
基于PLC的造粒过程控制系统设计
2019-04-26 08:26于洋
微型电脑应用 2019年4期
于洋
(烟台汽车工程职业学院 实训处,烟台 265500)
0 引言
包括农业、工业、陶瓷、建筑材料等在内的非金属矿产涉及范围较广且利用广泛,非金属矿产颗粒生产过程作为必不可少的环节,颗粒质量的优劣取决于造粒质量,造粒进行加工的原料状态包括粉粒、融液、水溶液等,实际操作时需完成特定形状颗粒的制造,使其具备环保、便于计量等优点,从而提高运输效率及成本,为更好的满足造粒市场需求,造粒机的电气控制系统成为重点研究内容。
1 系统原理
本文所设计的系统的优势:在设计造粒生产线自动控制系统时,通过IPC(工业个人计算机)完成基于PLC的分布式控制模式的设计,同自动化技术、气动技术、计算机等先进技术有效融合,使造粒生产过程的高效稳定和实时监测得以有效保证,提高了造粒生产过程的安全性,提高控制系统的效率、拓展系统功能,降低人工劳动强度,实现较高程度的智能化及自动化控制过程。
该系统的操作站采用IPC,控制站采用了PLC,数据采集和过程控制的实现通过PLC实现;上层的任务通过IPC负责完成,包括监控、管理整个工艺过程,通过人机界面局限性相应操作,对异常情况进行报警,根据实际需要生成打印报表等;PLC和IPC分工合作,形成分布式的生产线控制系统,各模块相互联系又彼此独立,共同完成系统的监测和控制功能。该造粒生产线自动控制系统的基本构造如图1所示。
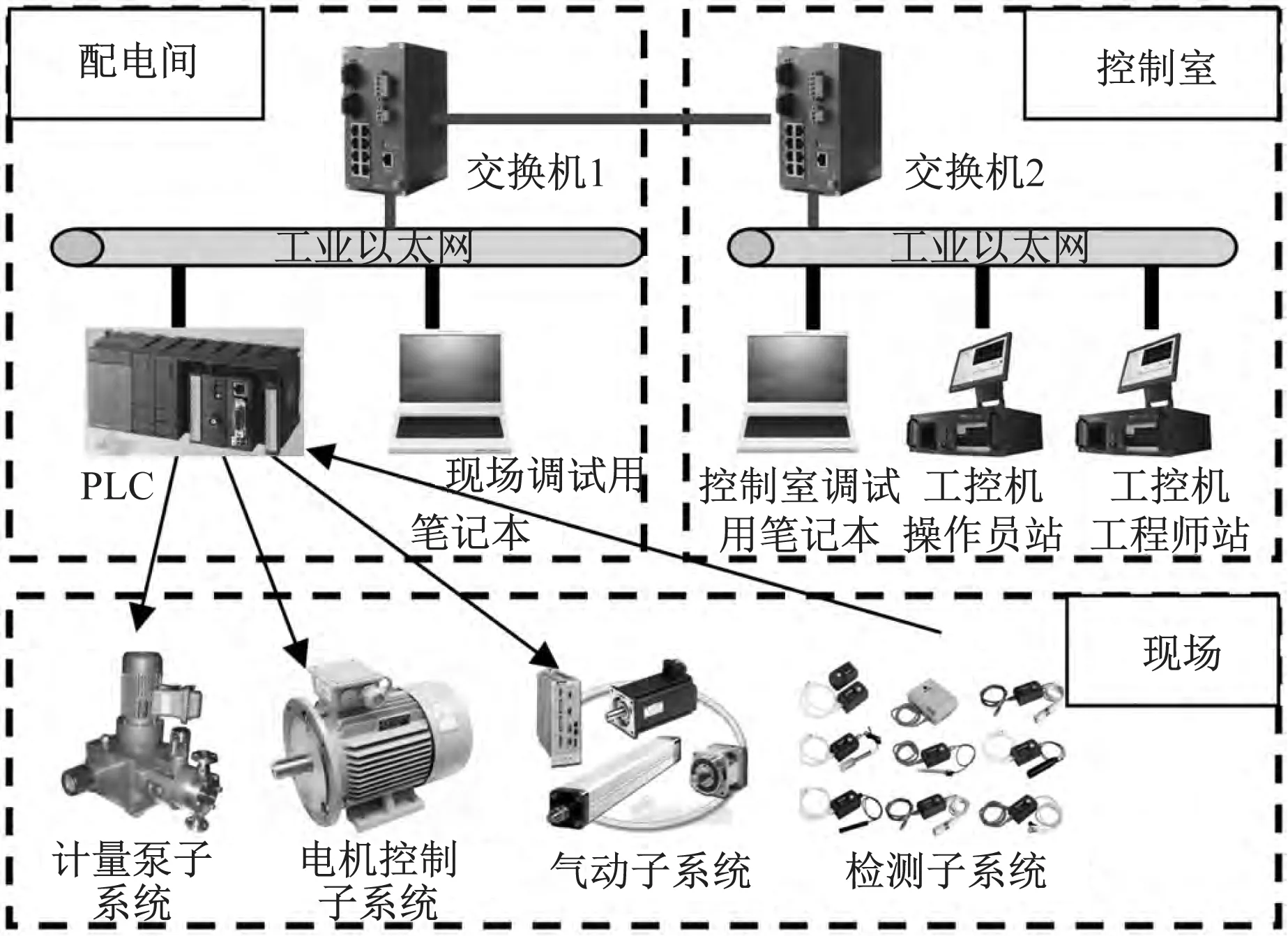
图1 系统构成
按照所实现的功能不同将系统划分为监控、电机控制、检测、计量、气动(由干燥机、储气罐、过滤器、空气压缩机、调压阀、控制阀等构成)5个子系统,为提高监控效率,监控子系统采用工业控制计算机两台作为操作员工作站和工程师维修站,分别负责记录设备日常操作及应用于设备维修检查,并为操作员工作站提供所需的备份系统,通过标准以太网结构的应用实现数据通讯(PLC与监控子系统间),通过RJ-45接口PLC以及监控子系统分别实现同交换机将的有效连接,数据通讯过程的实现需根据实际需要对不同的通讯地址进行设置,从而保证监控子系统同PLC间满足实时监控需求[1]。各子系统的功能在于:电机控制子系统作为整个系统的核心采用PLC实现控制目标,系统中加热器循环泵、磁力泵、去离子水泵、真空泵等各泵由其负责带动气动;在造粒生产线上通过检测子系统实现对各过程参数的实时检测过程(包括温度、压力、液位等);检测流量由计量子系统负责完成,流量计会将输出的电流信号(4~20 mA)传递给PLC,使用祸轮法原理作为流量计的主要测量方法,同时计量子系统采用变频型计量泵对计量泵实施控制任务,具体的控制原理为:变频器输出信号在PLC的控制下,能够根据所需速度驱动计量泵电机的运行从而调节了冲程频率,完成对介质流量的调节;各反应罐启动阀的启闭通过气动子系统负责完成,主要通过PLC的输出实现各气路的控制过程,各子系统互相配合实现相关工艺动作[2]。
2 系统总体设计与实现
2.1 气动子系统
在造粒生产线项目中该子系统是关键的部分,具体的压缩空气产生过程如图2所示。

图2 压缩空气产生过程
空气需经过相关处理后(包括压缩、干燥、降压、水油过滤、调压等)才能向各气动阀供给使用,对气动先导阀进行控制时,通过PLC 控制系统输出的控制电信号实现,对气控阀的控制过程属于间接控制,以满足控制液压管路通断的动态变化需求,电气隔离的实现则通过转换电—气信号完成,电—气控制原理具体如图3所示。

图3 电—气控制原理
对液体管路的通断控制能够满足防爆要求高的环境中的控制需求[3]。
2.2 PLC控制气动子系统的实现
按照功能的不同可将生产运行过程中的造粒生产线气动系统划分为几个主要阶段:包括开启辅机、准备药剂、溶解、计量、造粒、出料等,以各阶段的不同控制对象、步骤及要求为依据,对气动子系统相应的PLC控制过程进行设计,具体流程如图4所示。
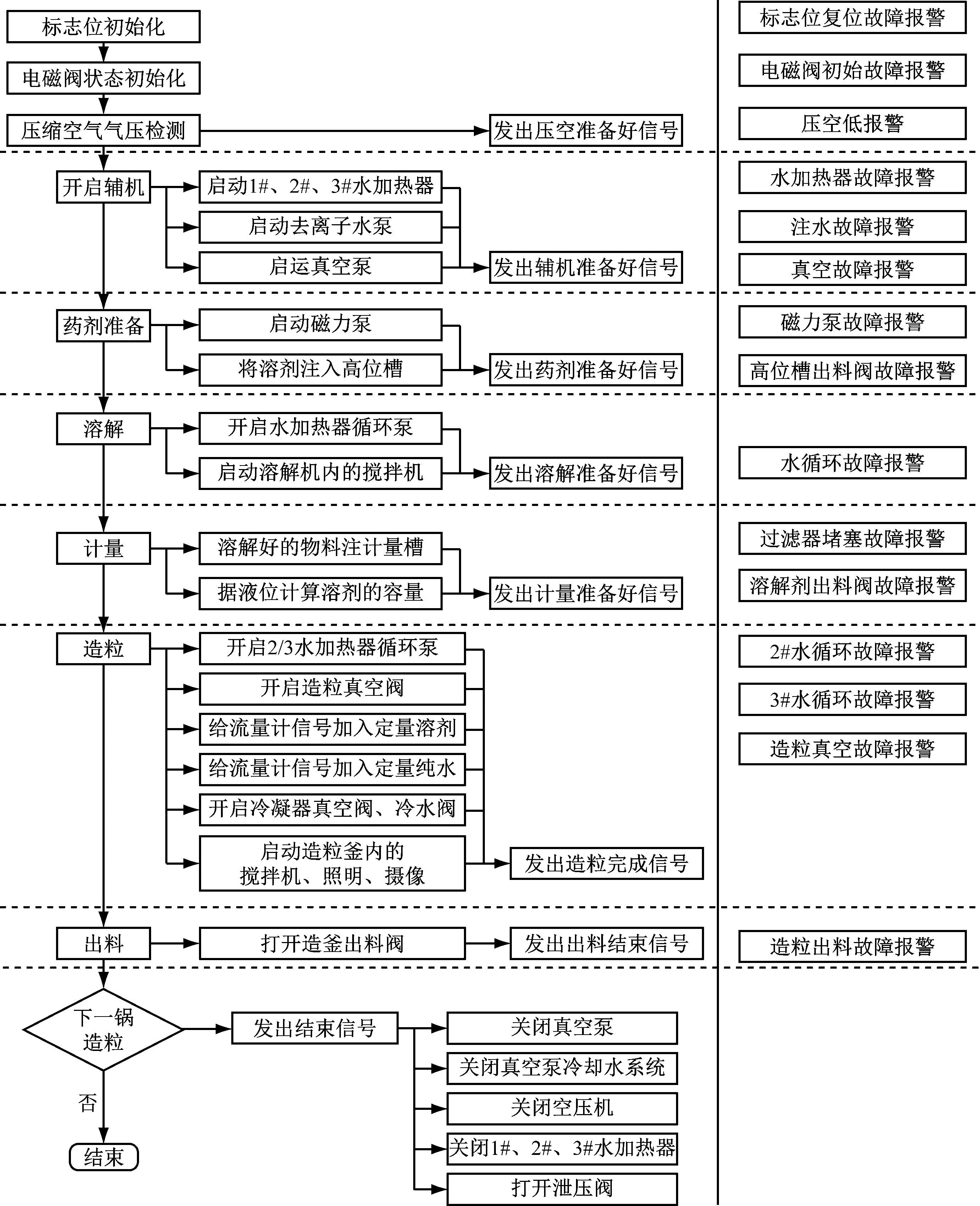
图4 气动子系统PLC控制流程
PLC控制气动子系统的方式包括自动控制(为正常工作状态)及单个阀体点动控制(主要用来调试)两种控制方式,除进行现场操作外,还可根据实际需要实现了在控制室内通过气动子系统进行造粒生产线的远程控制过程,完成跳转、暂停、和急停等操作过程[4]。
2.3 工业以太网通信的实现
本文在设计系统时采用的PLC(三菱Q系列)CPU模块处理性能高,能够有效满足复杂控制系统(中大规模)应用需求,具有程序寄存器容量大的优势,支持较多的I/O点数(255点以上),易于连接编程用外围设备,提高了数据在网络模块间的通信性能,计算机采用MX部件(支持所有PLC通信的路径)实现同PLC的良好的以太网通信过程,解决了以太网通信中通信协议复杂程度高难以掌握的问题,通过相应参数的简单设置用户即可完成工业以太通信网络系统的建立,实现对造粒生产线系统的有效控制。
2.4 PLC同IPC 机通信的实现
在自动化领域现场总线技术(BUS)已经得到普遍应用,作为一种多分支结构的通讯网络,现场总线能够确保智能现场设备间的有效连接,实现数据在自动化控制系统内的双向传输过程,通过通讯口S7—200中PROFIBUS—DP接口完成同现场总线的直接挂接,在无需外接通讯模块的情况下即可完成同IPC间的通讯,确保数据在PLC同IPC间完成双向传输,同时可诊断控制系统故障,进行远程编程和控制服务等。上位监控计算机采用工业以太网络结构实现同核心控制器PLC间的有效连接,信号采集器完成信号收集,PLC和执行元件间通过相互通讯实现对执行元件的控制[5]。
3 上位机控制系统的实现
本文主要采用组态王软件完成上位机控制系统的开发,实现对造粒生产线的监控过程,功能主界面如图5所示。
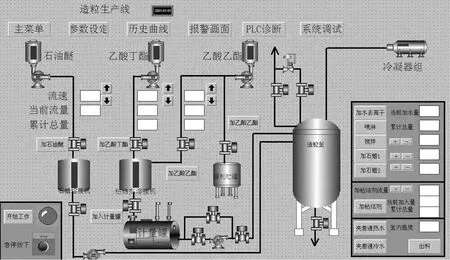
图5 造粒生产线主画面图
主要由主菜单、参数设定、PLC诊断、系统调试等子模块构成,控制各个泵和阀的开关,操作者在IPC操作界面通过各功能的选择完成各项参数的设定(包括压力、温度、流量等)及监控过程,对于新产品在开发测试其工艺流程时,在单个阀点动模式下操作人员通过对各阀的通断进行控制实现[6]。
4 系统测试
为检测本文所设计的基于PLC的造粒生产线自动控制系统的实用性和稳定性,通过对其进行实际操作进行各功能模块的测试,开启辅机后,系统自动提醒进行药剂准备,并于完成后发出药剂准备好信号,接下来完成溶解、计量、造粒过程,最终执行出料操作,发出出料结束信号后,即可进行下一波造粒操作,对于故障能够及时发出警报信息,整个过程通过人机界面即可显示,极大的简化了操作程序,测试结果验证了监控、电机控制、检测、计量、气动各子系统的功能的有效性,监控方式采用计算机组态画面,人机界面交互性好,操作者在IPC操作界面通过各功能的选择完成各项参数的设定(包括压力、温度、流量等)及监控过程,实现对造粒生产线的自动化监控及控制过程,使工作人员的工作量得以显著降低,提高了生产效率,系统具备操作简单、安全可靠且易于维护的优势,具备较高的实用性,为生产线自动控制系统提供参考。
5 总结
本文主要研究了生产线自动控制系统的实现路径,设计了一种分布式造粒生产线控制系统,该系统基于PLC为上下位机模式的自动控制,主要由供料、加工、装配、输送和分拣五个相互独立的工作模块单元构成,各工作单元通过不同的PLC进行控制,通过使用RS485串口各工作单元实现相互间的连通,上位监控计算机采用工业以太网络结构实现同核心控制器PLC间的有效连接,信号采集器完成信号收集,PLC和执行元件间通过相互通讯实现对执行元件的控制,实现了各模块相互联系又彼此独立的目标,检测结果表明该系统使造粒生产线的自动化控制过程得以有效实现,显著提高了生产效率。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
肥料与健康(2022年1期)2022-12-02
天然气与石油(2022年4期)2022-09-21
郑州大学学报(工学版)(2022年2期)2022-03-07
橡塑技术与装备(2022年1期)2022-01-20
北京航空航天大学学报(2021年6期)2021-07-20
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
电子技术与软件工程(2018年10期)2018-07-16
劳动保护(2018年5期)2018-06-05
