
煤化工过程废碱液与气化废渣的产生及处理技术探讨
2019-02-12 12:35吴月芳
环境与发展 2019年11期
摘要:实现煤化工可持续健康发展的重要因素就是高效处理其过程中产生的废物,本文对煤化工过程中产生的气化废渣处理形式及其主要组分进行了介绍,详细分析了甲醇制烯烃工艺流程中废黄油与废碱液的产生机理,并对湿式空气氧化法、焚烧法这两种处理废碱液的方法进行了阐述。因为黄油大量存在于废碱液中,所以减少废黄油的产生量,不仅能够减轻其处理量,也在一定程度上使废碱液的处理难度得到缓解。
关键词:废碱液;气化废渣;废黄油;煤化工;处理技术
中图分类号:X784 文献标识码:A 文章编号:2095-672X(2019)11-00-02
Abstract: The important factor to realize the sustainable and healthy development of coal chemical industry is the efficient treatment of the waste generated in its process, This paper introduces the treatment forms and main components of gasification waste residue produced in coal chemical process.the mechanism of producing waste butter and waste alkali liquor in the process of producing olefin from methanol is analyzed detailedly, and the two methods of treating waste alkali liquor, namely wet air oxidation and incineration, are expounded.Because butter exists in a large amount of waste lye, reducing the production of waste butter can not only reduce its processing capacity, but also alleviate the difficulty of treating waste lye to some extent.
Key words: Waste alkali liquor; Gasification waste residue; Waste of butter; Coal chemical industry; Processing technology
煤制油、煤制烯烴及煤制天然气等新煤化工产业是我国能源结构优化与调整的重要一环。伴随我国环境保护的紧迫性日益增强,环境保护问题已经成为约束煤化工产业进一步发展的主要原因之一。所以,煤化工项目是否能可持续发展,重点在于是否能有效处理煤化工过程产生的废物。以甲醇制烯烃中产生的废黄油与废碱液、煤化工生产过程中产生的气化废渣为代表的化工废物处理均为容易引起人们关注的环境问题。因此,分析上述典型煤化工废物的产生及处理方案,探讨出可供借鉴的可行性方案对煤化工企业的发展具有重要意义。
1 气化废渣
1.1 气化废渣主要组分
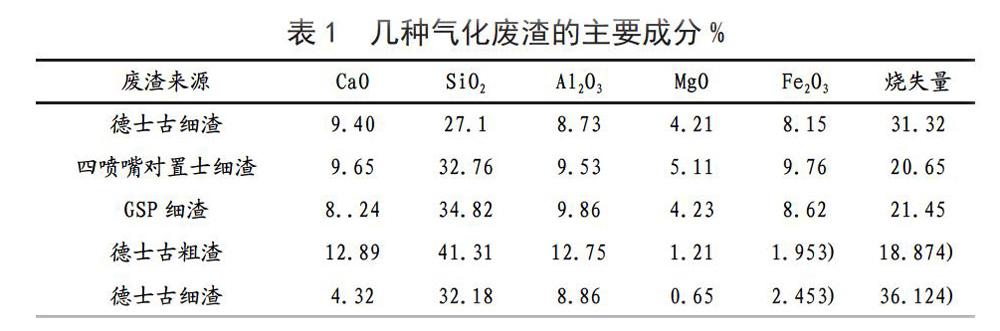
新型煤化工产业的基础及产业链的龙头是煤气化技术,该技术是将煤在高温下气化备制出合成气,大量废渣会(如炉渣、飞灰与细渣等)会在煤气化过程中产生。原煤气化废渣的成分主要是CaO、Al2O3、SiO2与残余炭等,其成分主要是由原煤成分、气化工艺和灰分含量等因素决定的,表1是不同种类气化炉在煤气化过程中产生的废渣的主要组分。
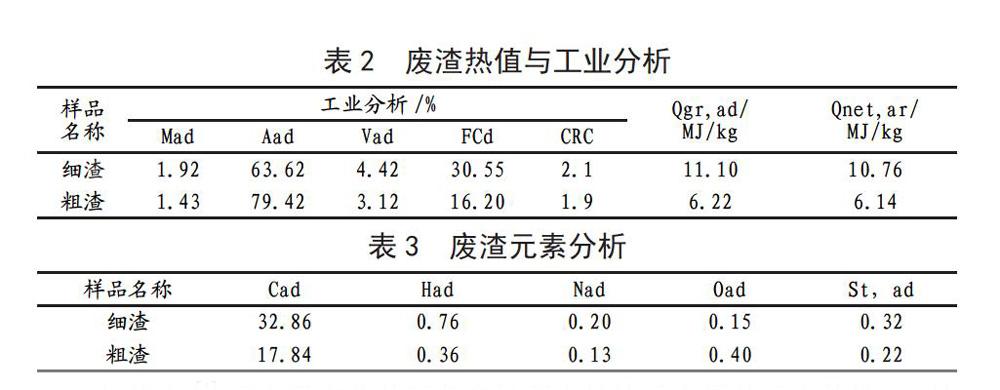
以某气化炉为研究对象,表2和表3是其细渣及粗渣的热值、元素、工业分析结果。由表1与分析结果可知,煤气化所产生的细渣及粗渣成分里具有一定量的残炭,会发热,粗渣含碳量低于细渣含碳量。高旭霞等[3]认为之所以粗渣含碳量低于细渣含碳量,是因为粗渣停留在气化炉中的时间比细渣的停留时间要长;粗渣含碳量随粒径的增大而变小,细渣含碳量随粒径增大而变大。
何绪文[4]研究了东北某厂鲁奇炉所产炉渣重金属的浸出特性, 结果表明:此炉渣是第 I 类固体工业废物,分析其炉渣里的重金属化学状态对环境的潜在危害性,从高到低依次是Cd和 Cr 、Cu ,危害性较小的是Zn、Pb、Ni、As 。
1.2 气化废渣处理方法
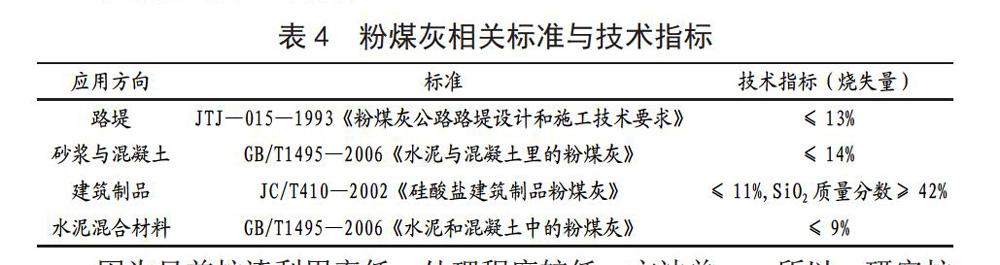
可以依据粉煤灰的利用方法[5]来处理废渣。粉煤灰常用在建筑材料,需要符合相关的标准规定。表4是其应用的相关标准与具体参数指标的要求。因为废渣的烧失量一般不满足要求,所以可将废渣混入锅炉里燃烧。不仅可以节约燃料煤,而且能降低灰渣烧失量,燃烧后形成的低炭灰,可用在建材原料中。另外,也有相关报道中把炉渣用于备制隔热墙体材料与陶瓷等材料 [6-7]。
因为目前炉渣利用率低,处理程度较低,方法单一,所以,研究炉渣多元化利用非常有价值。分析炉渣 X射线衍射,结果显示:其具有较高不定形物质与玻璃相,显微镜下气化炉渣表现为多孔的物理结构,残余炭是海绵状多孔形状[8]。综合上述特征,普煜等[8]做了对气化废水采取鲁奇炉渣进行处理的研究工作。结果显示:气化废水的酚类物质去除率高达 72.4%,COD 去除率达到 42.8%,这是因为炉渣具有类似活性炭的性能。刘转年等[9]研究炉渣苯酚吸附性能在改性处理下的效果,结果显示:从一定程度上说,酸、碱改性可以提升炉渣对苯酚的吸附效果,而且碱改性效果较酸改性效果变现更为优异。
1.3 无害化处理与再利用
煤化工过程中所产生的气化废渣形成过程较为复杂,内部有害物质较多,现代工业生产中针对气化废渣的处理方法主要目的在于通过过滤、萃取等技术手段,实现对有害成分的剥离,从而达到无害化标准。结合废渣特性和国家标准可知,虽然在炉渣多元利用方面,粉煤灰处理方式的无害化处理效果和再利用能力不尽理想,但仍然是目前国内化工行业当中普遍采用的技术方式。
有学者指出,我国目前所采用展的粉煤灰处理方法,仅仅是气化废渣处理工艺的初级阶段,在技术研发和创新背景下,还应当更加深入地进行废渣处理、再利用技术的探讨。例如,可运用生物技术,对气化废渣当中存在的剩余部分进行多次、深度处理。借助于生物技术中的流化床或者生物制剂,可以实现对于废渣内部有害物质的降解。在今后的技术创新当中,将会形成更为先进的技术手段,实现有害物质的彻底降解,从源头防控二次污染的发生。也有学者另辟蹊径,希望能够从二次利用视角,对气化废渣的处理过程进行调整,将最终的处理目的放置在更加长远的再利用之上,而不仅仅停留在无害化处理阶段。相比于单纯的无害化处理,二次利用的废渣处理方式具有三个方面的现实价值。首先是整体生产成本降低、生产效率提升。废渣通过再利用方式,能够在保障控制废渣污染的前提下,为后续的化工生产或其他行业生产提供原料,变废为宝。其次,在环境改善方面,基于再利用的气化废渣处理技术,可以凭借技术手段实现资源化管理,从而改变污染性和毒性,避免废物堆置问题过于严重。最后,在能源消耗水平方面,气化废渣的处理和再利用也表现出更为优秀的控制能耗特点。有研究表明,煤化工生产中开展废料应用,能够降低能量消耗超过60%,极大程度节约现有的化石能源。就目前发展来看,煤化工的气化废渣处理再利用可以遵循流化床处理原则,利用改变原有气化废渣的微观结构,使其内部的金属以及非金属化合物能够在技术处理环节当中提炼出来,具有广阔的发展前景。
2 废黄油与废碱液
2.1 废黄油与废碱液生成流程
少量酸性气体是甲醇制烯烃工艺中产生的成分,烯烃回收时,用碱洗塔除掉CO2、H2S等气体。碱洗塔有三种分类,分别是弱、中、强碱段,碱洗过程会有大量废碱液生成,成分主要是碳酸钠、氢氧化钠等无机盐。碱洗时生成的黄油会对碱洗塔的运行造成一定影响,例如碱洗效率低、碱液消耗过大、排放量较大、较难处理废碱液等问题[10]。
如下两个方面是工艺气中产生黄油的机理:一是酮或醛在碱作用下,产生羟醛缩合反应,产生不饱和的酮或醛,进而聚合成黄油[11];二是因痕量氧的影响,碱液里溶解的不饱和烯烃或双烯会产生自由基进而发生偶联反应。王锐等[12]研究甲醇制烯烃时,发现所产废黄油的组分,成分较为复杂,在近40种成分里,酮醛类化合物大约为 37.25%,芳香类化合物大约为51.16%。黄油中酮醛类化合物以第1种反应产生[11-12],芳香类化合物来源于产出的多甲基苯化合物[13]。
2.2 废黄油与废碱液的处理
运行碱洗塔时,需要采取相应防止生成废黄油的办法。不仅能够降低处理废碱液的难度,还可以使废黄油处理量得到降低。可行性的降低废黄油有如下方案:减少塔内酮醛化合物的量,把碱洗塔的水洗效果提升上来;加黄油抑制剂[14];严控氧气含量。
石油化工领域积累的处理废碱液的方法[15],虽然性质不尽相同,但对此工艺废碱液的处理具有借鉴意义。处理废碱液时,需要将废黄油考虑在内,以下是两种可行性的方案。
2.2.1湿空气氧化
湿氧化是在压强为(0.4~18 MPa)、温度为(140~360 ℃)的环境下,以氧气做氧化剂, 把废水里的有机污染物降解成小分子有机物、无机物等,来达到提高废水生化性与降低COD 的技术。采取该项技术方案,对石油化工领域的废碱液处理有一定的价值[16]。其缺点是投资大、对设备要求高、能耗大等;但优点明显,就是无二次污染,并且效率高。李久萌等[17]研究了采取湿式氧化法处理废碱液里硫化物的技术。在湿式氧化理论上发展的催化湿式氧化技术,用来处理高浓度有机废水。其原理是经催化剂作用,在一定压力与温度下,通过空气的氧化作用,将其中的有机物分解成水与二氧化碳等物质。该技术投资较低,反应条件较温和。孙珮石等[18]研究了采用该项技术对炼油碱渣废水进行处理,结果显示:当废碱液COD在38500 ~141300 mg/L时,在8MPa、260℃环境下,其挥发酚、COD去除率高达98.5%,脱色除臭效果也较好。通过该项技术对相关物质处理后,后续采用生化处理技术,可将废水里的COD进一步处理掉。同时可以采取蒸发结晶法,对废水进行结晶和浓缩,从而回收利用废碱液中有价值物质。
2.2.2 焚烧法
焚烧法是废物处理中常用的手段,可实现废物减量化、无害化。焚烧、进料、尾气处理系统构成了焚烧设备的三大系统。烟气停留不小于 2s的时间,焚烧温度大于1200 ℃ ,是处理甲醇制烯烃废碱液的外部环境。焚烧法处理废碱液时,因其含水量高,需要补充的燃料,通过废热锅炉对产生的水蒸气、烟气等回收热量,实现了能量在回收利用。焚烧法虽然处理得比较彻底,但实际运行时,碱液里的黄油会堵塞喷头与管道,造成其腐蚀比较严重,影响焚烧炉的连续工作。
2.3 废碱液工业处理技术的应用实践
伴随煤化工生产标准要求的提高,常规处理技术在针对废碱液进行去除处理时,存在的去除率不足、二次污染以及难以长期稳定高效率运行等现实问题也暴露出来。现代工业生产在技术研发当中为了能够提高处理效果和去除效率,针对常规处理技术进行了新型工艺研发。本文所在单位以湿法处理技术为技术基础,搭建了废碱液氧化处理机组,该机组借助反应器、冷却塔,对废碱液进行加工处理,完成无污染排放。该机组共由多个处理环节共同构成。其中废碱液在产生之后,会优先进入到处理储罐当中,储罐通过进料泵将其导入到中央反应器内部;中央反映器通过缓冲罐与空气压缩机相互連接,引导空气进入后,对废碱液进行处理。处理完成后,部分过热蒸汽会从排气口排除,而剩余废碱液则进入到循环冷却塔当中,利用换热器和循环泵进行循环冷却和氧化处理,氧化过程中产生尾气由冷却塔排出,经过氧化处理的废碱液在满足排放标准后进行排放。在整个氧化反应过程当中,最为关键的环节在于反应器的选择和应用。该机组为了能够保障氧化反应效果,最终选定了全混式反应器设备。该设备可以通过内循环方式,在套筒当中进行鼓泡流循环,完成湿式氧化。由于煤化工所产生废碱液内部的主要成分为Na2S以及Na2SO4,因此经历氧化反应器处理,最终硫化物的去除率可以达到99%以上,相比常规处理方式,处理效果显著。不过,受限于具体煤化工生产条件和生产原料特征,工业废碱液的成分更为复杂,在进行废碱液处理时,该氧化反应装置应当针对不同的废碱液类型加装预处理、后处理环节,搭建完成工艺链,满足不同成分特征的废碱液处理需求。
3 结论
煤化工项目虽然社会与经济效益较大,但废物的产出却是无法避免的。从工艺上对废物的产生机制进行研究,把握产生情况,树立正确的认识,才能合理分析出废物的主要成分。有效处理煤化工领域的废物,对煤化工行业的持久健康发展具有重要意义。
参考文献
[1] 杨帅,石立军.煤气化细渣组分分析及其综合利用探讨[J].煤化工,2013,41(4):29-31.
[2] 尹洪峰,汤云,任耘,等.Texaco 气化炉炉渣基本特性与应用研究[J].煤炭转化,2009,32(4):30-33.
[3] 高旭霞,郭晓镭,龚欣.气流床气化渣的特征[J].华东理工大学学报(自然科学版),2009,35(5):677-683.
[4] 何绪文,崔炜,王春荣,等.气化炉渣的重金属浸出特性及化学形态分析[J].化工环保,2014,34(5):499-502.
[5] 王福元,吴正严.粉煤灰利用手册[M].第2 版.北京:中国电力出版社,2004.
[6] 冯银平,尹洪峰,袁蝴蝶,等.利用气化炉渣制备轻质隔热墙体材料的研究[J].硅酸盐通报,2014,33(3):497-501.
[7] 尹洪峰,汤云,任耘,等. 气化炉渣合成Ca-α-Sialon-SiC 复相陶瓷[J].硅酸盐学报,2011,39(2):233-238.
[8] 普煜,马永成,陈樑,等.鲁奇炉渣在废水净化中的应用研究[J].工业水处理,2007,27(5):59-62.
[9] 刘转年,全海山,舒瑞,等.煤气发生炉炉渣改性和吸附性能[J].环境工程学报,2013,7(3):1139-1144.
[10] 關清海.MTO 装置碱洗塔堵塞原因分析及应对措施[J].石油石化节能与减排,2015,5(3):32-36.
[11] 王承刚,郝东波.乙烯碱洗塔黄油生成原因及控制方法[J].河南化工,2003(9):28-29.
[12] 王锐,唐玉霞,贺秀成.MTO 碱水洗塔废碱中黄油成分研究[J].中国科技博览,2014(13):314-316.
[13] 曾占军. 大庆石化乙烯装置碱洗塔黄油生成原因分析及对策[J].河南化工,2012,29(3):29-30.
[14] 张玉宽,刘英,杨咏.碱洗塔黄油生成机理及控制方法[J].炼油与化工,2014,25(5):27-29.
[15] 李冬梅,冷冰.炼化行业废碱液处理方案优化分析[J].环境保护与循环经济,2011,31(4):51-53.
[16] 谢玉文,钟理,任伟.石油化工废碱液处理技术进展[J].现代化工,2009,29(6):28-31.
[17] 李久萌,乐清华,徐菊美,等.湿式催化氧化处理乙烯废碱液[J].化工进展,2011,30(s1):898-901.
[18] 孙珮石,杨英,陈嵩,等.湿式催化氧化处理炼油碱渣废水试验研究[J].水处理技术,2005,31(1):46-49.
收稿日期:2019-10-09
作者简介:吴月芳(1978-),女,工程师,研究方向为环保。
猜你喜欢
科技研究·理论版(2022年9期)2022-07-13
现代职业教育·中职中专(2018年8期)2018-05-14
科技创新导报(2017年2期)2017-04-12
价值工程(2016年36期)2017-01-11
东方教育(2016年4期)2016-12-14
祖国(2016年20期)2016-12-12
中小企业管理与科技·上旬刊(2016年10期)2016-11-15
数字技术与应用(2016年9期)2016-11-09
能源(2015年12期)2016-01-18
