车钩提杆座成形工艺改进及模具设计
2019-05-24 09:06曾威雄寇祖兴
轨道交通装备与技术 2019年2期
曾威雄 寇祖兴
(中车齐齐哈尔车辆有限公司 黑龙江 齐齐哈尔 161002)
车钩提杆座固定于铁路车辆端部,其作用是穿挂车辆的车钩提杆,并使车钩提杆有一定的定位和保持转动的功能。车钩提杆座制造精度,直接关系着车钩提杆的安装精度以及后期使用过程的灵活度,如果该件制造精度差,可能导致车钩提杆提前变形和折损,进而导致配件脱落或列车分离故障的发生。
1 产品的工艺性分析
车钩提杆座零件结构尺寸如图1所示,从功能上看是通过两铆接孔实现自身固定后,再利用卡子结构的环形柱起固定作用。
车钩提杆座材料为铁道车辆用耐大气腐蚀钢Q345NQR2,该材料是一种低合金高强度的结构钢,抗氧化腐蚀性能好,适合剪冲和成形等加工工艺,与普通碳素结构钢相比,其强度高,但回弹较大。其化学成分如表1所示,其机械性能如下:
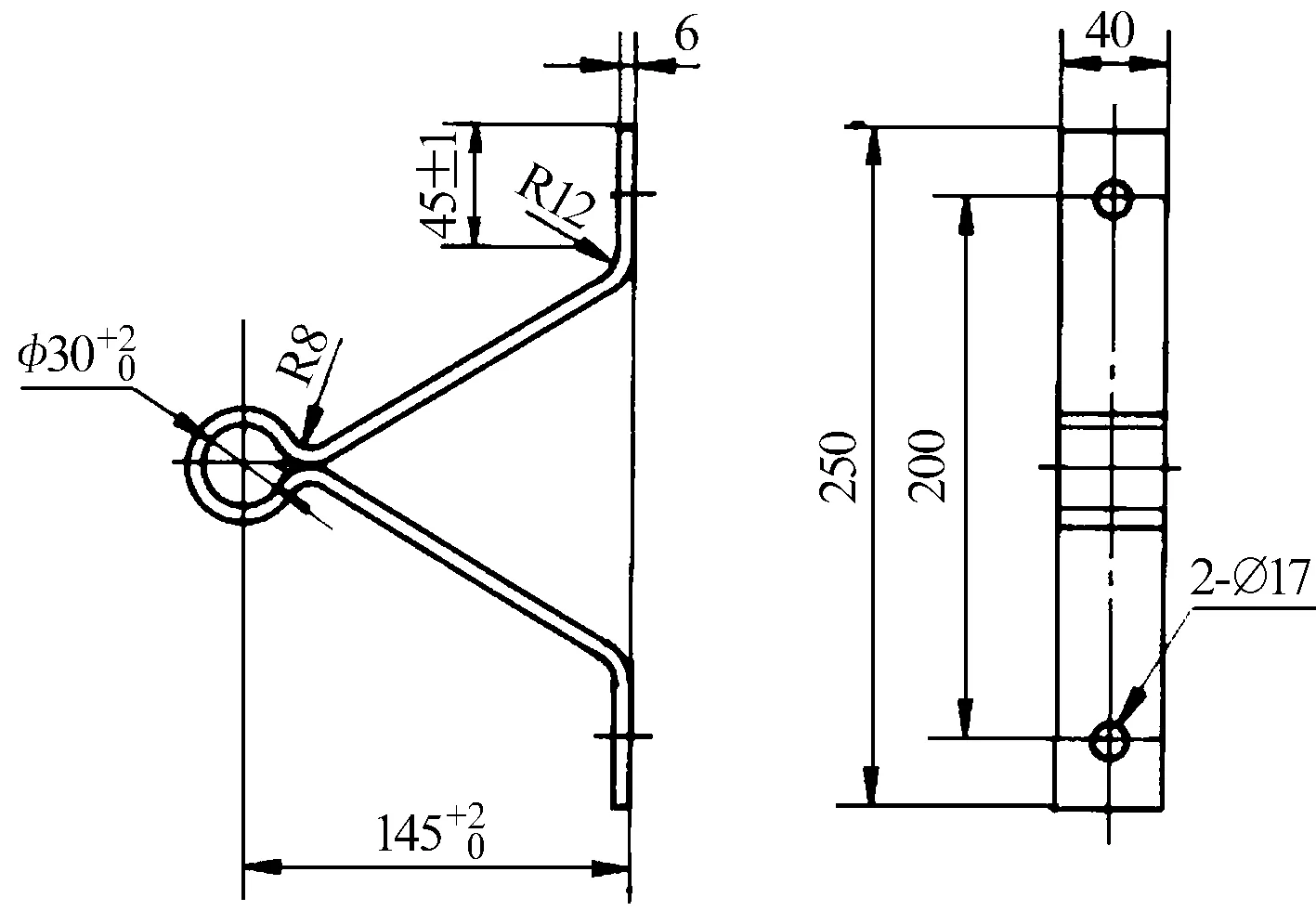
图1 车钩提杆座

元素CSiMnPSCuCrNi成分≤0.120.25~0.750.20~0.500.06~0.12≤0.020.20~0.500.30~1.250.12~0.65
屈服强度不小于345 MPa;抗拉强度不小于480 MPa;断后伸长率不小于24%。
该件为对称结构件,共有5道弯曲线,其中,中间部位的环形结构为360°封闭结构,受模具排布结构及成形回弹的影响,成形的工艺性较差。
2 现有的成形工艺
目前的成形工艺方案为:折端部两道弯→手工热煨中部环形→整体修形。而手工热煨是其中的难点,由于该件厚度较大,手工煨形前需要进行加热,因此手工操作不便,加工过程无法测量尺寸,同时煨形及修形过程表面容易产生磕痕,整体容易出现扭曲等现象。另外,手工热煨过程尺寸一致性差,效率低下。因此需要一种新的制造工艺,以保证质量,提高生产效率。
3 常规的环形结构件成形方案
3.1 斜楔模一次成形
利用斜楔结构的压形模具,复合所有弯曲线实现一次成形(见图2)。模具利用压力机通过滑块上升和下降完成产品的压形,利用斜楔的推动使滑动凹模滑移[1]。
但这种成形方案存在一定的缺点:一是压力机作业的取放件不方便;二是模具结构复杂;三是成形芯固定困难,且容易受压变形。
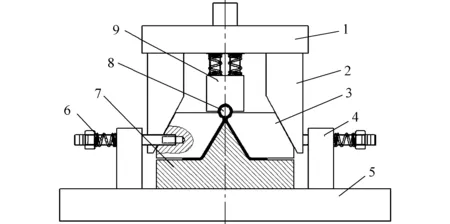
1—上模体;2—斜楔;3—滑动凹模;4—平衡座;5—下模体;6—弹簧机构;7—凸模;8—成形芯;9—凹模。图2 斜楔压形模
3.2 多次弯曲成形
采用弯曲工艺,对于形状复杂的弯曲件,一般需要采用二次或多次弯曲成形,该件可以看作是W形弯曲和O形弯曲相结合,W形弯曲可以通过折弯或者压弯实现;对于O形弯曲,采用预弯曲和二次弯曲实现[2],如图3所示。
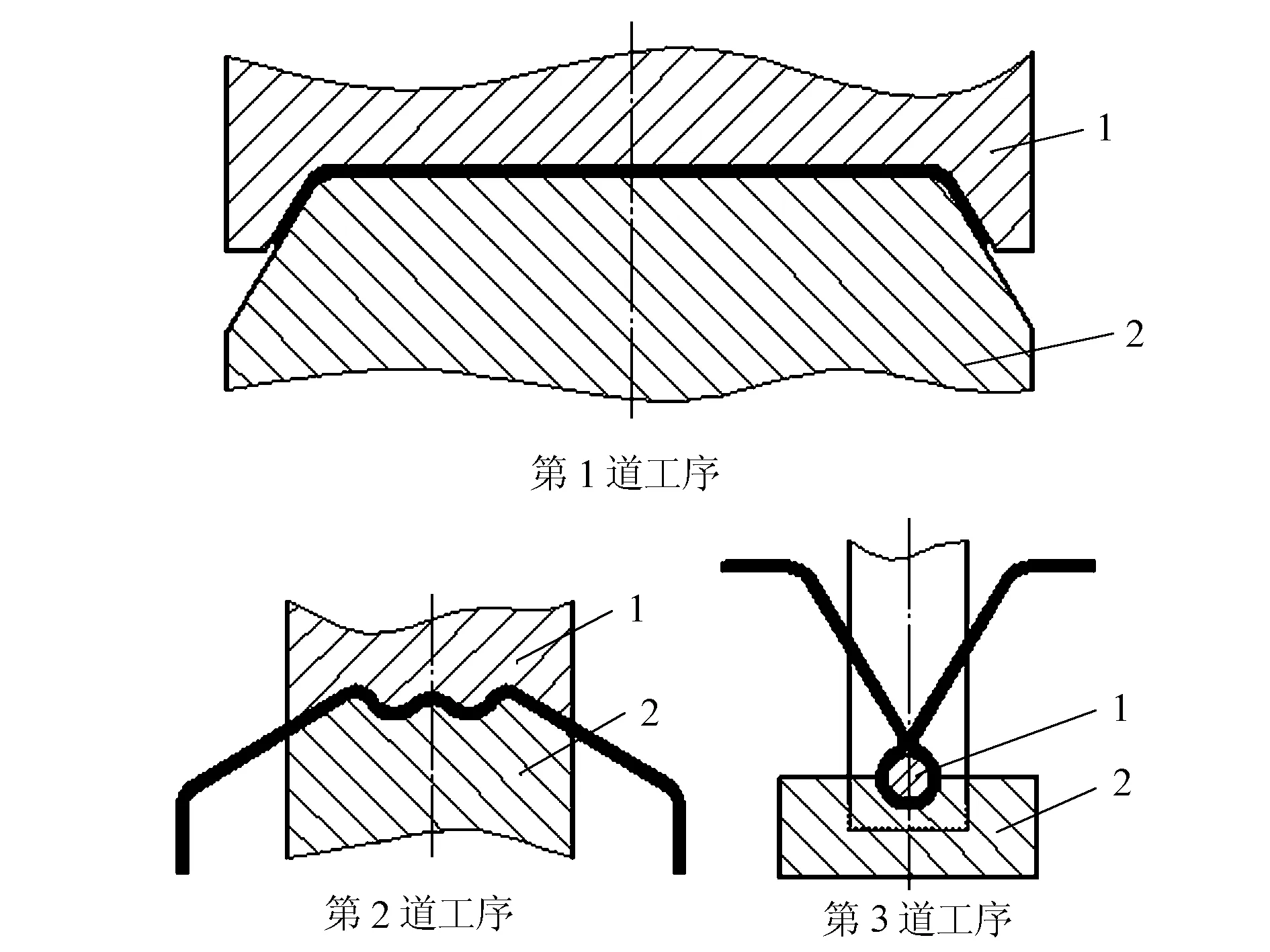
1—上模;2—下模。图3 折弯模
这种成形方案存在以下问题:一是成形工序较长,效率较低;二是成形过程多次定位,影响定位精度。
4 工艺改进及模具设计
考虑到该件的宽度较小,尝试在卧式气动压力机上设计工装,实现产品制造。
4.1 成形力计算
该件的成形不存在压边结构,且不考虑其存在局部胀形现象,成形过程视为是具有校正功能的弯曲,成形力(F)为5个弯曲圆角弯曲力的合力[3]。
F=(0.8×B×t2×σb)/(r+t)+A×q
式中:F—弯曲力,N;B—弯曲件宽度,mm;t—料厚,mm;σb—抗拉强度,MPa;r—内圆角半径,mm;A—校正部分投影面积,mm2;q—单位校正压力,MPa,根据经验,针对该材料及厚度可选值为100 MPa。
为了方便计算,可将五道弯的校正力统一计算,根据计算结果,压形合力约为68 t。
4.2 模具结构设计及工作过程
4.2.1模具结构设计
模具结构是一种带旋转机构的压形模,属于卧式成形,二维图如图4所示,三维图如图5所示。该模具一次实现所有弯的成形;利用产品是对称件的优势,模具设计时保证了两侧的对称相等,避免弯曲时毛坯发生滑动;凹模旋转压形,方便工件的送料和取料; 机构设计时考虑当气动压力机将模梁压至最右端时,使工件的弯曲部分与模具相触的工作部分能得到校正。
如图4、图5所示,模具分为固定部分和移动部分,固定部分由底板、凸模、圆柱等组成;移动部分由模柄、横梁、连接杆、旋转凹模(1)、旋转凹模(2)等组成。凸模、圆柱固定在底板,底板通过螺钉固定在工作台上。而旋转凹模(1)、旋转凹模(2)在左右移动过程同时叠加旋转动作;机构部件通过螺栓和销钉连接,实现模具的正常运作。
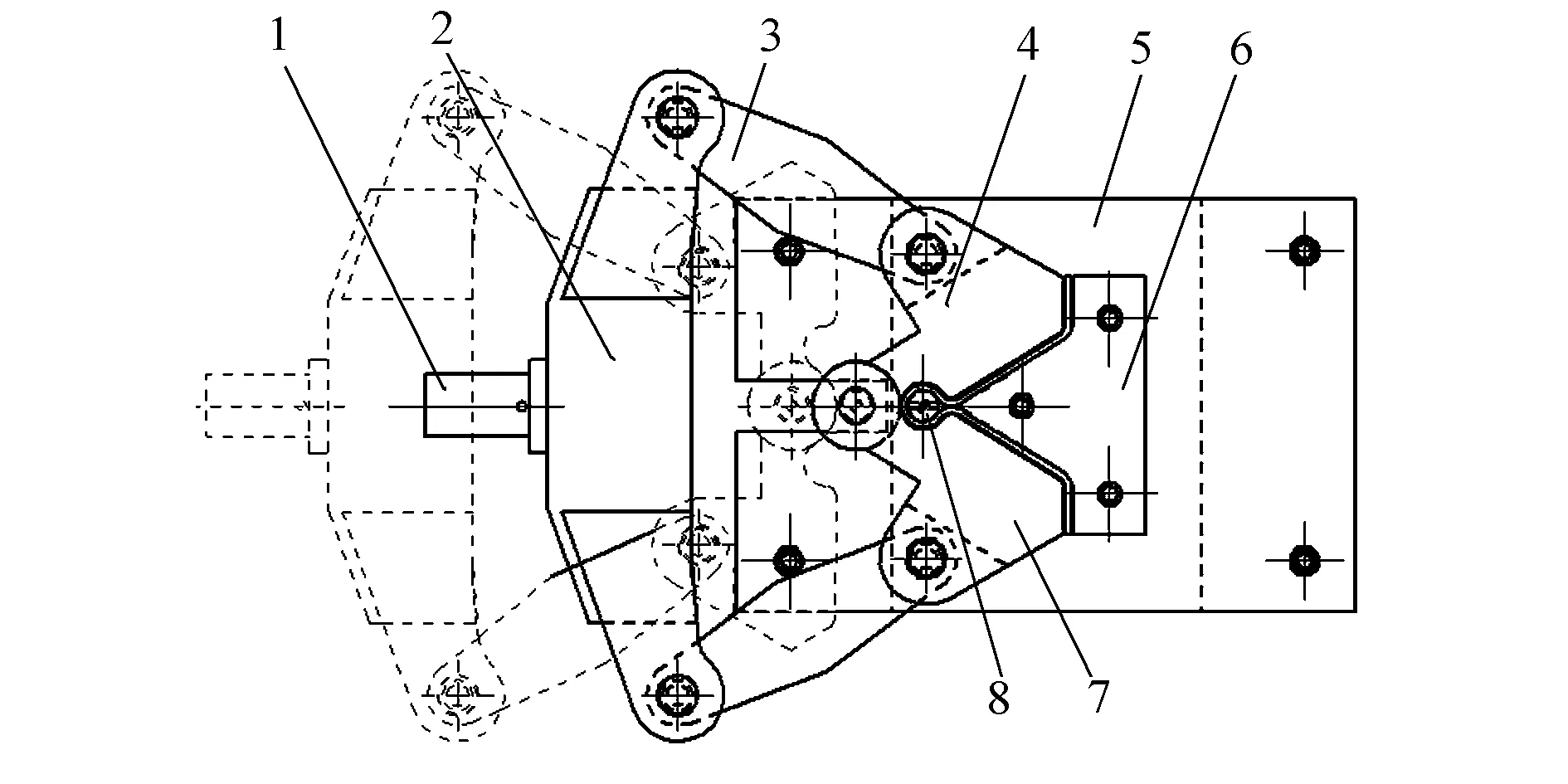
1—模柄;2—横梁;3—连接杆;4—旋转凹模(1);5—底板;6—凸模;7—旋转凹模(2);8—圆柱。图4 弯曲模
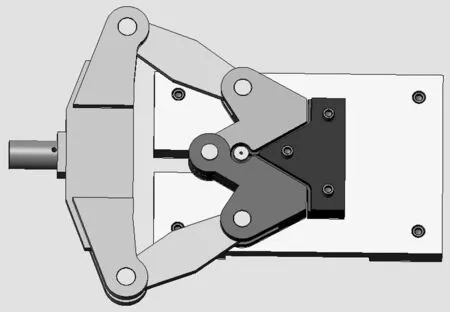
图5 弯曲模三维图
4.2.2模具工作过程
图4中虚线状态为移动部分在最左端,是工件的送料状态,固定料件后,通过操控气动压力机使移动部分往右运动,达到终止状态,实现成形和校正。操控气动压力机往回运动,实现松开和旋转凹模,进行取料,进入下一步工作循环。
各弯曲角根据弯曲的回弹量进行适当的修正,在压形操控时,可适当增加压紧时间,实现校正保压3 s左右,达到更好的成形效果。
5 结束语
经过生产验证,利用卧式机构成形方案,模具结构简单,生产效率高,并提高了产品的制造质量。中部环圆结构成形后受回弹影响会出现开口现象,这是冷成形中不可避免的,应适当增加修形工序。为进一步取消修形,后期可以研究采用加热压形,保证各尺寸的符图率。
猜你喜欢
铁道科学与工程学报(2022年4期)2022-05-17
模具制造(2022年2期)2022-03-25
锻造与冲压(2021年16期)2021-08-31
汽车工艺师(2021年7期)2021-07-30
控制与信息技术(2021年2期)2021-07-23
时代农机(2018年11期)2019-01-09
制造技术与机床(2018年11期)2018-11-23
铁道学报(2018年4期)2018-05-07
装备制造技术(2016年12期)2016-02-23
中国科技纵横(2015年1期)2015-12-27