
直流电机运行中的电刷磨损特性
2019-06-26 08:05高明缙
上海大中型电机 2019年2期
高明缙
(哈尔滨电气动力装备有限公司,黑龙江哈尔滨 150040)
0 引言
电刷的磨损特性,作为诸多动态特性中最直观的特性之一,在直流电机运行维护时应予重点关注。在直流电机停机维护时,测量并记录电刷的磨损量,可以避免因电刷使用过度而损伤换向器。此外,在轴承或换向器等出现异常时电刷的磨损量会明显增加,可能达到日常磨损量的数倍,电刷磨损量的大小可以作为判断电机运行状态是否良好及运行出现问题时查找原因的一项重要参考依据。
1 电刷磨损的定义
电刷与换向器之间良好的滑动接触状态是直流电机得到满意换向及长期稳定运行的基础,电刷磨损特性也是围绕电刷与换向器之间的滑动接触展开研究的。
直流电机的滑动接触,一般是指电刷与换向器相互接触并在保持一定接触面积的前提下相互位移。两者之间的这种滑动现象必然伴随着摩擦,由于摩擦进而会导致电刷与换向器的接触面遭到破坏,两者随着自身颗粒的脱落而发生变化。一般将这种电刷与换向器之间的接触材料因互相滑动摩擦而减少的现象称作电刷磨损与换向器磨损。两者由于材质特性不同,磨损情况亦不同,相比之下电刷的磨损更为明显,一般在电机停机维护时擦拭滑动接触表面即可见磨损掉的碳粉,且通过游标卡尺测量电刷使用一段时间前、后的高度差即可大致计算出电刷磨损量。电机维护人员较容易获得电刷磨损量数据,监控与电刷磨损特性相关的电机运行状态很方便。
2 电刷磨损的分类
电刷磨损可按不同条件进行多种分类。由于电刷的磨损是必然、无法避免的,一般根据电刷使用预期磨损情况,将电刷磨损分为正常磨损和异常磨损。此外,根据滑动接触面的电特性及其对电刷磨损的影响,还可将电刷磨损分为机械性磨损和电气性磨损两部分。直流电机运行时,滑动接触面上会出现氧化膜的不断形成与消耗,对润滑及磨损产生影响。另外,电流、火花及电弧等相关电气性因素会对电刷的磨损产生直接或间接影响:或直接消耗电刷材料,或改变接触面的表面粗糙度,继而影响电刷机械性磨损,或使滑动接触面温度升高,加速其氧化作用,使电刷磨损加剧。因此,按电特性可对电刷磨损分类:无电流影响的机械磨损、由于通电条件造成的机械磨损以及电弧直接损耗的电刷材料等几部分。
通过Ragnar.Holm[1]对碳黑基电化石墨电刷(实验电刷主要材质为灯黑)的磨损实验求得的产生火花(包括电压火花flash与电弧arc)时电刷磨损量经验公式,可以更具体的了解按电特性对电刷磨损的分类:

式中,W为电刷磨损量(单位:cm3/km);P为电刷压力(单位:N);W0为无电流及接触面有氧化膜条件下磨损系数(单位:cm3·(N·km)-1);τ(2)、τ(5)分别代表片间电压超过2 V及5 V的时间常数,τ(5)前的系数2用于平衡其与τ(2)相比下高电压引起的摩擦因数改变;C1为实测与计算数据平衡用常数;I为每个电刷通过的电流(单位:A);g为实测与计算数据平衡用常数;Q为电刷每滑动一公里电弧所传递的电量,根据产生电弧的电流大小,电弧持续时间及电枢线圈的电感计算(单位:Coul);ω为实测与计算数据平衡用常数(单位:cm3/Coul)。
公式中:ωQ表示由于电弧影响造成的电刷材料的电气性损耗量;P[…]部分表示受火花和电弧作用后接触表面改变造成的总机械磨损量。
在总机械磨损量P[…]中,PW0为无电流通过时的机械磨损,PC1[τ(2)+2τ(5)]I为由于片间电压火花对接触表面粗糙度影响而附加的机械磨损量;PgQ1/2为由于电弧对接触表面粗糙度影响附件的机械磨损量。
从公式可以看出,电机运行时,电刷磨损量随着片间电压增加、电弧的出现与增强逐渐变大。使用换向模拟试验装置还得出:电刷磨损量和换向火花等级成一定的比例关系。因此,保证电机良好的换向能够有效减少电刷异常磨损的情况。
3 影响电刷磨损的因素
基于电刷磨损与换向火花等级的密切关系,保证滑动接触良好的各项换向正常化条件是避免电刷异常磨损的基础。另外,除去电刷及换向器材质等在电机设计阶段的磨损因素,在电机使用维护阶段,环境湿度、电流密度、电刷压力及换向器摆度和振动等因素对电刷磨损的影响也很大。
3.1 环境湿度
当直流电机周围环境温度过低,导致空气中水分含量低时,滑动接触面的水膜减少,氧化膜动态特性被破坏,电刷极易发生异常磨损。当绝对湿度为3~5 g/m3时,电刷就会发生异常磨损,当绝对湿度小于3 g/m3时,甚至会引起电刷粉化磨损[2],使电刷磨损量在短时间内急剧增加,甚至造成运行事故。因此,直流电机日常维护应保证周围环境温度不能过低,尤其在高纬度地区的冬季应多注意电刷磨损的监测,尽量保证电机运行在合适的温度及湿度环境中。这些条件对换向器氧化膜的维护同样重要。
3.2 电流密度
在Holm公式中,纯机械磨损量PW0及电弧引起的磨损量ωQ占总磨损量比例并不大,电流对电刷磨损的影响占主导地位。
首先,通电后,接触面温度升高及摩擦力会使换向器铜晶格变形,电流会促使滑动接触面上水膜产生电离,各种因素均促使接触面上氧化膜的形成,氧化膜会起到一定的润滑作用,但同时,随着氧化膜α-点和a-点的不断形成与破坏致使换向器表面粗糙度变大,还会出现坚硬的氧化颗粒等情况,这都会增加电刷磨损。此类磨损是由于电流的通过引起,不可避免,因此属于电刷正常磨损。
其次,当电流密度过大并超过某一临界值时,电刷磨损会明显加剧,导致异常磨损。因为不同的电刷材料均有各自材料稳定性的临界温度Tcr,随着电流密度增加,接触面温度超过临界值,磨损强度即会明显增加。在电刷材质及接触点面积确定情况下,可通过接触面温升临界值及接触材料的热传递参数得出电流密度的临界值[3]:

式中,jcr为接触点临界电流密度;Tcr为材料热稳定性临界温度;T0为容积温度;λ1、λ2为接触点材料的热传递系数;Rc为接触电阻;d为接触点直径。
当电刷材质选定且滑动接触状态稳定,接触面电流升高至大于临界值时,接触点温度超过临界温度。电刷接触面集中的焦耳热得不到有效释放,接触表面温度升高会对电化石墨电刷内的黏合剂造成破坏,加速氧化。接触面附近电刷材料内各填充粒子之间的结合力弱化,易于移动、脱落进而磨损加剧。虽然表层材料的抗剪强度降低会导致摩擦因数降低(图1a),但此时随着电流密度(图1b)及换向器表面温度(图1c)升高,电刷磨损总体持续加剧,并逐渐成为焦耳热效应下材料表层黏合剂的破坏程度主导因素。
由氧化膜理论及图1中(a)与(b)、(c)曲线比较可知,通电后的滑动接触,电刷材料的氧化特性对电刷的磨损率起主要作用。在电机日常维护发现电刷出现异常磨损时亦要考虑电机是否过载过于频繁,复查运行记录,以避免电机状态恶化发生运行事故。

图1 摩擦因数、电流密度、电刷磨损量与换向器表面温度关系曲线
3.3 正刷与负刷的区别
对于不同极性的电刷,其磨损程度略有不同。电化石墨电刷和铜质换向器的滑动接触中,当正刷(电流由电刷向换向器)与负刷(电流由换向器向电刷)在单独轨迹上运行时,负刷的磨损量一般会是正刷的2~4倍。电机负载运行时,随着电流通过,电刷下会形成稳定的氧化膜。由于电气性原因负刷下会有铜离子吸附,进而叠加机械磨损,而正刷下却不会。正刷的磨损一般较小,在一定限值内与电流密度的关系并不大,甚至会比无电流时磨损更小。由此导致的差异在电机维修时应注意部分直流电机电刷在换向器表面轴向方向布置时会进行位移,由于正负刷的磨损差异,位移时会以一正一负为一组整体位移,在维修电机时遇到此种结构要注意,避免调整不当引起磨损差异导致换向器表面产生明显沟槽。
3.4 电刷压力
电刷压力与电刷的磨损密切相关,电刷的机械磨损和电气磨损的比例是由电刷压力决定的。低接触压力下,接触面的机械不稳定性会导致电流腐蚀,增大电气性磨损;随着接触压力增大,接触面稳定后电气磨损减少,但机械磨损随之不断增加,即电刷的机械性磨损与电刷压力成正比,电刷的电气性磨损与电刷压力成反比,如图2。根据图示曲线可知,电刷压力的选择要适宜,过高或过低都会加速电刷的磨损,使电刷的使用性能有所下降。电机维护时,对个别异常磨损的电刷弹簧应进行压力测量确认,应利用备品及时更换有问题的电刷和弹簧,避免因个别电刷磨损较快而损伤换向器表面。

图2 电刷压力与电刷磨损量关系
3.5 换向器摆度
对于运行时间较久的直流电机,换向器摆度发生变化时,其整体电刷磨损量也会有增加的趋势,如图3。
对于此类情况,由于不会对换向造成较明显的影响,若短期内无法处理摆度问题,可通过增加电刷压力的方式来降低电刷磨损,不同的转速及偏心情况,电刷磨损与压力的关系也会有所不同,如图4。
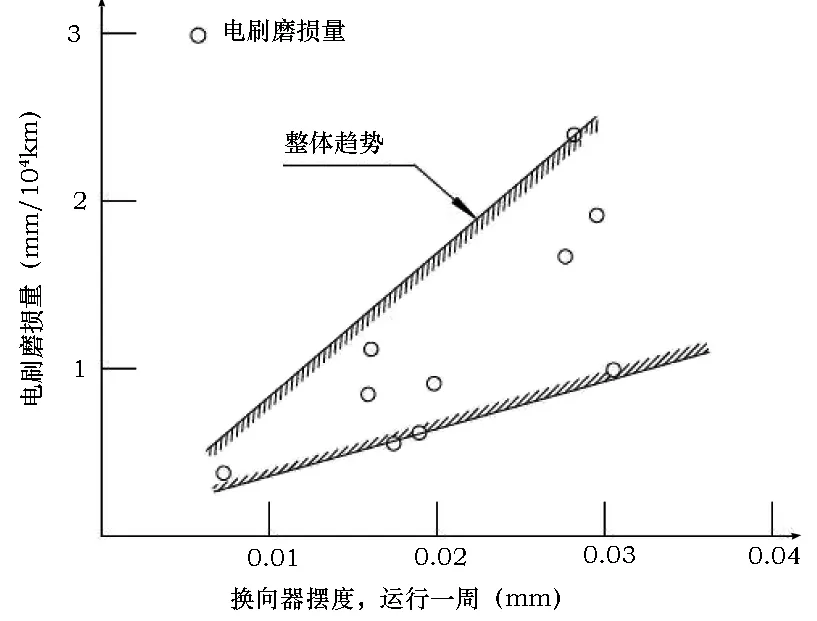
图3 换向器摆度与电刷磨损量关系

图4 不同转速及偏心情况下电刷压力与电刷磨损量关系
4 结论
电刷的磨损特性与滑动接触状态、换向是否良好关系紧密,在直流电机日常维护与检修时应对电刷磨损量进行周期性检查并记录。当电刷出现异常磨损时,应根据电刷压力、电流密度、正负刷磨损差异及换向正常化条件等确认电机运行情况。在电机出现问题时,可参考电刷磨损量记录,排查与其相关的各项因素,帮助查找原因。
另外,同步电机使用的金属基石墨电刷及铁质集电环由于材质、氧化特性、磨损轨迹等不同,其磨损特性与直流电机不同,维护时应区分对待。
猜你喜欢
现代工业经济和信息化(2022年6期)2022-08-02
表面技术(2021年9期)2021-10-16
哈尔滨铁道科技(2020年1期)2020-07-27
中国设备工程(2020年19期)2020-01-20
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
综合智慧能源(2018年5期)2018-07-19
汽车电器(2017年7期)2017-08-24
科技创新与品牌(2016年8期)2016-09-29
自动化仪表(2015年4期)2015-06-15
