
液压式联合收割机电气控制系统的PLC设计
2019-05-27 08:47胡亚娟
农机化研究 2019年10期
胡亚娟
(武汉晴川学院,武汉 430204)
0 引言
随着农业机械化的不断普及和发展,国内联合收割机也从原来的单一化、小型化逐步向多功能、通用型、大型化智能化方向发展,在提高收割机作业效率的同时,降低了收获损失率,提高了机器可靠性,使驾驶员的操作更加简便舒适。为此,以PLC为主控制器,设计了一套液压式联合收割机电气控制系统,能够保证系统的稳定性及有效减少粮食的损失。
1 联合收割机工作原理及液压系统设计
1.1 联合收割机工作原理
联合收割机是将农作物进行收割、脱粒、分离茎秆、清除杂余物、储藏,并最终将谷粒输送到装载车辆的一体化收割机械。联合收割机产品种类较多,根据使用区域、作物对象和作业性质可以分为自走轮式全喂入、自走履带式全喂入、自走履带式半喂入和悬挂式等。虽然联合收割机种类较多,但是工作原理大致相似:作业时,联合收割机沿着农作物垄前行,割刀将农作物秸秆割掉,输送装置分3条输送链条将秸秆送到脱粒装置,在该装置中完成谷粒的脱粒过程,并通过分离装置分离茎杆等杂余物,然后将谷粒储存到储藏舱,完成整个收割过程。另外,联合收割机动力分离主要依靠其液压升降系统,当驾驶员将收割台提升到高于农作物时,B型三角带立刻会停止工作,不再会有柴油机的动力输入,割刀和输送带也会停止工作,此时联合收割机处于不工作状态;反之,其处于工作旋转状态。联合收获机主要由收割台、输送装置、脱粒装置、储藏舱、卸粮系统、传动系统、行走系统、动力系统、液压系统、电气系统和控制系统组成,如图1所示。
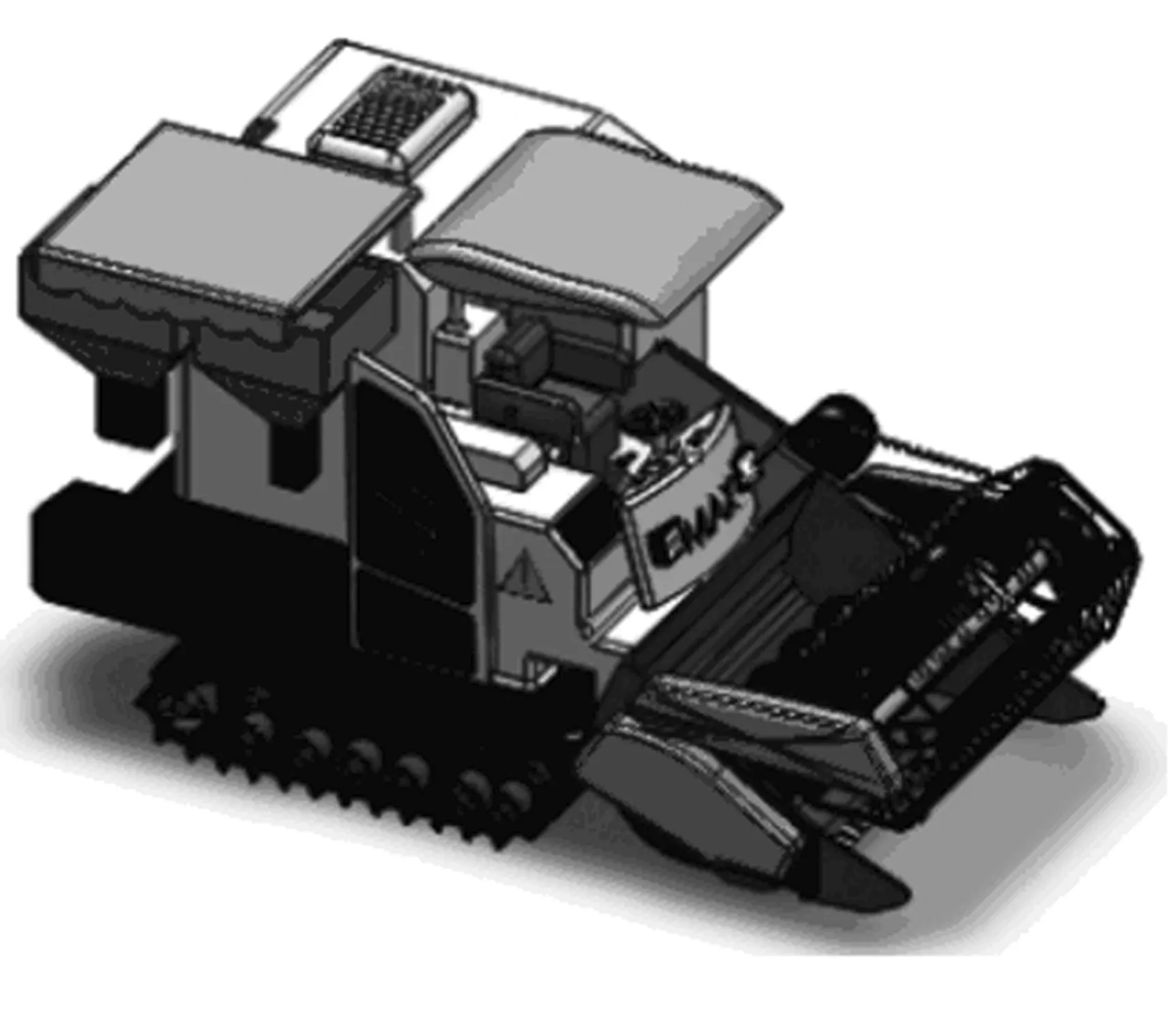
图1 联合收割机示意图
1.2 联合收割机液压系统的设计
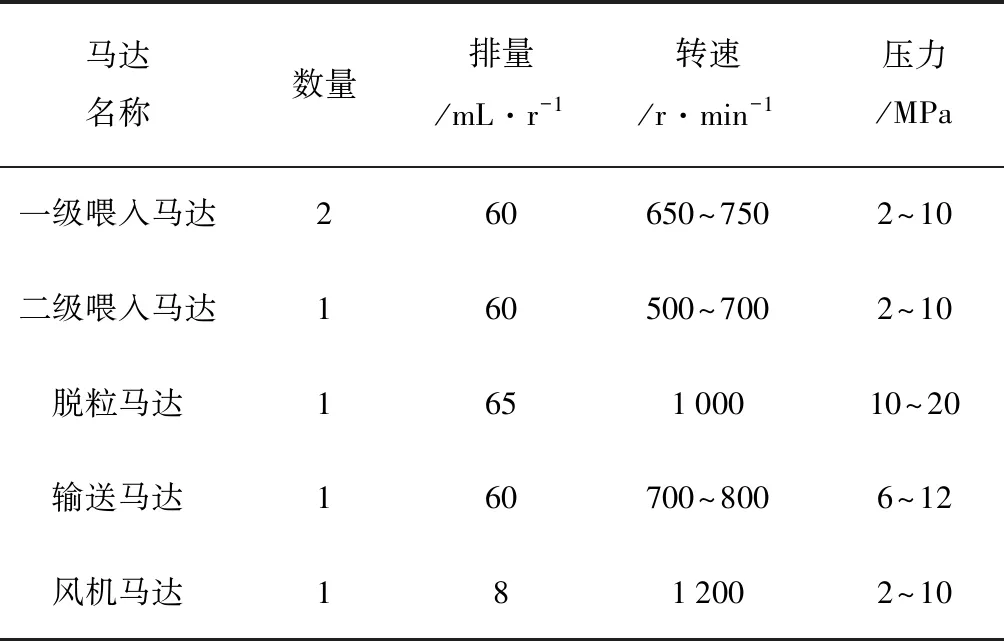
1)联合收割机液压系统作业特点。联合收割机是多执行器共同协作的一体化机械平台,其执行器具有数量多、种类多、作业要求差异大等特点。联合收割机各执行器要求如表1和表2所示。

表1 联合收割机各执行器驱动马达要求
续表1
表2 联合收割机各执行器液压油缸要求
Table 2 Hydraulic cylinder requirements for each actuator of combine harvester
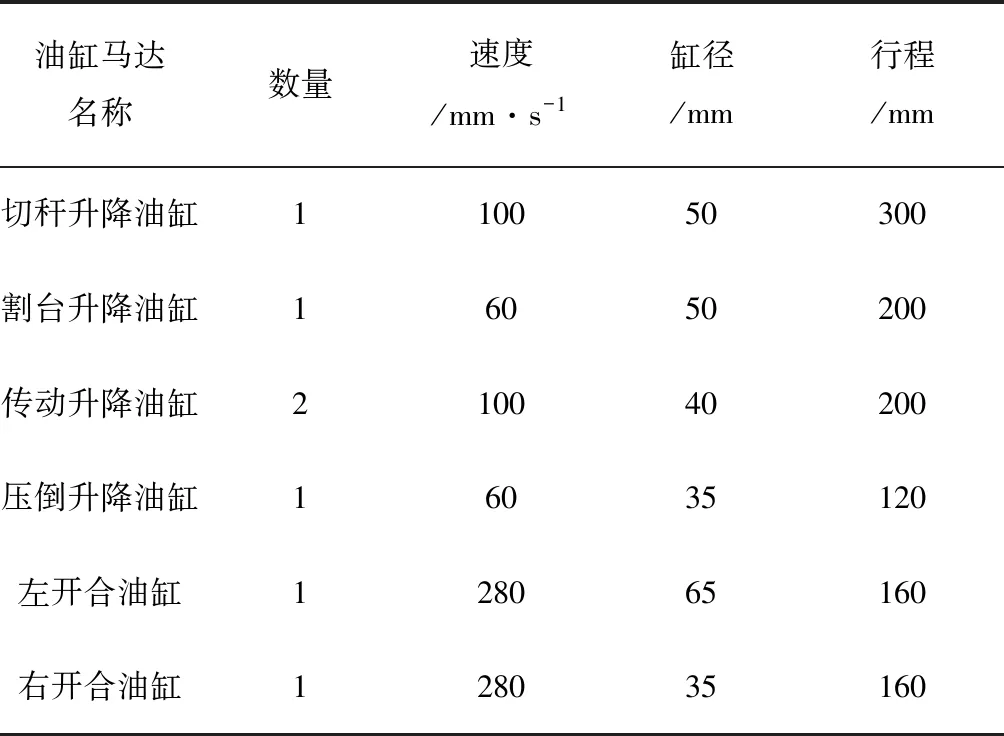
油缸马达名称数量速度/mm·s-1缸径/mm行程/mm切秆升降油缸110050300割台升降油缸16050200传动升降油缸210040200压倒升降油缸16035120左开合油缸128065160右开合油缸128035160
2)联合收割机液压系统整体结构的设计。联合收割机液压系统可以分为收割、位置调整和行走驱动等3类,其结构图如图2所示。

图2 联合收割机液压系统整体结构图
联合收割机收割系统功能是对农作物进行收割作业,主要包括切秆、压倒、刀盘切割、一级喂入及二级喂入等操作。位置调整系统主要是对收割机各个机构的位置进行调整;行走驱动系统则是负责整个收割机的前行、后退及转弯等动作功能。
3)联合收割机液压系统多执行器设计方法。联合收割机功能复杂,执行器较多,各个部件对排量、压力、速度和行程的要求差别较大,因此在进行液压系统设计时需要对整个系统的性能、效率、集成程度等进行整体优化设计。为了方便联合收割机统一对各执行器进行控制,本文采用集中控制的控制方式,设计联合收割机液压系统。
采用集中控制方式的液压系统是采用单个液压泵源给整个系统的多个执行器供油。由于各个执行器的排量、压力、速度和行程等参数需求不同,一般采用负载敏感技术进行多执行器动作协调的设计。负载敏感系统一般分为定量泵和变量泵两种:定量泵负载敏感系统是通过负载反馈信号,控制系统的工作与泄荷;变量泵负载敏感系统则是通过负载信号反馈控制变量泵的排量。定量泵负载敏感系统通常为了让所有的执行器能保证自己各自的最大速度,会按照执行器中最大流量设定定量泵的排量值,会产生溢流损失,影响系统的整体性能;而变量泵负载敏感系统利用载敏感多路阀的反馈压力值,根据需求控制泵的排量,有效避免因流量过剩引起的发热问题,节能效果更佳。经过综合对比后,本文液压控制采用比例回路型变量泵负载敏感系统设计。
2 液压式联合收割机电气系统整体设计
联合收割机电气系统整体控制方案如图3所示。系统采用西门子s7-300作为主控制器,作为输送装置、行走系统、传动系统和液压系统等的控制核心。
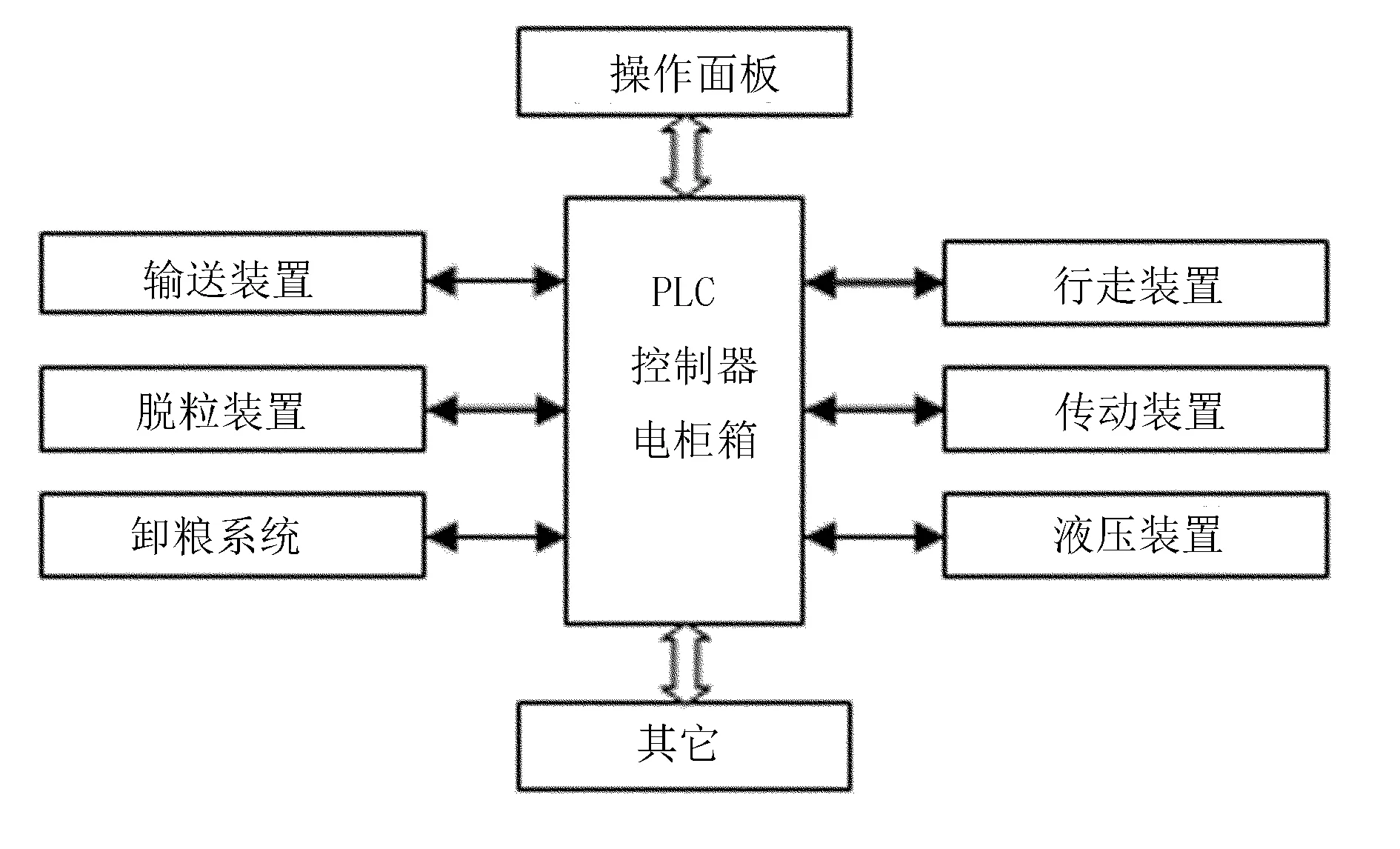
图3 联合收割机电气系统整体控制图
根据联合收割机电气系统整体控制方案和液压系统的特点,设计了如图4所示的联合收割机集中式电气控制系统结构。系统输入信息包括开关键、控制手柄、各类传感器和人机交互界面等,这些信息全部被PLC控制器采集,然后经过融合计算后,控制整个收割机的电气系统。
3 基于PLC的联合收割机电气控制系统
3.1 联合收割机行走驱动马达电气系统的设计
联合收割机采用双边履带驱动方式,由双泵-双马达马达独立控制,双泵-双马达电机的控制主要对转速、过载能力、效率需求较大。行走驱动液压马达外观如图5所示。
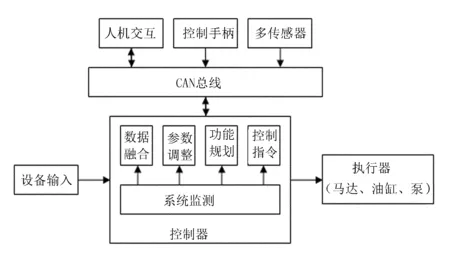
图4 联合收割机集中式电气控制系统结构图

图5 行走驱动液压马达外观图
1)行走驱动马达的异常保护设计。假若行走驱动马达由于路面打滑、刹片问题或其他异常状况出现一直超负荷工作情况,那么马达会过载和过热,而控制系统设定的温度为长时间120℃以下,短时间不可超过150℃。当系统超过这个温度阈值之后,会对系统发送过热信号,系统会自动报警并停止工作。如果出现其他如马达内部功能异常及功率失常等现象,也会自动报警并将信号发送给控制系统,从而显示具体报警信息。
2)主控马达控制参数设计。主控电机控制参数设计如表3所示。
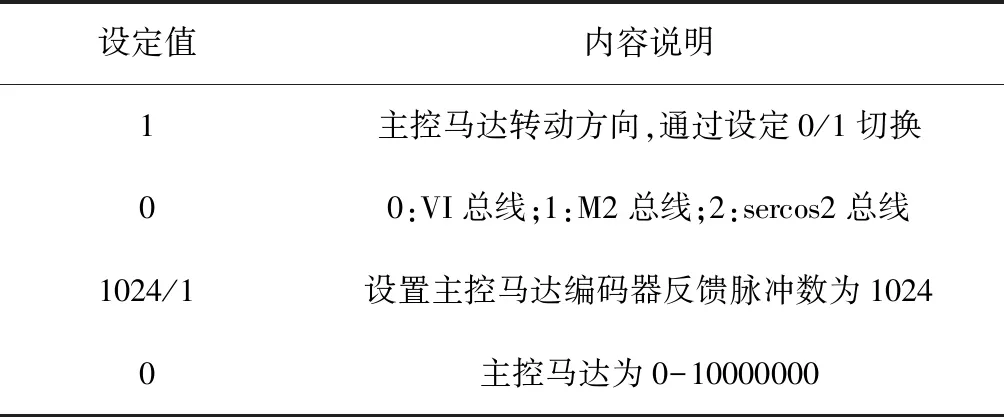
表3 主控电机控制参数设计
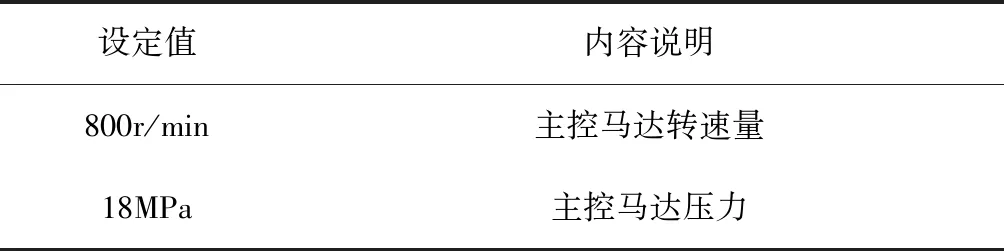
续表3
3.2 联合收割机电气控制系统的PLC设计
1)电气控制系统PLC的硬件设计。联合收割机电气控制系统的控制对象较多,包括收割、位置调整、行走驱动,以及照明和信号灯等多个子系统的输入输出设备,具体的I/O情况如表4所示。
表4 联合收割机电气控制系统I/O情况
Table 4 The I/O situation of the electric control system of the combine harvester
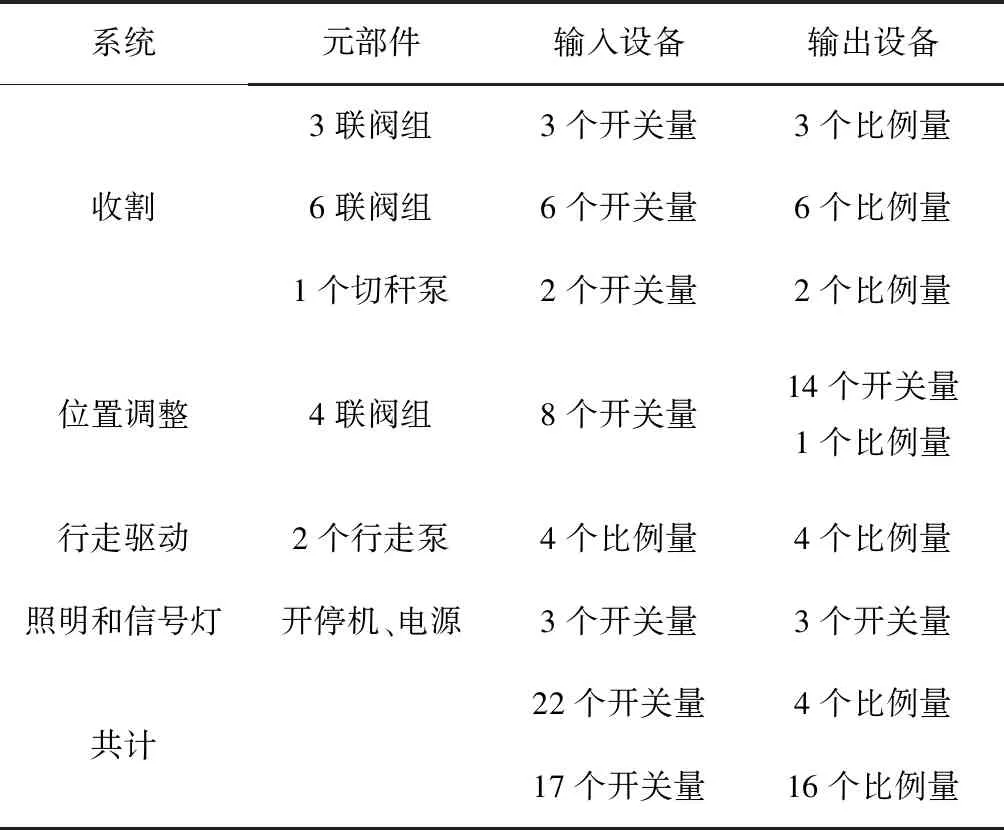
系统元部件输入设备输出设备收割3联阀组3个开关量3个比例量6联阀组6个开关量6个比例量1个切秆泵2个开关量2个比例量位置调整4联阀组8个开关量14个开关量1个比例量行走驱动2个行走泵4个比例量4个比例量照明和信号灯开停机、电源3个开关量3个开关量共计22个开关量4个比例量17个开关量16个比例量
在选择PLC时,考虑需要留有一定的余量。本系统选用西门子的S7-300 PLC控制器,可以满足联合收割机电气控制系统的设计要求,如图6所示。

图6 S7-300 PLC实物图
2)电气控制系统PLC的软件设计。联合收割机电气控制系统的动作到位信号通过行程开关进行采集,然后通过光耦隔离发送给PLC进行处理。光电耦合传感器对输入、输出信号可以起到非常好的隔离功能,保证控制系统的可靠性。电气控制系统PLC的主程序流程如图7所示,梯形图如图8所示。
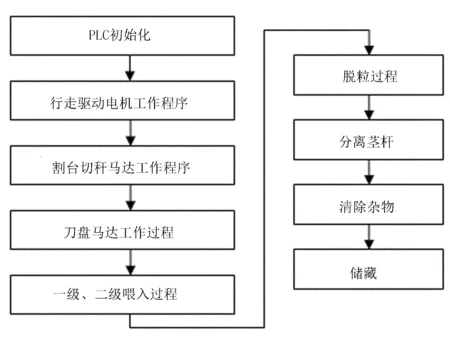
图7 电气控制PLC的流程图
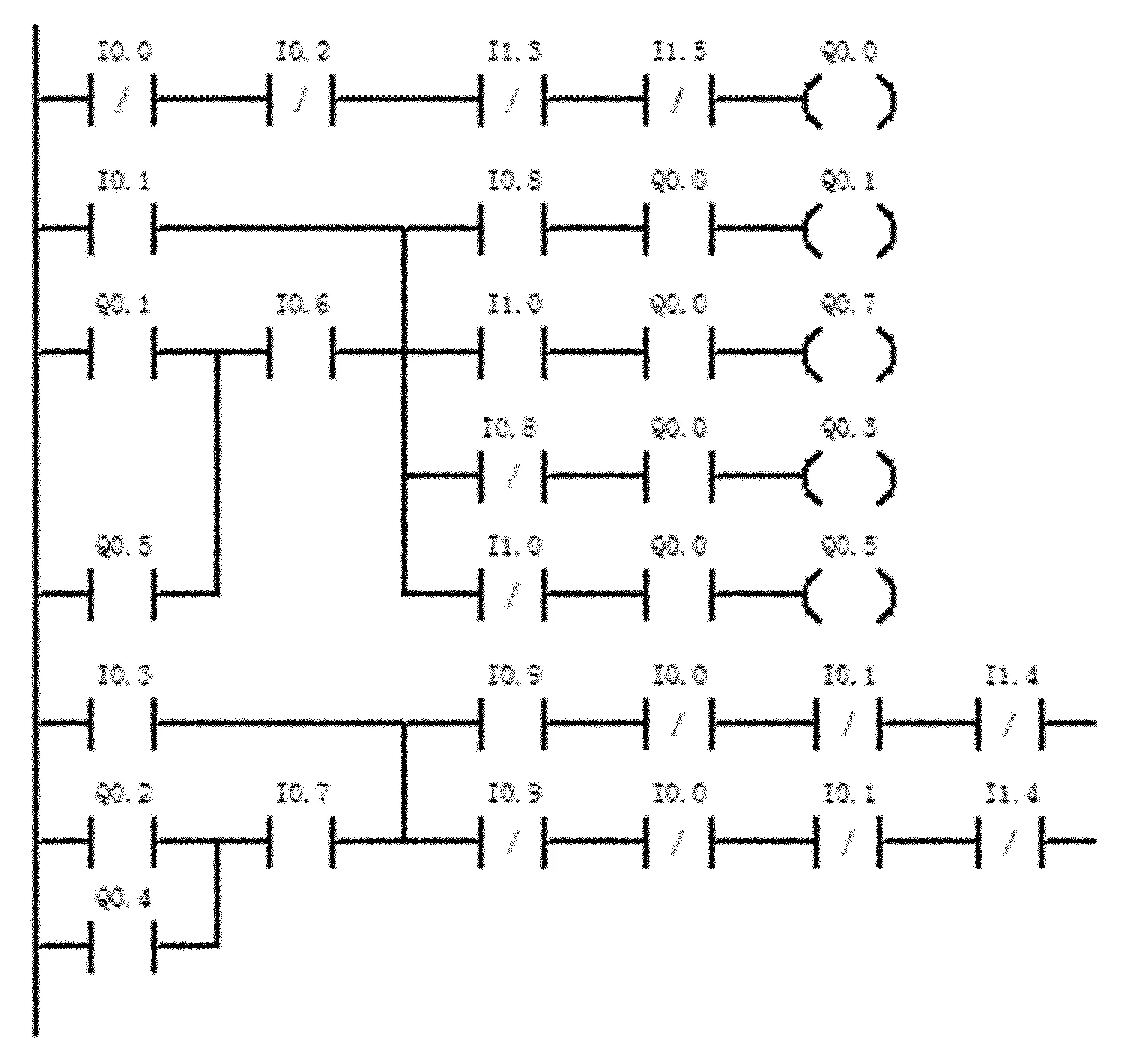
图8 电气控制PLC程序的梯形图
4 测试与分析
为了验证液压式联合收割机电气控制系统的可靠性,在某小麦种植区进行了小麦收割试验。小麦品种为新麦18,茎秆高度为66.50cm,穗长为7.07cm,单穗质量为2.06g。在3h多的试验过程中,电气控制系统运行正常,各参数信息和报警系统工作正常。
在实际的收割作业中,实时对切秆刀具、一级二级喂入的转速和液压泵压力信息进行采集,采集时长为200s,具体信息参数如图9和图10所示。
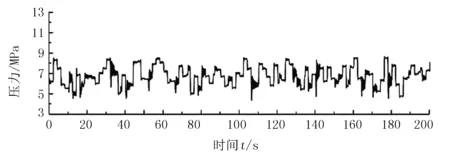
图9 正常工作时液压泵压力
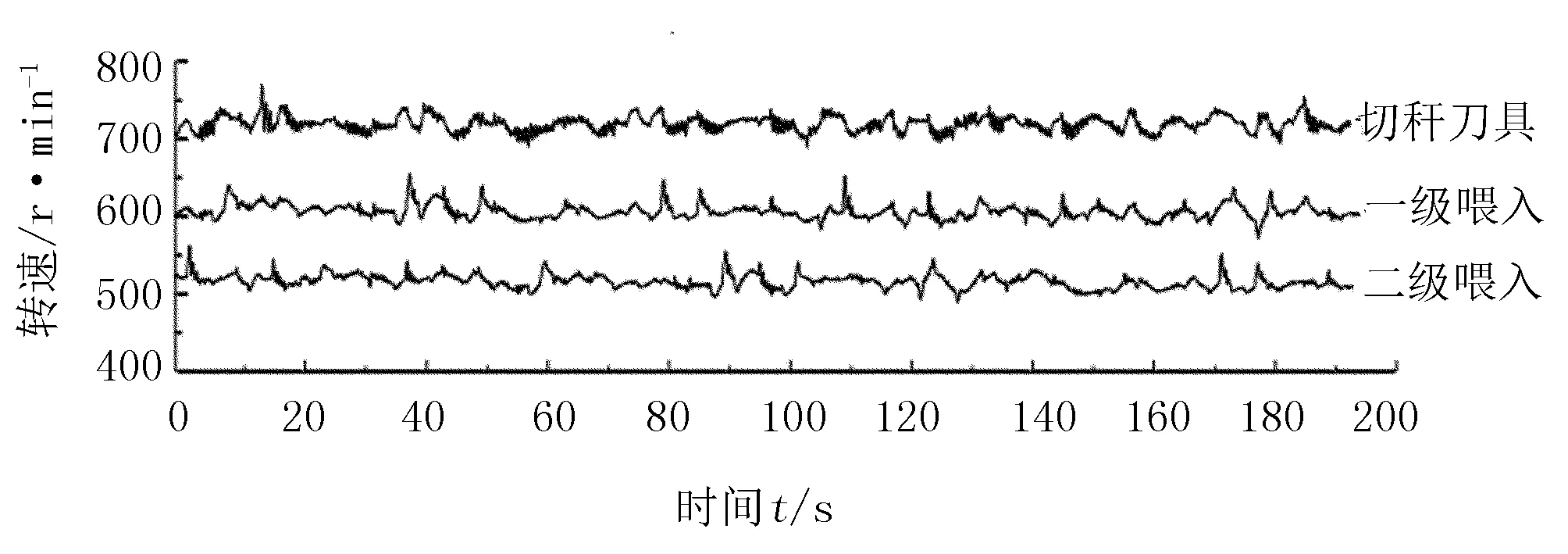
图10 正常工作时切秆刀具、一级二级喂入的转速
结合图9和图10可知:在联合收割机负载变化的情况下,切秆刀具、一级二级喂入的转速比较平稳,未出现异常情况。作业过程中,联合收割机运行时速为2.5km/h,切秆刀具转速在730r/min上下,有效降低了小麦漏割和漏粮现象,损失率在3%以下,较好地实现了收割功能,验证了液压式联合收割机电气控制系统的可靠性。
5 结论
在分析液压式联合收割机工作原理的基础上,以PLC为核心主控制器,从液压式联合收割机液压系统及其电气系统的整体结构入手,设计了一套液压式收割机电气控制系统。试验表明:在联合收割机作业过程中,电气控制系统运行正常,小麦损失率在3%以下,充分验证了该电气控制系统的稳定性和可靠性。
猜你喜欢
内燃机与配件(2022年19期)2022-12-02
液压与气动(2022年10期)2022-11-27
汽车实用技术(2022年15期)2022-08-19
科学与财富(2021年35期)2021-05-10
农民致富之友(2020年20期)2020-07-18
汽车维修技师(2019年2期)2019-08-23
今日农业(2019年11期)2019-08-15
农民致富之友(2018年7期)2018-05-04
创新作文(3-4年级)(2016年5期)2017-05-16
中国新技术新产品(2016年21期)2016-12-08
