
一种复合焊接接头超声波检测对比试块
2019-04-22 08:45韩博潘云龙郭建斌
安徽建筑 2019年3期
韩博,潘云龙,郭建斌
(中铁九桥工程有限公司,江西 九江 332000;江苏法尔胜材料分析测试有限公司,江苏 无锡 214400)
不锈钢复合钢板是一种新型桥梁钢结构用钢板,通常是在基体碳钢板上复合一层较薄的不锈钢板,它既保持了碳钢板原有的较高的强度、塑性、韧性以及较好的焊接性、抗疲劳性能,又兼备了不锈钢板良好的耐蚀性。解决了铁路桥面钢板的长效防腐问题,提高了桥梁的使用寿命,减少了桥梁的维护成本。因此近年来不锈钢复合钢板开始逐渐应用于铁路桥面钢板的制造中[1]。
超声波在复合钢板内传播时,由于不锈钢晶粒粗大和弹性各向异性,导致超声波传播规律复杂,致使声束弯曲畸变,造成缺陷定位不准,影响缺陷的检测和评定。本文将介绍一种复合焊接接头超声波检测对比试块,帮助校准超声波仪器,使超声波能够准确检测焊缝质量。
1 复合钢板材质
目前国内桥梁行业采用的复合钢板均由基体层和复合层构成,基材主要作用是承受载荷,其材质为桥梁用钢,符合GB/T714桥梁用结构钢的要求[2]。复材主要作用是耐腐蚀、耐磨、抗磁。复材选用的不锈钢板,对不计入强度计算的奥氏体型不锈钢复材,符合GB/T24511以外的国家标准中的钢材,该复材钢号的技术要求(如磷、硫含量,强度指标等)允许低于GB/T24511相应钢号的规定。
2 复合接头焊接工艺
不锈钢复合钢板的焊接分为:基层的焊接、过渡层的焊接和复层的焊接,而且各层焊接采用的焊材也不相同。因此,不锈钢复合钢板的焊接工艺较为复杂。焊接时,先用药芯焊丝气体保护焊打底,基层的填充可以选择埋弧自动焊,提高工效和焊接质量,基层焊接完成后,再焊过渡层,最后焊复层(见图1)。表1即为一种该类型焊缝焊接的工艺参数。
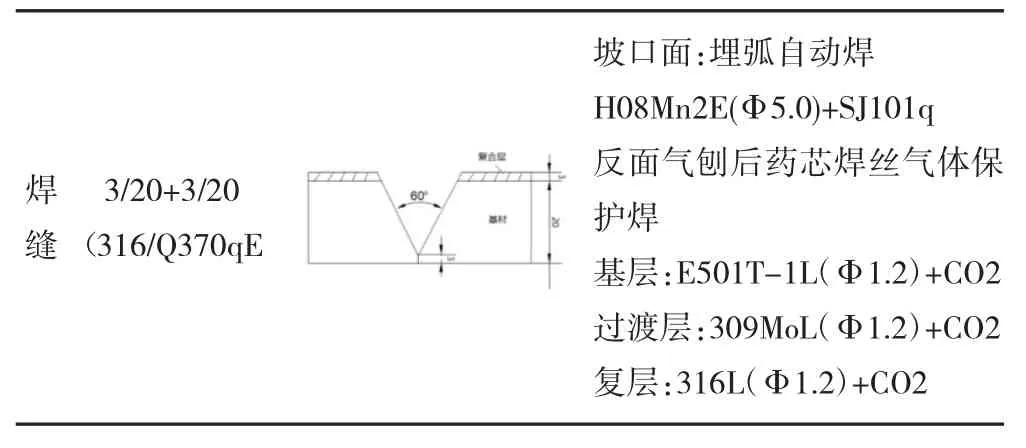
试块焊接工艺 表1

图1 复合焊接接头断面宏观腐蚀图
3 不锈钢复合钢板的焊接缺陷特点及超声波检测难点
3.1 缺陷分析
不锈钢复合钢板在焊接过程中,过渡层附近很容易产生未熔合和夹渣等缺陷[3]。当焊接过渡层位置时,焊条角度不当,稳弧的时间又过短,镍基填充金属在液态状态下粘度变大,引起坡口金属的熔合状态不好,那么填充的金属无法与母材熔合,形成了坡口边缘未熔合。同样由于上述原因焊接造成的熔渣不易浮出,这些熔渣待过渡层金属凝固后成为夹渣。
3.2 超声波检测难点
在不锈钢复合层面探伤(见图2)声束穿透不锈钢复合层钢板,声束将发生频散、衰减、波束偏移等现象,导致缺陷定位不准,容易误判和漏检。
在碳钢基层面探伤(见图3),声束穿透碳钢基层再穿透镍基过渡层到达不锈钢复合层,在碳钢基层面探伤效果大大好于在不锈钢复合层面探伤。

图2 在碳钢基层面探伤示意图

图3 在不锈钢复合层面探伤示意图
但是在建造现场,由于工位限制,无损检测人员往往很难悬空攀爬至结构背面进行仰脸探伤。所以从碳钢基层面探伤是不可行的。
因此探测面的选择只能从不锈钢复合层面进行。如果从不锈钢复合层面探伤,首先就要解决超声波穿过异质界面时主声束弯曲偏移对缺陷的定位不准确,另外就是确定检测灵敏度。于是设计了一种复合板焊接接头超声波检测对比试块,在对比试块上制作标准规定的人工反射体,利用对比试块上的人工反射体,校准超声波仪器使超声波能够准确定位,其次就是确定无损检测时声束是否能够覆盖检测区域,另外就是确定检测灵敏度,保证焊缝检测质量。
4 对比试块的设计
4.1 设计思路
如果设计一种对比试块在不锈钢复合层面进行检测,不仅可以减轻劳动强度(背面基层检测需要搭脚手架,大量的打磨工作和大量的不稳定的仰脸检测),还可以提高功效,最重要的是设计可以在不锈钢复合面进行检测的对比试块,可以校正定位精度,保证检测质量。
4.2 对比试块
为了保证检测结果的准确性、可重复性和可比性,根据不锈钢复合板焊接接头的实际形状设计制作对比试块。对比试块可用于检测方法的研究,评价和验证仪器探头系统的检测能力和确定可靠的检测工艺。对比试块的制作要求与产品材质相同、焊接工艺相同和接头结构相同。
由于对比试块是模拟实际产品接头设计制作的,因此通过对对比试块的检测研究分析,则可以确定有效的检测工艺参数。
4.3 人工反射体孔径
①依据GBT 29712-2013《焊缝无损检测超声检测验收等级》,《铁路钢桥制造规范》Q/CR 9211-2015及JTG T F50-2011《公路桥涵施工技术规范》等国内主要钢桥焊缝验收质量规范对缺陷验收的定义,对接焊缝均采用Φ3 mm横通孔。故该对比试块人工反射体采用Φ3mm横通孔。
②人工反射体位置的设置
针对复合板焊接接头缺陷易出现位置及焊头结构形式,设计4个横通孔,如图4至图5所示,孔1设在复合层与过渡层交界处,距离焊缝表面3 mm,复合层与过渡层是焊缝易出现缺陷的位置,孔3设计在过渡层与碳钢层交界处,距离焊缝表面6~7 mm过渡层与碳钢层交界处也是复合板焊缝易出现缺陷位置。孔2及孔4分别设置在焊缝中心及焊缝根部,可以代表碳钢焊缝的缺陷位置。

图4 试块左剖面图

图5 试块右剖面图
5 对比试块使用
①使用超声波仪器在标准试块CSK-ⅠA中调试零偏、前沿及K值、声速等参数。
②再使用对比试块重新调整探头K值及前沿距离,直到超声波仪器显示对比试块横通孔的水平和深度的位置,其精度偏差不超过0.5 mm[4]。
③超声波DAC曲线的制作:进入超声波仪器DAC曲线制作模式,利用对比试块制作DAC曲线。
④按照Q/CR9211铁路钢桥制造规范或JTG/T F50公路桥涵施工技术规范铁路桥梁钢结构验收规范要求,设置距离-波幅灵敏度。
6 结束语
经过大量的现场实际检测证明,不锈钢复合板的对比试块对焊缝缺陷检是有效的,相对于常规方法,对缺陷的定位更加准确,检出率更高,对比试块对此类复合焊缝的检测具有更加良好的效果。
焊缝质量是桥梁钢结构的生命,近年来我国在桥梁钢结构的设计和研发上突飞猛进,各类新型钢材,焊材层出不穷。对于我们无损检测者来说,应该积极的适应跟上行业的进步和发展,对于新材料新工艺的出现,需要认真对待和研究,努力把好焊缝质量关,确保桥梁的安全运行。
猜你喜欢
作文·小学中高年级(2021年8期)2021-11-07
科教新报(2021年21期)2021-07-21
动漫界·幼教365(大班)(2021年4期)2021-05-23
山东冶金(2019年6期)2020-01-06
中国特种设备安全(2019年3期)2019-04-22
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
焊接(2016年10期)2016-02-27
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
装备环境工程(2015年4期)2015-02-28
应用化工(2014年1期)2014-08-16
