
华中818C系统机床立卧双输出铣头的控制实现和应用∗∗
2019-03-06 07:12李军舰任德勇
制造技术与机床 2019年2期
王 恒 尹 乐 李军舰 任德勇
(①汉川数控机床股份公司技术中心,陕西汉中723000;②武汉华中数控股份有限公司,湖北武汉430223)
机床作为机械制造行业的基础支柱性工具,尤其是数控机床,随着当今世界自动化技术的发展,提高劳动生产率,降低生产成本,提高自动化水平已经成为机床制造发展的趋势。在目前这种大背景下,我国数控机床在性能方面,功能方面,自动化水平方面都得到了飞速的发展。数控系统作为数控机床的核心,我国国产数控系统,比如华中数控,近些年来在性能,功能,稳定性等方面都有了质的发展。笔者公司申报了国家国产数控机床科技专项项目,该项目机床部件完全国产化,采用华中818C数控系统。本文立足于该专项,介绍了数控五面体加工龙门机床上立卧双输出铣头的控制实现和应用。
1 机床立卧双输出铣头结构及工作原理
立卧双输出铣头结构如图1所示,铣头包含卧式主轴,立式主轴和铣头旋转C轴三部分。卧式主轴用于工件的侧面加工,立式主轴用于工件的顶面加工,铣头旋转C轴用于机床加工不同的工件侧面并且采用分度结构。

立卧双输出铣头在需要加工不同的侧面时,铣头松夹装置先将铣头完全松开,待铣头松开到位后,C轴定位旋转卧式主轴到工件需要加工的侧面,而后松夹装置工作并锁紧铣头,待铣头锁紧到位后,卧式主轴就可以加工相应的工件侧面。通常,C轴的旋转是由主轴电动机来完成的,数控系统需要将主轴切换为轴位置控制方式。
综合双输出铣头的工作原理和数控机床的操作,立卧双输出铣头的控制包括加工平面确定,卧铣头定位及回零,铣头的松开夹紧等。由于卧铣头的加工平面确定、定位及回零不是单一的机床动作,要实现铣头的控制需借助于华中818C数控系统的G代码宏程序功能,不同的机床动作编制不同的G代码宏程序。
2 双输出铣头的机床标定
由于双输出铣头受制造精度和工艺的影响,存在一定的误差和差异,使用时需要测量标定立铣头长度,
卧铣头长度,主轴轴线在X和Y向上的偏置。
2.1 立卧铣头长度测量标定
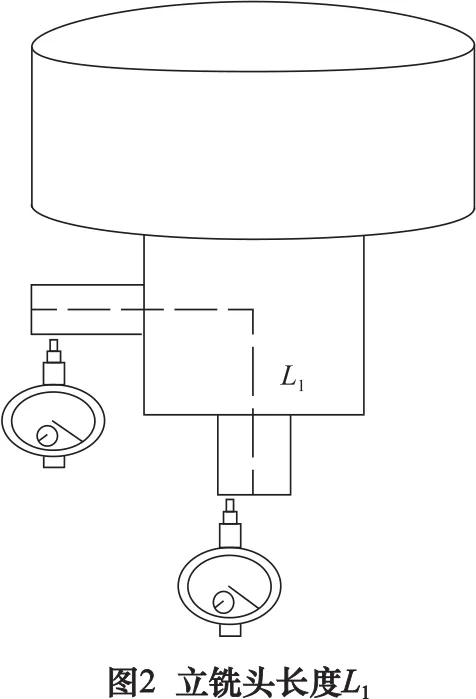
立铣头长度测量标定如图2所示。操作步骤如下:
(1)将百分表打到立铣头主轴端部,记入此时Z值,为Z1。
(2)将百分表打到卧铣头主轴头最低点,记入此时Z值,为Z2。
(3)用游标卡尺测量卧铣头的直径,记为d。那么主轴头的长度L1计算公式为:L1=Z1-(Z2-d/2)
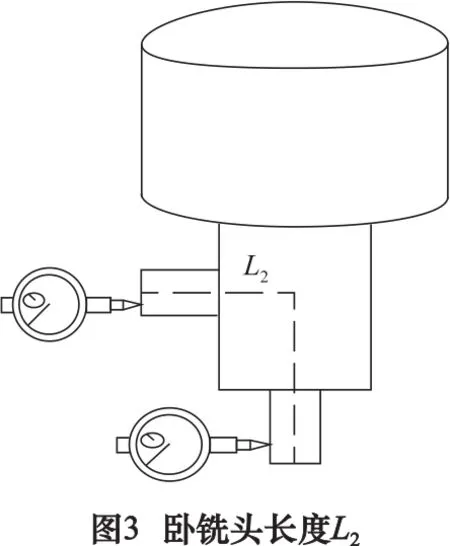
卧铣头长度测量标定如图3所示。操作步骤如下:
(1)将百分表打到卧铣头主轴头端部,记入此时Y值,为Y1。
(2)将百分表打到立铣头主轴头左边侧面,记入此时Y值,为Y2。
(3)用游标卡尺测量立铣头的直径,记为d。那么主轴头的长度L2计算公式如下:

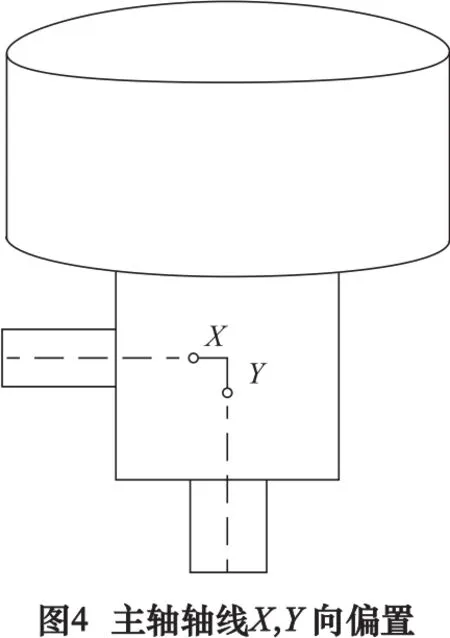
2.2 主轴轴线X和Y向偏置
主轴轴线X向偏置测量标定如图4所示。操作步骤如下:
(1)将对刀仪装在立铣头上,找到工件X方向的中心,记为X1。
(2)将对刀仪装在卧铣头上,找到工件X方向的中心,记为X2。
(3)主轴轴线X偏置距离为:X=X1-X2。
主轴轴线Y向偏置测量标定如图4所示。操作步骤如下:
(1)将对刀仪装在立铣头上,找到工件Y方向的中心,记为Y1。
(2)将对刀仪装在卧铣头上,找到工件Y方向的中心,记为Y2。
(3)主轴轴线Y偏置距离为:Y=Y1-Y2。
3 加工平面的确定
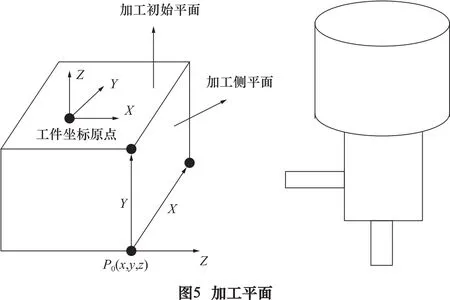
五面体工件在加工时,只需要定义一个编程原点,系统就要根据当前卧头的位置,自动建立相应的工件坐标系。人面朝加工侧面,右边为X轴正向,上边为Y轴正向,外边为Z轴正向。如图5。
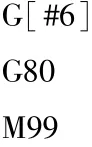
定义加工平面确定代码G1001和平面取消代码G1002。G代码宏程序如下:
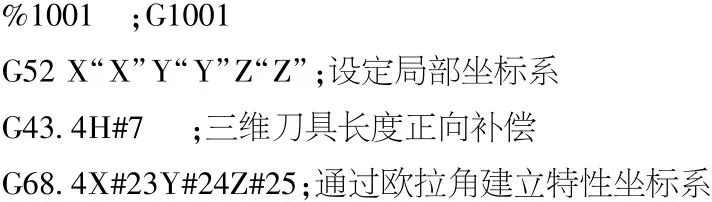

通过调用G1002指令来取消当前加工坐标平面,坐标系恢复为标准的笛卡尔坐标系。
4 卧铣头分度轴回零
卧铣头分度轴回零操作定义G1008指令代码,当卧铣头功能出现异常问题时,调用G1008固定循环来进行分度轴回零操作,从而保证机床能够正常使用五面体功能进行加工。设计G1008宏代码程序如下:

5 卧铣头分度轴定位
卧铣头分度轴定位操作定义G1009指令代码,通过G1009调用固定循环方式实现铣头定位。格式如下:G1009 O_。其中:O_表示卧铣头定位角度
在使用铣头旋转时,需要设定此时铣头的方向。诊断->宏变量->用户宏,如图6。

#54001表示当前的侧铣头角度,#54002表示当前的侧铣头角度。
G1009宏代码程序如下:


6 卧铣头松开夹紧PLC控制
梯形图见图7。
7 双输出铣头应用
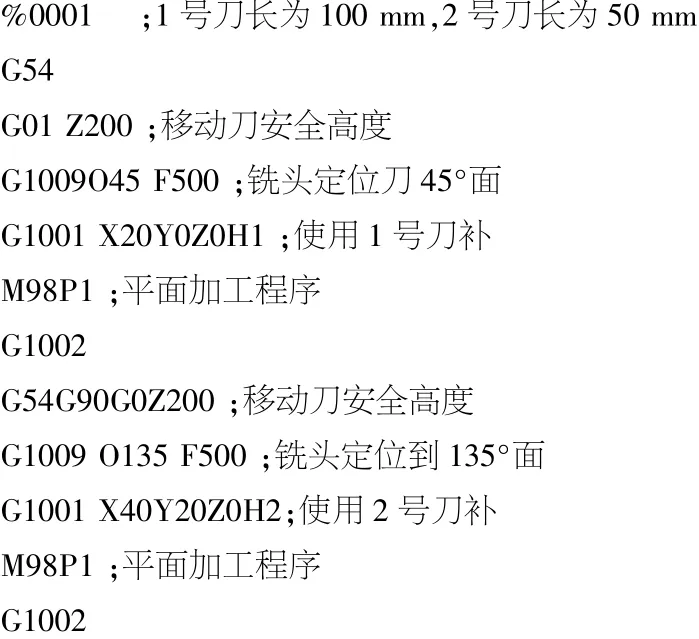
7.1 卧铣头定位及对刀示例
宏代码程序如下:


7.2 卧铣头攻丝示例
宏代码程序如下:

8 结语
本文基于华中818C数控系统,介绍了五面体加工机床上广泛使用的立卧双输出铣头的控制实现及操作应用,通过在龙门机床上具体的操作使用,能够很好地完成五面体工件的加工。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
中国信息化(2022年5期)2022-06-13
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
电子制作(2017年13期)2017-12-15
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
