
调质效果对于膨化沉性水产饲料水中稳定性的影响分析
2018-12-29 05:40高一桐
饲料工业 2018年7期
■高一桐 马 亮
(江苏牧羊控股有限公司,江苏 扬州 225000)
随着水产养殖业的迅速发展,促使了其对于虾、蟹等沉性饲料持续增长的需求。面对竞争日趋激烈的市场,水产饲料生产以及水产养殖企业对于沉性水产饲料的品质要求愈发提高:饲料外观、水中稳定性、吸水透心性、饲喂效果以及饲料转化率等等,都成为评价沉性水产饲料品质优劣的标准。面对以上问题,牧羊有限公司在长期的实验研发以及实践生产过程中,对影响沉性水产饲料品质的部分因素进行了一些总结和分析。
1 制粒虾料和膨化虾料水中稳定性和吸水性能的比较
使用制粒机生产的沉性虾料仍是目前绝大部分中国水产饲料生产企业的选择。但是近几年,使用膨化机加工的螃蟹料和小龙虾料得到了迅猛的发展,目前几乎已经全面替代了颗粒料。放眼南美市场,尤其在厄瓜多尔,膨化虾料也得到了迅猛的发展,正在快速取代传统的颗粒虾料。
虾类等水下生物的采食习惯和普通的鱼类不一样。通常来讲,在投喂的2 h内,虾类会完成采食。但是这其中有近50%的饲料是在前30 min被采食掉的[1],这就对虾料的水中稳定性和吸水透心性能有了特定的要求。Misra等[2]在对罗氏沼虾的研究中进行了制粒虾料和膨化虾料的实验对比。对于相同的虾料配方,制粒虾料和膨化虾料的水中稳定性实验结果如图1,吸水性能实验结果如图2。其中水中稳定性的计算方法为:取样5 g饲料,放入丝网编制的容器中,浸入在室温环境下装有2 L淡水的容器中,浸泡时间0.5~12 h。随后称取丝网上残余的饲料,烘干后进行称重;吸水性能计算方法:取样5 g饲料,放入丝网编制的容器中,浸入在室温环境下装有2 L淡水的容器中,浸泡时间1~10 h。随后称取丝网上残余的湿饲料,室温环境下沥水1 min后称量:


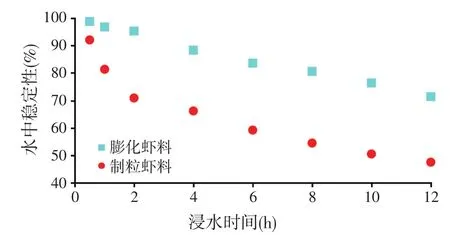
图1 膨化虾料和制粒虾料水中稳定性对比
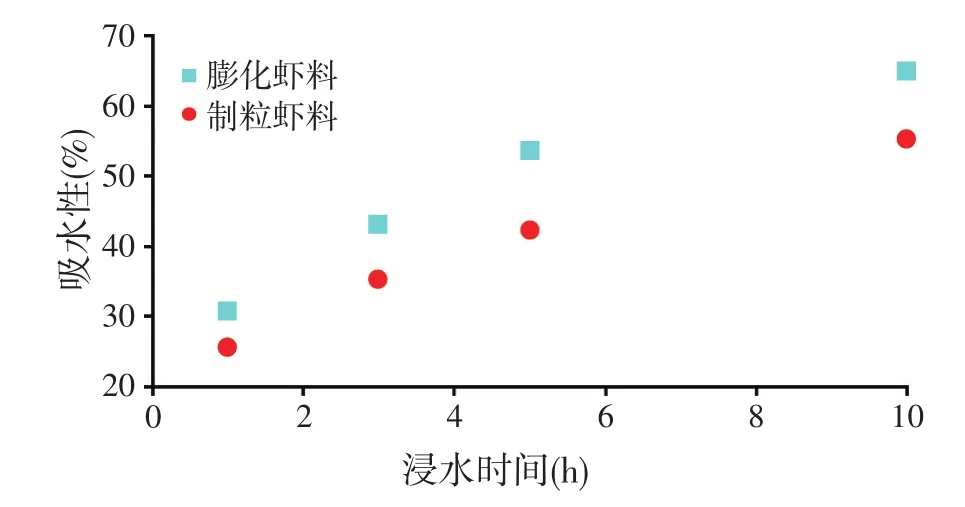
图2 膨化虾料和制粒虾料的吸水性对比
从其实验结果可以得出以下结论:①膨化虾料的水中稳定性要好于制粒虾料,这个结论也符合Ranjan进行的实验研究结论[3]。这是由于膨化的高温、高压环境,使得淀粉的糊化度较高,同时蛋白质也发生变性,而糊化的淀粉和变性蛋白在饲料中起到了粘结剂的作用,从而导致膨化颗粒料有较好的水中稳定性。②膨化虾料的吸水率要好于制粒虾料。这是由于膨化料有一定的膨胀度,而带来物料内部具有一定的组织化、纤维化结构,这就使得膨化料具有更好的吸水性能[4]。
2 调质器对于水产沉性料品质的影响效果
在以上的研究成果中,都表明了膨化沉性虾蟹料的水中稳定性以及吸水性好于传统的制粒沉性料。其中,调质效果对于影响膨化沉性料的上述特性起了关键作用。在使用膨化工艺生产沉性水产饲料的时候,调质是一个必不可少的环节。在现代水产饲料加工行业中,调质器已经成为一种标准配置。调质器的配置可以给水产饲料的生产带来很多优点,诸如:使原料在调质器内充分的搅拌均匀,提升淀粉的糊化度和使蛋白质进行变性,从而增加鱼类对饲料中淀粉和蛋白质的吸收率。提高膨化机产能,减少膨化机螺杆磨损,提高饲料的品质,杀菌等[5]。常见的水产调质器可分为:单轴高速调质器、双轴差速调质器(DDC)以及双轴等速调质器(DC)。在工业生产中,常常根据不同场合的应用,对这几类调质器进行组合使用。马亮等[6]对于不同类型的水产调质器的性能进行了比较,结合牧羊有限公司的实际生产结果,发现使用三轴组合式调质器(单轴+DDC)的调质效果更理想。高一桐等[7]在后续的研究以及结合牧羊有限公司的实际生产结果后发现,对于某些有特殊要求的水产饲料,例如甲鱼料等,要求其成品膨化料具有较高的淀粉糊化度和黏弹性,五轴组合调质器(单轴+DDC+DC)具有其他组合式调质器无法比拟的良好效果。牧羊有限公司通过使用五轴组合式调质器(单轴+DDC+DC),使调质时间可达240~360 s,并且通过对调质器内部的结构进行改进,增加了调质器的充满度,使得在调质过程中,物料更加充分地与水、蒸汽进行混合,淀粉糊化度更大程度的提高。牧羊有限公司在某工厂进行实地取样检测的结果如图3所示。

图3 五组样品糊化度的比较
该厂家使用的牧羊公司全套膨化生产线,其配套调质器为新型组合调质器,调质时间为240~360 s,测试产品为乌龟料。在调质膨化工段前后取5组样,并测试样品的糊化度进行比较。这5组样品分别为:调质前(样品1),调质20 s左右(样品2),调质170 s左右(样品3),调质278 s(样品4),膨化颗粒成品(样品5)。使用三层组合调质器,可以使物料的淀粉糊化度达到85%以上,成品的淀粉糊化度达到96%以上。新型五轴组合调质器对调质时间的延长,对于膨化沉性料的品质提高起到了决定性作用。
调质效果对于沉性水产饲料水中稳定性的研究也表明了在生产膨化沉性料的过程中,调质效果的关键作用。Eugenio Bortone等[8]对调质时间和机械能输入对膨化虾料水中稳定性带来的影响,进行了实验研究。分别对4组实验(PPC、PPO、LSME和MSME)进行了对比研究,实验结果如图4所示。
其中,PPC:制粒虾料+2.5 min前调质(90℃)+15 min后调质(90℃);
PPO:制粒虾料+2.5 min前调质(90℃),无后调质;
LSME:低剪切膨化虾料(机械能90 kJ/kg);
本文则在对企业战略管理、企业总体经营战略、企业生命周期等相关理论进行总体简单概述的基础上,结合河南省许昌市胖东来商贸集团由创业期转向企业成长期以及企业成长后期这两次经营战略调整的经验教训,提出了企业的首要发展目标是成为一个长寿企业,而非把企业做大做强,即企业首先要致力于成为一个500年的企业,而非成为世界500强。文章在此观点上,进一步提出了企业实现长期可持续发展的一些对策和建议。
MSME:较高剪切膨化虾料(机械能126 kJ/kg)。
从Eugenio Bortone的实验结果可以得出如下结论:低剪切工况下生产的虾料,具有最高的水中稳定性(低剪切LSME实验组水中稳定性最高,为89.7%)。而延长调质时间对于提高虾料的水中稳定性具有非常明显的效果(延长调质时间使得水中稳定性从67.5%提升至82.1%)。这与牧羊有限公司在实际生产过程中所得到的结果完全吻合。图5和图6为牧羊有限公司在进行膨化沉性螃蟹料水中稳定性实验的现场图片。在同样配方、同样工况情况下,图5为使用普通调质器(调质时间120 s)生产的沉性螃蟹料浸泡4 h后的情况;图6为使用牧羊有限公司的五轴组合调质器(调质时间为240 s)生产的螃蟹料浸泡4 h后的情况。
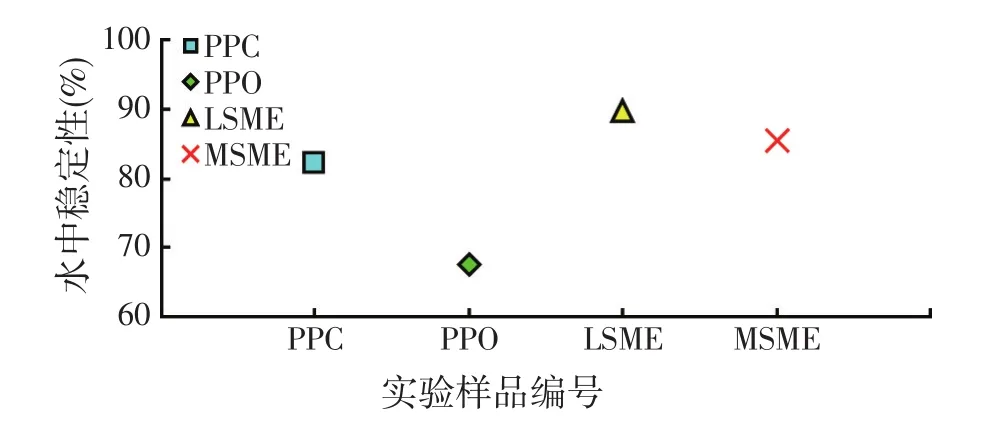
图4 调质时间和机械能对于虾料水中稳定性影响实验

图5 普通调质器生产螃蟹料浸泡4 h

图6 牧羊五轴组合调质器生产螃蟹料浸泡4 h
对比上述两个实验结果,可以明显地看出:使用普通调质器生产的螃蟹料在浸泡水4 h后,产生明显开裂;而使用五轴组合调质器生产的螃蟹料,浸水4 h后,表面并没有开裂、破损的情况,保持了很好的水中稳定性。
3 调质和剪切效果对于膨化水产料品质影响的一点思考
上述的研究结果以及牧羊有限公司的实践结果都表明了:在生产膨化沉性料的时候,增强调质效果能够带来比增加膨化机的剪切程度更好的饲料水中稳定性。如果从淀粉糊化的角度来思考该结论,或许能够得到一些合理的解释。
3.1 淀粉的糊化
淀粉糊化的本质,就是在外界热能的作用下,打开淀粉颗粒内部相互作用的氢键,使亲水基团(-OH)外露,并与水分子亲和,吸水膨胀并最终导致淀粉颗粒破裂溶于水中的过程[9]。所以水分、温度和作用时间在淀粉糊化的过程中起到了关键的作用。在胡友军等[10]的研究中表明,温度、水分和作用时间不同程度地影响淀粉糊化度,但是其中水分的作用最明显,见图7~图9,其结论表明:
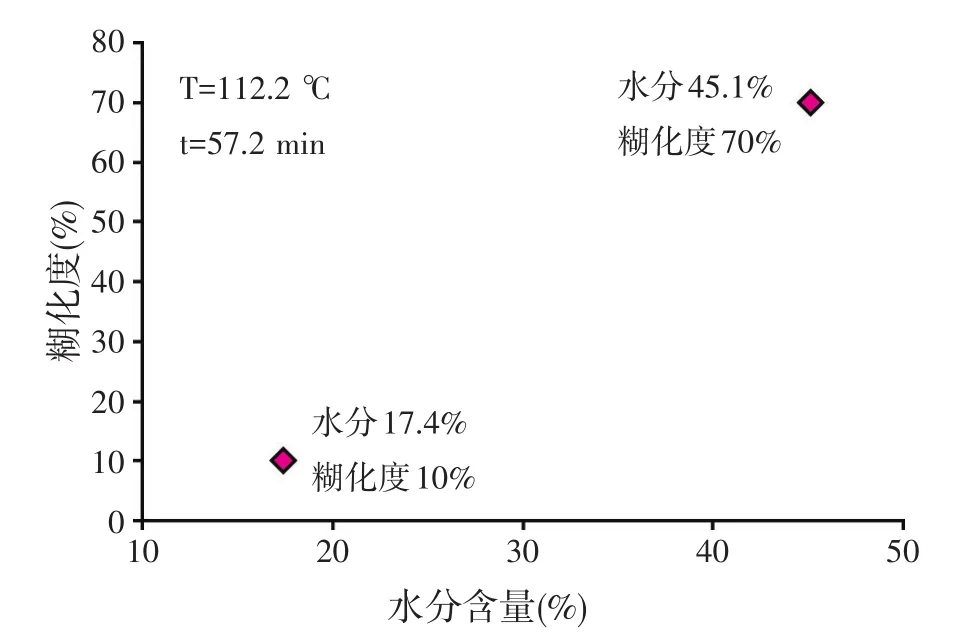
图7 水分对淀粉糊化度的影响
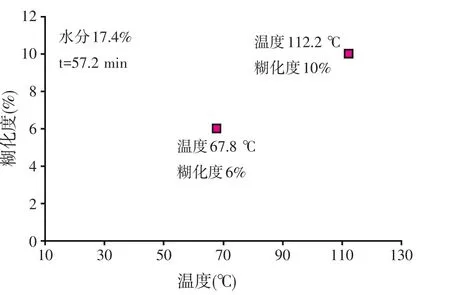
图8 温度对淀粉糊化度的影响

图9 时间对淀粉糊化度的影响
①同等温度和时间下,水分上升27.7%,糊化度提高60%;②同等水分和时间下,温度上升44.4℃,糊化度提高4%;③同等温度和水分下,时间增加44.4 min,糊化度提高2%。这表明在淀粉糊化的过程中,水分含量的升高对于提高其糊化度的作用最明显。
3.2 热能和机械能对膨化沉性料品质的影响
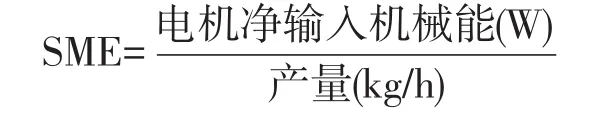
虽然增加水分含量能够最大程度地提升淀粉糊化度,但是在膨化加工工艺过程中,对于水分含量是有限制的,如果水分过高,则无法对其进行膨化加工。例如沉性膨化饲料的水分添加量大约在26%~32%,如果水分过高,则会出现膨化机螺杆打滑,导致生产出的饲料无法成型。基于此原因,膨化工艺过程中提升淀粉的糊化度只能从另外两个方面入手,既调质时间和温度。调质器的机械结构配置,可以实现对调质时间进行调整,从而使调质时间延长用以增加糊化度;温度的提高,主要通过输入热能和机械能两个方式实现。热能的输入主要是通过调质器中的蒸汽添加而实现对物料内输入热能;机械能的添加主要是通过调质器中桨叶对物料的打击以及膨化机中螺杆的剪切,从而实现对物料内输入机械能。其中螺杆的剪切对物料输入的机械能是最强的,物料在调质器中进行调质时,调质温度一般在95~100℃左右。在调质器中添加水和蒸汽,通过调质器中桨叶的搅拌,将物料、水和蒸汽进行均匀的混合。在这一过程中,热能输入到物料的淀粉颗粒中,对其进行糊化,其糊化度通常可以达到40%~50%[11],但是值得注意的是,在调质的过程中,绝大部分淀粉颗粒会膨胀,导致物料黏度上升,但是淀粉颗粒并不会被破坏;随后,物料在经过膨化机内部的高温、高压、高剪切环境后,其淀粉糊化度会达到顶峰,通常在85%~90%以上。这是由于膨化机内的螺杆剪切产生的大量机械能,使得大量淀粉颗粒被破坏,这时物料黏度开始降低,而淀粉会表现出一种类似假塑性体的特征,被称为生物聚合物(bio-polymer),因其有着类似塑料聚合物的流动特性;这时如果继续增加机械能的输入,则淀粉会变成更小的葡萄糖单元,被称为“糊精”[12-13],见图10。
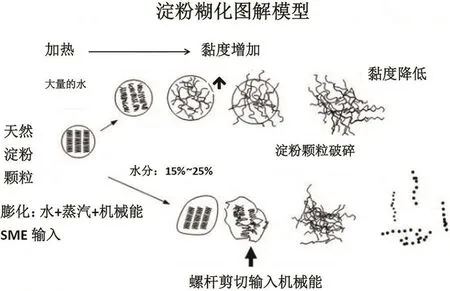
图10 淀粉糊化简图模型
其实验结果表明,当SME增加,膨胀的淀粉颗粒数量以及糊化度会相应增加,在SME小于350~400 kJ/kg时,淀粉颗粒处于未破坏的状态。这时饲料的WAI(吸水指数)和WSI(溶水指数)也处于上升状态;当SME持续增加至500~550 kJ/kg到700 kJ/kg时,淀粉颗粒处于完全被破坏的状态,并且淀粉糊化度也达到最高。这时的WAI(吸水指数)开始下降,而饲料WSI(溶水指数)持续上升。而当SME处于区域中间时,既未破坏和破坏的淀粉颗粒共存时,饲料的WAI处于最高。其中饲料WAI(吸水指数)就是饲料水中稳定性的表征指标,WAI的降低则意味着饲料水中稳定性变差,见图11。

图11 SME与WAI(吸水指数)、WSI(溶水指数)的关系
Kim等[15]的研究也得出同样的结论:当机械能输入达到最大值后(该值跟淀粉颗粒被破坏的程度相关),WAI开始下降并且淀粉发生糊精化现象。Smith和Kim等的研究结论跟上述对于膨化过程中由于机械能的输入导致淀粉糊化的过程相吻合,同时也符合牧羊有限公司在实际生产过程中的结果。并且其他膨化产品的生产加工过程也证明了上述结论的正确性。例如使用膨化工艺过程生产的早餐谷物麦片,采用的就是低水分、高温和高剪切的加工条件,这就使得早餐谷物麦片水稳性很差,泡在牛奶或水中很快就会开裂,便于食用;而意大利面条的膨化加工过程,则采取长时间调质、低剪切的加工条件。这就导致意大利面的水中稳定性很好,在食用过程中用水煮,面条也不会断裂[16]。
综上所述,在生产膨化沉性料的时候,采取很强的螺杆剪切配置,随后通过在泄压腔处进行泄压的方式,对于饲料的水中稳定性通常会起到负面作用。应该采取在调质阶段最大化物料的淀粉糊化度,而在膨化腔内采取比较弱的螺杆剪切配置,既较低的机械能输入,来保证沉性料的熟化度、水中稳定性以及下沉率。牧羊有限公司结合了实验研发结论以及实践生产经验后,对于现有的五轴高效组合调质器进行了进一步的改进和升级。新一代的RHP3600型高剪切调质器,能够使得调质时间达到240~360 s,并且通过创新的结构改进技术,使其具有比以往调质器更高的剪切能力。这样就能够更好地保证物料在调质器中的淀粉糊化度。尤其是当生产膨化沉性料时,RHP3600高剪切型调质器能够保证更高的淀粉糊化度,从而保证成品饲料具有更好的水中稳定性以及下沉率。
4 结论
本文就调质效果对于生产膨化沉性料的产品品质影响方面,进行了一些讨论和分析。总结了前期成熟的研究成果,同时总结了传统制粒沉性料和膨化沉性料的对比,以及影响沉性料水中稳定性的一些因素,得出以下几点结论:
①膨化沉性料比制粒沉性料的水中稳定性以及饲料的吸水透心性更好;
②水分对于淀粉糊化度的影响程度最大,其次是温度和时间。但是介于膨化工艺过程对于水分含量的限制要求,应从时间和温度两个方面对淀粉糊化度进行提高。采取延长调质时间,适当降低膨化机螺杆剪切的方法,能够有效提升膨化沉性料的水中稳定性;
③在膨化机中由于螺杆剪切带来的大量机械能输入,导致淀粉糊化度会达到最高。但是淀粉糊化度和产品水中稳定性并不一定完全呈线性关系。产品水中稳定性会随着机械能输入的增加而增加,但是当机械能输入达到某一特定区间后,产品的水中稳定性则会出现下降;
④牧羊有限公司结合前期研究成果和实践生产结果后,对现有的五轴组合调质器进行了升级和改进,RHP3600型高剪切调质器,保证了调质器中物料的淀粉糊化度,从而进一步提高了膨化料的产品品质。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
快乐作文(1.2年级)(2021年8期)2021-09-04
能源工程(2021年1期)2021-04-13
疯狂英语·新阅版(2021年1期)2021-03-03
山东冶金(2019年3期)2019-07-10
油气田环境保护(2015年4期)2015-12-28
新高考·高一物理(2015年5期)2015-08-18
