汽车铝合金后转向节生产线工艺优化与改造
2019-05-03 02:10骆锋勇
设备管理与维修 2019年19期
骆锋勇
(广州吉川机电装备有限公司,广东广州 510000)
0 引言
广州吉川机电装备有限公司2GA 生产线主要是生产小型汽车上用的后转向节,产品如图1 所示。即铝质材料的转向节。2GA 生产线后转向节在8~11 月份生产现场数据记录统计见表1,从8 月份更新了产品后的4 个月内,生产总件99 334件,不良品总数达141 件,平均不良率为0.14%,超出了公司生产部门计划的0.11%要求。2GA 后转向节生产划分为两个生产区完成,分别是机加工区和压装区。经统计:压装区的不良数为72 件,不良品占了5 成,不良率达0.07%,与同期老款产品相比,不良率高出了一倍。因此,解决好后转向节压装不良率高是当务之急。
1 压装区的装配工艺分析
铝合金后转向节压装区的工作是利用压装设备,压装区的装配工艺具体工序内容:①工序一,锥套压装;②工序二,上衬套孔压装;③工序三,下衬套孔压装;④工序四,螺栓孔压装;⑤工序五,中衬套孔压装。

图1 汽车后转向节
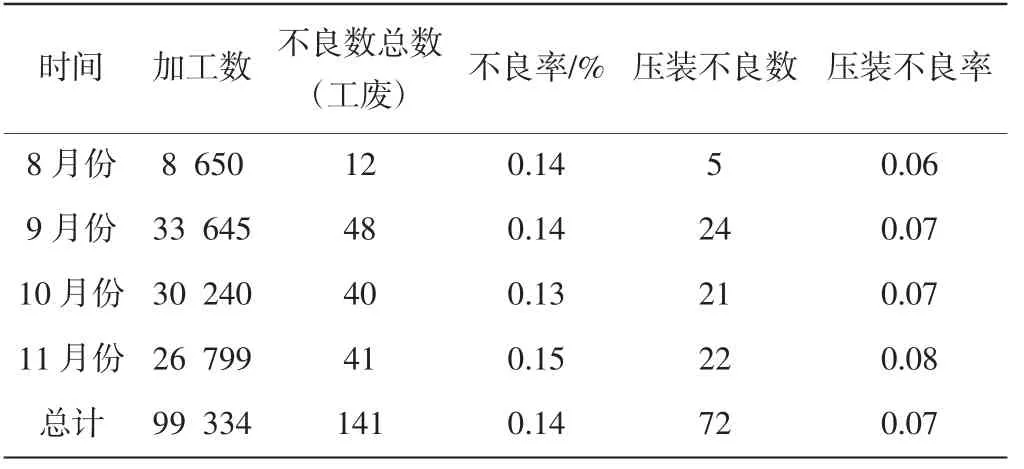
表1 2GA 生产线后转向节数据统计
2 后转向节压装不良率高的原因分析
2.1 后转向节压装不良件分析
通过对后转向节压装工艺分析,并抽检72 件不良品进行分类,发现不良问题主要有衬套孔压伤、CKD 件(压入工件)压伤、螺栓孔压伤和锥套孔压伤,衬套孔压伤38 件,CKD 件压伤18件,两个项目共计56 件,占具了不良品近78%的比例。不良品主要集中在衬套孔压伤和CKD 件压伤。再对衬套孔压伤和CKD 件压伤进一步分析统计,寻找这56 件不良品发生的原因,通过对不良情形和生产中的记录数据进行统计,在衬套孔压伤和CKD 件压伤的56 件产品中,因衬套滑落导致的不良品为34件,因工装不到位导致的不良品为15 件,垫座故障3 件,气缸故障4 件,统计结果见表2。由此可知,CKD 件衬套滑落和工装不到位是导致压装不良频发最直接也是最主要的原因。

表2 8~11 月份衬套孔压伤和CKD 件压伤不良品原因统计
2.2 影响衬套滑落的原因分析
在压装线上,上衬套孔压装、下衬套孔压装和中衬套孔压装三道工序中,均存在衬套滑落现象。通过对生产线及产品存在问题进行了综合分析、试验测试和理论分析,精准判断确认要因并制定对策的策略,主要从设备、工艺因素、人员操作和衬套因素等几个方面进行了分析,得出了平衡杆误差大、下压速度过快、涨套变形失效和衬套内孔油量过多等4 个可能要因。通过对可能要因进行验证,结果见表3。涨套因频繁涨开、弹性恢复后产生疲劳,当涨套变形失效后,涨开外径小于衬套内孔直径时,衬套就会出现未完全固定而导致滑落的现象,从而造成衬套孔压伤,问题严重时会导致压头涨套断裂。最终得出涨套变形失效是造成衬套下滑的主要原因。

表3 影响衬套滑落的要因验证过程记录
2.3 造成工装不到位的原因分析
后转向节属于形状不规则的复杂零件,需借助夹具才能安装在机床上加工。压装夹具是沿用了机加工时使用的夹具,理论上来讲是能保证装夹的加工精度的。通过对五道工序分析可知,压装工序和机加工工序的加工位置有所不同,五道压装工序中夹具底座定位面的倾斜程序也不同。通过对比发现工序三的压装夹具的基准定位面倾斜角度最大。夹具是由锁紧插销、夹具基座、中心芯轴、锁紧气缸等几个部分组成。正常情形是气缸锁紧时,插销将工件带紧。对不良的原因分析是当插销将工件完全带紧时,工件因重力倾斜下坠,工件的定位面与夹具的定位基准面未完全贴合,偏离了正确的加工位置,从而导致了工装不到位,造成压装不良件的产生。最终得出工件定位面与夹具基准面不重合是造成工装不到位的主要原因。
3 解决问题的方法和措施
3.1 针对衬套滑落,改良涨套结构
如何防止衬套滑落,从涨套结构改善和使用管理两方面展开了分析,综合分析得出行之有效行的方法就是改善涨套结构。
涨套结构的改善方法是将原涨套的光滑圆柱段结构改为钢珠弹簧顶丝结构。钢珠弹簧顶丝结构涨套由钢珠、弹簧、顶丝杆套和涨套组成,在原涨套的光滑圆柱段加工两径向孔,顶丝杆套和涨套两径向孔孔采用螺纹配合,方便顶丝杆套的安装和取出,弹簧选用圆柱螺旋压缩弹簧,可以调节涨套与工件内孔的配合的松紧,采用两个钢珠弹簧顶丝结构,有利于保证涨套的对中性。改良后的钢珠顶丝涨套兼备了弹性涨套和钢珠弹簧顶丝两种结构的双重固定方式,既解决了涨套容易变形的问题,同时结构简单,且钢珠和弹簧顶丝调整方便。
改善后,涨套的工作原理是利用弹性涨套予以固定衬套(图2)。衬套装入时,涨套受力收紧,衬套装到底后,涨套弹性恢复,涨套涨开,从而达到衬套固定的目的。

图2 涨套结构改善后
3.2 针对工装不到位,增加预夹紧装置
通过对工装不到位的原因分析,本文采用增加预夹紧装置来消除工装不到位的影响。预夹紧装置相当于一个锁扣,由支座、锁紧轴、手柄、圆柱销和开槽圆柱沉头螺钉组成,锁紧轴和支座间采用间隙配合,并与手柄连接,通过现场配作Φ3 mm 圆柱销将其连接安装成一个整体结构。装夹前,先用螺钉将预夹紧装置固定在夹具基准面上,装工件时,在工件放在夹具的正确位置后,手动将预夹紧手柄放下,将工件锁紧在夹具基准面上。从而保证了气缸在锁紧前,工件在夹具基准面上具有正确的位置并确保不动,消除了工件下坠的现象,避免了工装不到位发生的可能。
4 结束语
通过对后转向节压装生产线的工艺优化和改造,使用了钢珠顶丝涨套和增加了预夹紧装置后,从根本上解决了加工中衬套异常滑落和工装不到位两大问题。接连后续的两个月生产数据显示,压装了9000 多件均未发生衬套滑落现象,并且工序品质稳定,效果非常显著。压装区两个月平均不良率降到了0.031%,达到公司生产部门预期效果。
通过对后转向节压装生产线的工艺优化和改造,明确从不良品的问题中寻找发生的原因,并逐一排查,从根源上找突破口,寻找最优方案并通过试验验证,得出优化改造的最终方案,这也是解决企业生产问题的关键所在。
猜你喜欢
机床与液压(2022年10期)2022-09-20
汽车实用技术(2022年10期)2022-06-09
环境技术(2022年1期)2022-03-21
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
发明与创新·中学生(2018年7期)2018-09-17
发明与创新·小学生(2018年1期)2018-02-02
制造技术与机床(2017年7期)2018-01-19
汽车文摘(2017年4期)2017-12-07
制造技术与机床(2017年12期)2017-02-02
装备制造技术(2016年7期)2016-09-26