极方式。
4.组合
电极的组合方式是将分解的细小电极,遵循便于NC加工、EDM电加工的原则组合在一块电极上的方法。
组合电极示例1:曲面分解后的组合。
对小型压铸模具而言,模型在细节上要求较高,制作整体电极时需选择直径很小的刀具,加工条件非常不好。将相邻曲面分隔拆解,曲面联接部位延伸扩展,然后将不同部位组合在同一个毛坯上加工。
如图23所示,拆分方案将曲面分解成两组。第一部分(蓝色曲面)电极中去除的红色曲面部分(第二部分)向下方向延展,为NC加工中的细小刀具提供了回转的空间,充分保证了竖直曲面的加工效果。同理,第二部分(红色曲面)的曲面可以沿轴向延展,也为NC加工有效曲面部位提供了便利条件。如图24所示。将粗电极、精电极再并列在一起,整块电极的尺寸变化不大,一块电极解决了整个型腔的电加工形状。
此种设计改善了NC加工条件,提高了尺寸加工精度。不足之处是型腔的尖角部位需要手工做出圆角。
组合电极示例2:并列与间隔方式的组合。
图25中的筋片间隔很小(1.7mm),长度较长(21.7mm),制作整体电极难以加工。按照组合电极拆分的思路,问题迎刃而解。
首先采用间隔的方式,将筋片部位拆分成两部分,再并列粗、精电极,做成电极1,如图26所示。同理做成电极2。电极1与电极2是两块电极。
两块电极组装后的效果如图27所示。间隔的筋片扩大了刀具进出的间隙,解决了Nc难以加工的难题。若将电极1与电极2再次并列组成一块电极,这样,两部分电极连粗带精都集中在一块电极上,可以成倍提高电加工效率。
细节上,要留意电极放电时的排气设计。两端开放式出口,有效排气,提高电加工效率,避免积碳情况发生。
可见,分解模型相邻部位,可以保证相交棱线的清晰,但会增加电极的数量。可以将相同类型的电极偏置后组合在一起,又有效减少了电极数量。由此,可以达到既保证质量,又减少电极数量,从而提高加工效率的目的。
在实际生产中,如何使用数量最少、形状最简单的若干个电极完成复杂型芯的加工,需要根据具体情况分析。
四、结语
复杂电极的拆分模具制造中的一个重点,也是难点。应用Pro/ENGINEER软件进行模具设计与电极的拆分确实为模具生产带来了方便,加上Pro/ENGINEER软件的体积块功能,将会使产品、模具及电极的变更灵活方便,提高了设计效率。通过对电极的合理拆分,可以完成复杂型芯的电火花加工。在实际生产中,如何使用数量最少、形状最简单的若干个电极完成复杂型芯的加工,需要根据具体情况分析。既要求电极形状简单又要求电极数量少似乎是一对不可调和的矛盾,但只要掌握了电极拆分技巧,仔细分析,可以合理解决这一问题,满足技术性的同时也满足经济性。
猜你喜欢
电加工与模具(2022年5期)2022-11-15
制造技术与机床(2019年11期)2019-12-04
数学年刊A辑(中文版)(2019年1期)2019-01-31
数学物理学报(2018年5期)2018-11-16
浙江大学学报(工学版)(2016年10期)2016-06-05
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
机电信息(2015年3期)2015-02-27
华东师范大学学报(自然科学版)(2014年1期)2014-04-16
河南科技(2014年23期)2014-02-27
