甲醇合成塔常见故障及处理方法
2019-05-03 02:10张奇
设备管理与维修 2019年19期
张 奇
(中海石油建滔化工有限公司,海南东方 572600)
0 引言
中海石油建滔化工有限公司年产80 万吨甲醇装置由英国Davy 公司进行基础工艺设计,由中国成达工程有限公司进行详细设计,其中甲醇合成塔(D121/122)为Davy 公司专利设备,韩国DOOSAN 公司制造,装置于2010 年10 月投产。采用以高N2和高CO2含量的天然气为原料的大型低压合成甲醇工艺技术,由转化、压缩、合成、精馏等工序组成。
1 设备结构
甲醇合成塔为管壳式、立式圆筒型设备。其内部装填有铜基催化剂。合成塔底部安装有4 组喷射器,分别对应4 组蒸汽换热管束,管束内有锅炉水,用于吸收合成过程中放出的热量从而产生中压蒸汽,中压蒸汽通过顶部汽包D123/D124 分离后送往蒸汽系统管网。中部安装有原料气分布器,原料气分布器上分布有Φ1 mm 的出气孔,将混合后的合成气均匀的导入合成塔内,在铜基催化剂的作用下生成甲醇蒸汽和水蒸气等。合成塔主要部件参数见表1。
2 甲醇合成塔的常见故障及原因分析
2.1 人孔、接管法兰泄漏的主要原因
(1)螺栓紧固不均匀。螺栓紧固不均匀会导致密封垫产生间隙同时造成泄漏。不均匀的螺栓紧固是由多方面因素引起的。首先是人为因素,安装时不对称的预紧力会造成密封面受力不均匀,从而产生泄漏;其次,法兰错位对压紧力有影响,理论上人孔、法兰压紧后,密封面是绝对平行且同心的,但实际上,其中心线不可能绝对同心,因此螺栓紧固时会对人孔、法兰产生弯矩,使其受力不均匀。这种不匀称的连接,使密封面或多或少地发生变形,从而导致密封面受力不均匀,在运行载荷下,容易产生泄漏。
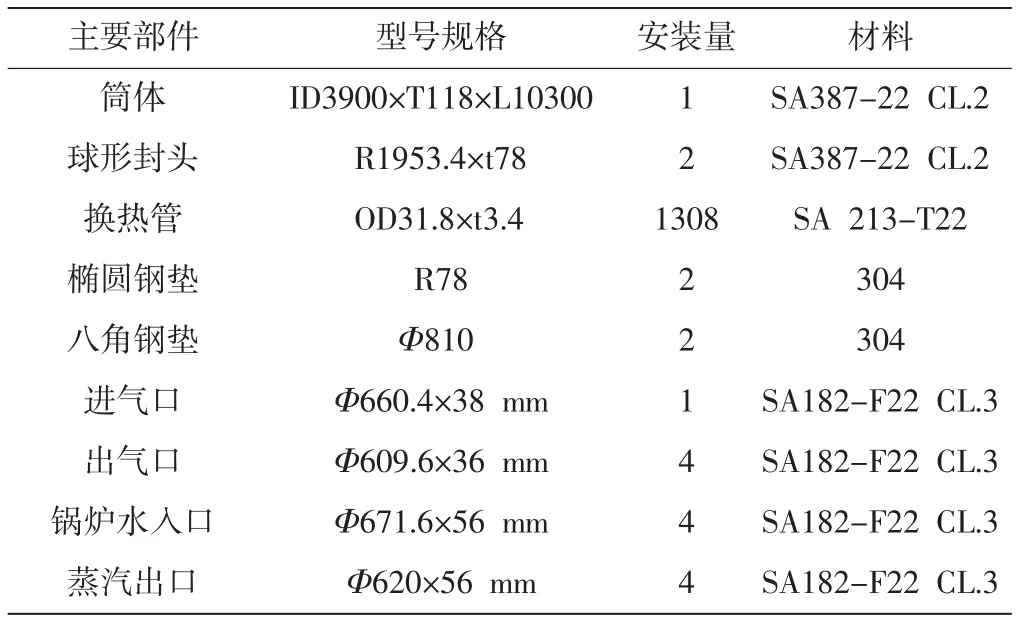
表1 合成塔主要部件参数
(2)密封垫片失效。密封垫片的失效主要是由于失去了自动补偿功能,密封垫片的失效是由多方面因素引起的。首先是压力与温度变化对密封垫片泄漏的影响较大。因长期运行过程中压与温度经常变化,使得密封垫片由弹性变形变为塑性变形,从而使垫片失效而产生泄漏;其次,在安装时由于达不到垫片所需的压紧力,又或者在长期运行过程中机械振动造成螺栓松动,从而产生泄漏。
(3)密封面腐蚀、损伤。腐蚀、损伤具有普遍性,材料的腐蚀几乎随时随地都在发生,而腐蚀也是造成人孔、法兰泄漏的一个重要原因。腐蚀、损伤的原因有很多,从微观来讲人孔法兰的化学成分、金相组织等发生变化,一般会加促腐蚀;从宏观来讲,在人孔法兰的锻造、切削过程中,应力集中、气蚀等也会造成密封面腐蚀损伤。
2.2 蒸汽喷头堵塞或损坏的主要原因
(1)冲刷腐蚀喷头损坏。当高流速的蒸汽通过喷头孔处金属表面时,就会对蒸汽喷头孔发生冲刷腐蚀的不良影响,形成蒸汽喷头压力下降、喷入每根换热管的蒸汽量也无章可循。蒸汽喷头发生腐蚀的机率取决于蒸汽的流速、喷淋的压力和温度。
(2)操作不当引起蒸汽喷头变形。在蒸汽调节过程中压力提升过高会造成喷头爆裂,若压力下降过快则会造成喷头变瘪,尤其是在开停车过程中需更加小心,严格按照操作规程增加或减少蒸汽进入量。
(3)喷汽不畅造成蒸汽喷头损坏。蒸汽管道内及其微小的杂质在蒸汽喷头内部或外部边际的堆积会形成蒸汽喷头的流转不畅。这将影响喷头的喷汽效果。
(4)高温蒸汽造成喷头损坏,蒸汽喷头长时间在高温或反常温度下工作,会造成喷头因材料、金相组织或喷汽孔形状产生变化而遭到损坏,影响高压喷头的正常作业。
2.3 管束减薄泄漏或与管板之间焊缝泄漏的主要原因
(1)冲蚀。冲蚀又叫磨损腐蚀,在此设备中主要表现为气体及其混合物的运动或相对运动与金属之间产生切应力,不断剥离金属表面或腐蚀产物,从而形成快速腐蚀。甲醇合成塔进出口接管和换热管束进出口由于流速较快,极易在短时间内造成冲刷磨损,从而形成局部严重腐蚀。
(2)机械磨损。振动时在管板焊接处所受弯曲应力最大,当延续时间长时管壁会出现疲劳,如果管子的材料存在裂纹且裂纹处于应力场中的关键部位,同时还受到腐蚀与冲蚀的作用,疲劳破坏会加速。其次许多换热器在检修中都会将管束抽出,此时易在壳体上产生划痕,破坏金属表面的结构,造成介质积聚,继而引发缝隙腐蚀、孔蚀等。
(3)热疲劳。在甲醇合成塔中,壳程和管程的温差会引起壳体及管束的轴向应力以及管板与换热管焊接接头残余应力变化。当轴向应力大于拉脱力时就可能引起管板与管束的连接部位开裂,此种裂纹一般由一个管孔边缘沿孔桥向另一个管孔延伸,管板没有肉眼可见的变化。
3 甲醇合成塔常见故障处理方法
3.1 人孔、接管法兰泄漏处理方法
(1)按规定使用液压扳手、气动扳手、敲击扳手等工具,根据不同螺栓个数采用如图1 所示的紧固顺序,按照规定的预紧力紧固螺栓。若螺栓遇到轻微的咬伤、拉毛或几何变形等缺陷时可采用加入少量研磨砂对研的方法修复,若不能修复应予以更换;若存在裂纹或影响强度的缺陷,应及时予以更换。
(2)对于金属环垫来说,可根据情况采用研磨加金属修补剂的方法修复或者更换垫片,对于缠绕垫来说一般采用直接更换的方式。
(3)根据腐蚀损伤程度选择打磨、机械光刀、补焊、研磨等处理方式,修复后最大允许表面粗糙度Ra1.6 且密封面的平面度不应大于0.1 mm。密封面若有轻度划伤、腐蚀沟槽及表面粗糙等缺陷时,可采用细砂纸或油石修复;密封面若出现较大深度的机械损伤和腐蚀沟槽等缺陷,可采用机械光刀方法修复,上下密封面光刀深度之和应小于4 mm;密封面严重损伤和腐蚀,不能用光刀法修复时,采用TIG-R31 焊丝焊接修补后再光刀、研磨的办法修复。
3.2 蒸汽喷头堵塞或损坏处理方法
3.2.1 蒸汽喷头修复
(1)拆装喷头法兰螺栓,抽出中间带有喷头的法兰,检查内部喷头支架是否完好,若损坏则需拆下更换;
(2)拆下喷头,清洗或更换,检查中间法兰螺纹孔是否损坏,若损坏则使用板牙修复;
(3)检查大盖密封面有无径向划痕,若有则要光刀处理,若划痕较深则需要补焊后再光刀处理;
(4)检查喷头外表的腐蚀坑、刻痕深度≤1 mm 可不用处理,若深度较深时则需要补焊后打磨圆滑过渡;
(5)回装喷头支架,回装喷头,回装中间带喷头的法兰,回装大盖螺栓、上好密封垫紧固好连接螺栓,恢复保温。
3.2.2 工艺参数调整
若发现蒸汽喷头变形,或因高温引起的喷头损坏应及时调整温度、压力、流量等工艺参数,以保证进入合成塔内部蒸汽量的稳定。
3.3 管束减薄泄漏或与管板之间焊缝泄漏处理方法
3.3.1 合成塔蒸汽换热管束发生减薄或泄漏
应采取堵管的方式处理,具体方法如下。
(1)因蒸合成塔管程无人孔,若要进入内部需切除合成塔上部蒸汽出口管约800 mm 长,打开下部封头法兰;
(2)加工与换热管同材料锥形堵头(换热管型号O.D31.8×t3.4,材料SA213-T22);
(3)清理干净堵管周围油污等脏物;
(4)将锥形堵头嵌入需要堵管的管头;
(5)采用热输入较小的方式进行密封焊接;
(6)焊后应做着色探伤,合格后方可进行下一步工作;
(7)更换切除的蒸汽入口/出口管,焊接完成后X 射线探伤合格。
3.3.2 合成塔蒸汽换热管板发生泄漏
一般采用打磨补焊处理,具体方法如下。
(1)进入方法同3.2.1(1);
(2)使用着色探伤法找出并标记泄漏点;
(3)使用小型磨具打磨裂纹处焊缝再进行着色探伤直至裂纹消失;
(4)当裂纹全部消失后用焊丝补焊处理,焊后着色探伤合格。
4 总结
在实际运行过程中,造成甲醇合成塔出现故障的原因是多种多样的。通过长时间的运行总结,找出影响甲醇合成塔运行的多种因素,并进行归纳总结,提出解决方案与措施,以保障甲醇合成塔的平稳运行,减少不必要的损失。
猜你喜欢
设备管理与维修(2022年19期)2023-01-03
铁道标准设计(2022年8期)2022-08-09
隧道建设(中英文)(2022年5期)2022-06-08
煤化工(2021年4期)2021-09-13
四川化工(2020年6期)2021-01-05
百科探秘·航空航天(2020年11期)2020-12-01
河南科学(2020年3期)2020-06-02
隧道建设(中英文)(2020年3期)2020-04-23
隧道建设(中英文)(2019年12期)2020-01-01
神州·上旬刊(2019年6期)2019-07-01