基于西门子系统的液压刀架PLC控制研究
2019-07-04 06:32雷楠南
安徽电子信息职业技术学院学报 2019年3期
雷楠南
(三门峡职业技术学院 , 河南 三门峡 472000)
一、引言
数控车床换刀装置根据控制原理分为电动刀架、液压刀架、电、液组合驱动刀架、伺服驱动刀架几种[1]94-96。其中,电动刀架和液压刀架应用最为广泛,电动刀架和液压刀架分别应用在普通数控车床和中、高端数控车床上。液压刀架相比较电动刀架,其优点是控制的刀具数量多、换刀过程转位速度快、转位平稳[2]164-166,主要应用于中、高端的大型数控车床上。在数控车床上实现液压刀架的PLC控制相比普通电动刀架较复杂[3]5-6,表现在刀架的双向就近选择转位方向,本文主要基于西门子系统厂家提供的换刀控制SBR47子程序,来研究西门子系统数控车床上液压刀架的PLC控制实现方法。
二、液压刀架捷径选择PLC控制
数控机床液压刀架主要应用于各类中高档数控车床,其特点是具有编码器刀位检测信号、能够双向就近换刀,换刀效率较高[4]231-232。在西门子系统数控车床上,对液压刀架的控制主要是基于子程序SBR47(TURRET2)来实现换刀控制[5]168-169,同时在该子程序中又调用了刀架转向的捷径选择子程序SBR48来实现转向的捷径选择控制[6]。此处,主要介绍捷径选择子程序功能如图1所示。在图1所示子程序中,输入信号如下:Tmax为刀架或刀库的最大刀位数;Pnum为编程刀具号;Pcurr为刀架或刀库当前位置。输出信号有:P_INDXo为预停刀位,即在就近找刀方向上,目标刀位的前一个刀位;DIR为换刀方向,若DIR信号为“1”,表示刀架正转(CW);DIR信号为“0 ”,表示刀架反转(CCW)。
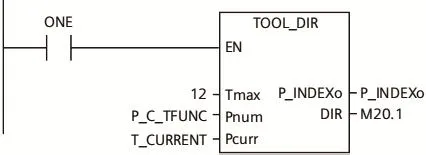
图1 刀架捷径选择控制子程序SBR48
与普通的电动刀架换刀控制相比较,液压刀架控制的特点是能够判断出就近找刀的方向,从而快速换刀。而捷径选择控制子程序SBR48的功能便是用来判断出就近找刀的方向以及预停刀位(既在就近方向上,目标刀具的前一个刀位)。判断的条件是刀架或刀库的最大刀位数和编程的刀具号。该子程序可以用于车床的刀架或加工中心刀库的就近找刀控制,刀架或刀库的刀位数范围为2~64。
为进一步说明刀架转向及预停刀位的判断方法,以图2所示刀架转向及预停刀位判别来举例。如当前刀位为7,目标刀位为2,由图2可知刀架反转时可快速旋转至2号刀位;在反转接近目标刀位方向上,目标刀具的前一个刀位为1号刀位,故预停刀位为1号刀位。再举例如当前刀位为7,目标刀位为5,由图2可知刀架正转时可快速旋转至5号刀位;在正转接近目标刀位方向上,目标刀具的前一个刀位为6号刀位,故预停刀位为6号刀位。
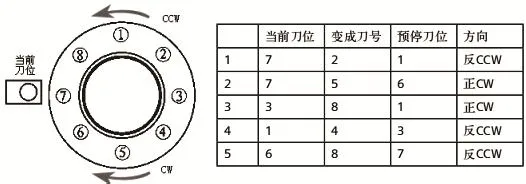
图2 刀架转向示意图
三、西门子系统液压刀架PLC控制
(一)自动换刀控制PLC程序实现
液压刀架在换刀前,应先作刀架初始化程序处理如图3所示。其中,LD0中存储最大刀位数,V31000000.0、V31000000.1分别为自动AUTO方式与MDA工作方式生效信号,V27000000.1为急停信号。系统执行换刀子程序时,先利用系统标志位SM0.0信号接通ADD_DI双整数相加功能指令,将最大刀位数LD0加1传送给LD8;然后复位刀架正、反转信号L7.1、L7.2及刀架锁紧信号L7.3。因为液压刀架可控制2~64把刀具,所以利用比较指令来判断LD0是否在2~64范围内,若不在可控制范围,便可利用RET指令直接结束换刀子程序。此外,当系统处于急停、或在自动和MDA方式下进行程序测试时,也可利用RET指令直接结束换刀子程序。
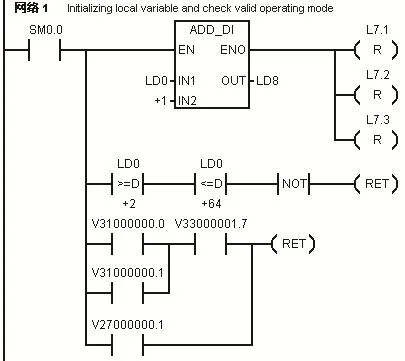
图3 刀架初始化处理程序
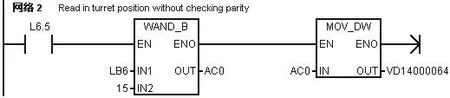
图4 读入当前刀位控制程序
如图4所示为读入当前刀位控制PLC程序,在执行换刀子程序时,利用换刀选通信号L6.5接通功能指令WAND_B与MOV_DW,将当前刀位数值存储于VD14000064。
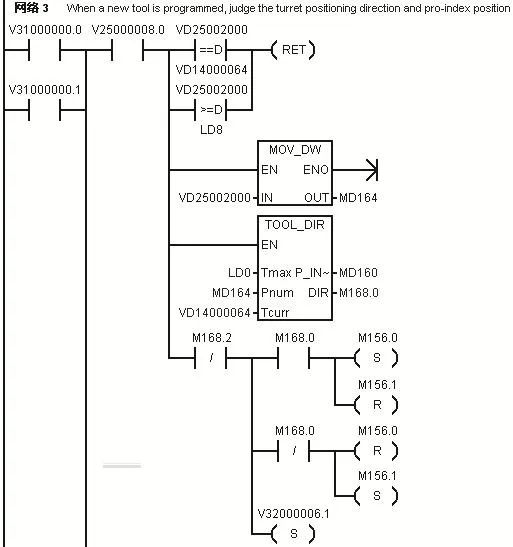
图5 自动换刀时刀架转向判断程序
因为液压刀架上刀具数量较多,所以为便于快速找到目标刀具,在换刀时刀架的转向可通过捷径选择来确定刀架的转向,使刀架快速地旋转到目标刀位。如图5所示为自动换刀时刀架转向判断PLC程序,其中MD160中存储捷径选择时的预停刀位,MD164中存储目标刀位。在自动或MDA工作方式下进行自动换刀时,首先V31000000.0或V31000000.1信号生效,即触点接通;若编程T代码数值大于最大刀位数,即VD25002000数值大于LD8中的数值,则利用RET指令结束该子程序;或者当编程T代码数值等于当前刀位,即VD25002000数值等于VD14000064中的数值时,亦可利用RET指令结束该子程序;反之,利用MOV_DW功能指令将VD25002000数值传送给MD164。
在调用捷径选择子程序进行刀架转动方向判别时,M168.0为就近换刀方向信号,输出“1”信号时,刀架正向(CW)转动;输出“0”信号时,刀架反向(CCW)转动。因此,当M168.0输出“1”信号时,利用置位指令使刀架正转信号M156.0线圈接通,同时复位刀架反转信号M156.1线圈。反之,若M168.0输出“0”信号时,则利用置位指令使刀架反转信号M156.1线圈接通,同时复位刀架正转信号M156.0线圈。在刀架旋转换刀时,为保证机床运行安全,应利用CNC系统中的“读入禁止使能”信号V32000006.1禁止加工程序的执行,所以可利用置位指令接通V32000006.1线圈。
(二)手动换刀控制PLC程序实现
在数控机床上,通过手动方式选择相应刀具在某些场合应用较多。如图6所示为手动换刀方式刀架转向判别控制PLC程序,其中V31000000.2为手动JOG工作方式生效信号;L7.0为机床MCP面板上的手动换刀按键信号。在机床处于手动工作方式下,按下机床操作面板上的换刀按键时,利用L7.0接通时的上升沿信号使M168.0和M168.1线圈置位为“1”。因为M168.0输出“1”信号时,刀架正向(CW)转动,所以手动换刀时刀架只能正向转动。M168.1线圈为“1”信号时,表示刀架找刀完毕到位信号。接着,利用双整数相加功能指令,使当前刀位VD14000064中的数值加1,并存储于MD164中。由程序可知,手动换刀时,MD164中的数值只能从1增大到最大刀位数值,所以当MD164中的数值大于最大刀位数,即MD164大于LD8时,刀具应重新从刀具1开始计数。因此,当MD164中的数值大于最大刀位数LD8时,程序中利用MOV_DW功能指令将数值1传送给MD164。
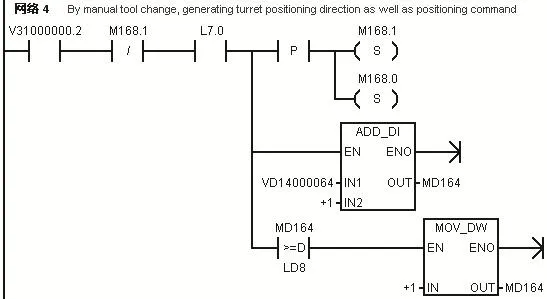
图6 手动换刀时刀架转向判断程序
(三)刀架转向控制PLC程序实现
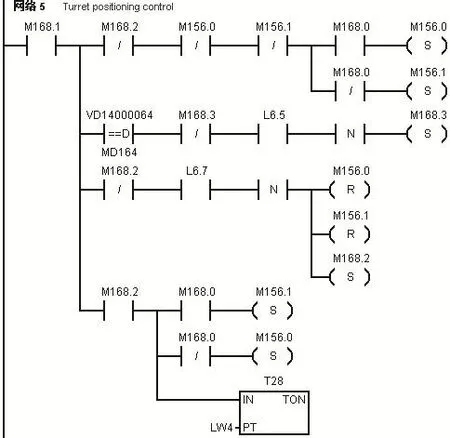
图7 刀架位置控制PLC程序
如图7所示为刀架位置控制PLC程序,M168.1为刀架找刀完毕到位信号,在该信号触点接通情况下,手动换刀时利用图中第一行程序控制刀架正转换刀。M168.2为刀架锁紧命令信号,当刀架旋转经过预停刀位时,利用刀架预停传感器信号L6.7的下降沿复位刀架正、反转信号M156.0或M156.1线圈,同时置位M168.2线圈、发出刀架锁紧命令;接着,若刀架正转,则利用M168.0触点接通并置位刀架反转信号M156.1线圈;反之,接通并置位刀架正转信号M156.0线圈,同时利用定时器T28控制其锁紧时间。M168.3为刀架电磁铁锁紧信号,在当前刀位VD14000064数值等于目标刀位数值MD164时,利用选通位L6.5的下降沿信号接通并置位M168.3线圈,发出刀架电磁铁锁紧命令。
四、结语
液压刀架主要应用于中高端数控车床如斜床身数控车床上,研究换刀控制的前提是弄清楚刀架工作原理。在实现刀架控制时,基于西门子系统换刀控制子程序SBR47进行修改使用可有效地提高编程效率。此外,要特别注意捷径选择子程序SBR48的调用。文中限于篇幅,未能详细介绍捷径子程序的具体内容;对于大部分编程人员而言,只需弄清楚子程序输入、输出变量含义,在编制主程序时正确调用子程序即可实现相应功能。西门子数控系统PLC控制的优势在于厂家为用户提供了丰富的子程序,因此在编程时建议大家基于子程序进行修改使用,实现机床相应控制功能。
猜你喜欢
设备管理与维修(2020年23期)2021-01-04
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2019年6期)2019-06-25
农机化研究(2019年8期)2019-05-27
制造技术与机床(2017年3期)2017-06-23
现代工业经济和信息化(2016年4期)2016-05-17
图学学报(2015年6期)2015-12-06
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20